三維窗結(jié)構(gòu)的焊接變形及工藝控制
2020-05-13 04:19:40李明湯運(yùn)剛
金屬加工(熱加工) 2020年3期
李明,湯運(yùn)剛
中車青島四方機(jī)車車輛股份有限公司 山東青島 266111
1 序言
鋁合金重量輕、強(qiáng)度高,使得動(dòng)車組的高速、輕量化成為可能,動(dòng)車組車體主要由鋁合金型材、板材等組焊而成。動(dòng)車組司機(jī)室主要為鋁合金板材經(jīng)加工后組成的骨架式結(jié)構(gòu),前窗為鋁合金型材拼接結(jié)構(gòu),與司機(jī)室骨架組裝為一體。而鋁合金導(dǎo)熱系數(shù)高、對(duì)焊接環(huán)境要求苛刻,致使前窗焊接變形成為司機(jī)室質(zhì)量控制的一個(gè)難點(diǎn)[1-2]。
2 動(dòng)車組前窗的結(jié)構(gòu)及焊接變形
動(dòng)車組司機(jī)室主要為鋁合金板材經(jīng)加工成形后連接而成的骨架組裝結(jié)構(gòu),包含司機(jī)室前窗、側(cè)窗、頭燈安裝座等部件。其中前窗由多塊型材拼接形成的三維曲面結(jié)構(gòu),前窗拼接完成后與司機(jī)室骨架組裝,采用焊接形式連接,如圖1所示。
司機(jī)室大骨架組裝后進(jìn)行大骨架整體焊接,板梁插接形成十字交叉接頭,骨架結(jié)構(gòu)主要為十字接頭形式,交叉位置采用四道焊縫連接。骨架焊接完成后在其外側(cè)鋪裝鋁合金外板,鋁合金外板與骨架間也采用焊接連接形式,焊縫遍布司機(jī)室整個(gè)區(qū)域。
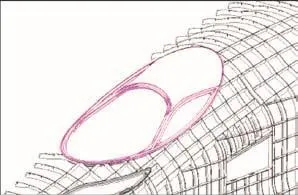
圖1 司機(jī)室及前窗結(jié)構(gòu)
動(dòng)車組前窗由多種、多塊型材拼裝而成。前窗整體為三維曲面結(jié)構(gòu),單塊型材由三維加工、壓力機(jī)沖壓等形式加工而成,各型材連接位置采用雙面滿焊形式連接。
司機(jī)室骨架及前窗焊接接頭多,焊接熱輸入量大,焊接完成后骨架和前窗收縮應(yīng)力較大,導(dǎo)致前窗焊接變形嚴(yán)重,無法滿足前窗玻璃的安裝要求。
對(duì)動(dòng)車組司機(jī)室焊后前窗尺寸進(jìn)行跟蹤統(tǒng)計(jì),分析側(cè)窗焊接變形的現(xiàn)狀及趨勢(shì)。前窗尺寸檢查通過計(jì)量合格的標(biāo)準(zhǔn)檢測(cè)樣板進(jìn)行,檢測(cè)標(biāo)準(zhǔn)主要為前窗骨架與樣板之間的高低差(A值)及間隙值。對(duì)5個(gè)前窗數(shù)據(jù)進(jìn)行跟蹤,每個(gè)前窗檢測(cè)20個(gè)位置(其中A值測(cè)量結(jié)果見表1)。
從數(shù)據(jù)跟蹤結(jié)果可以看出,5個(gè)前窗都存在超差現(xiàn)象,前窗焊后超差概率較高。
3 窗結(jié)構(gòu)焊接變形的原因分析
(1)骨架結(jié)構(gòu)焊接接頭多、焊后變形大 骨架連接主要采用十字接頭滿焊形式(見圖2),前窗與骨架連接,司機(jī)室焊接過程熱輸入量較大,導(dǎo)致司機(jī)室焊接變形的同時(shí)引起前窗焊接變形。

圖2 骨架連接形式
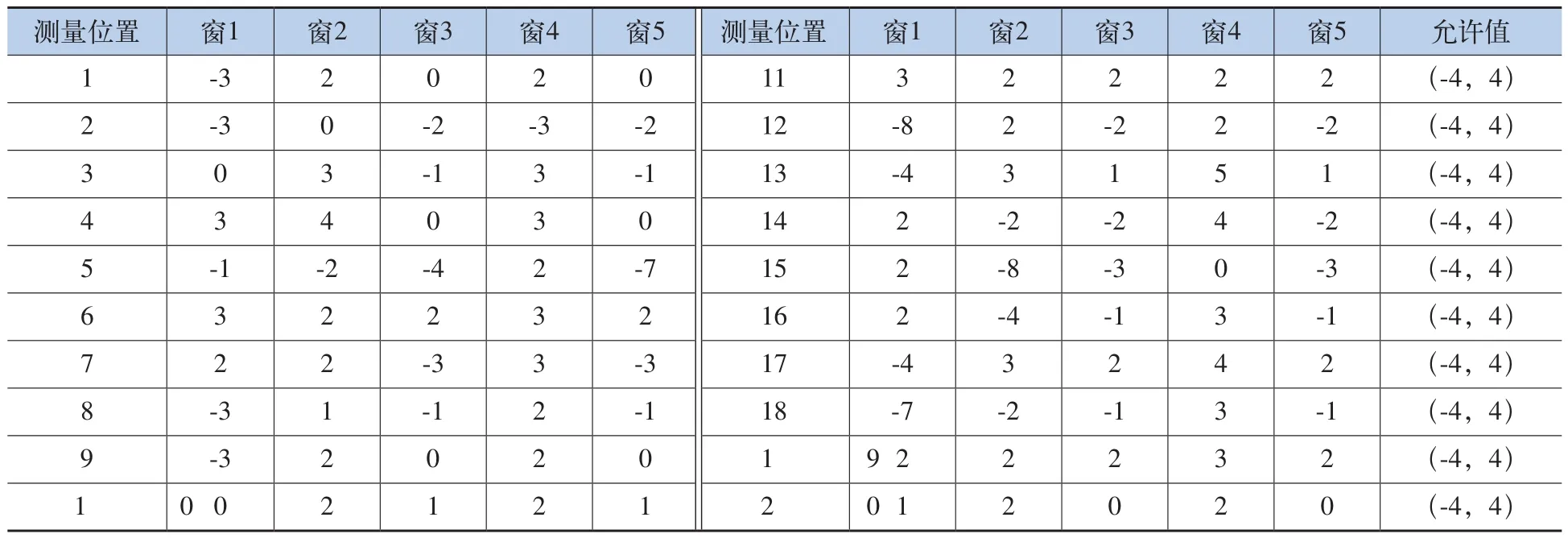
表1 A值測(cè)量數(shù)據(jù)(優(yōu)化前) (mm)
(2)前窗骨架分塊多,焊接變形傾向大 前窗僅外側(cè)圈梁就由7塊型材組成,焊縫接頭多,熱輸入量過大引起前窗自身變形。
(3)焊接工藝影響 前窗型材對(duì)接位置坡口角度較大(見圖3),焊絲填充量大導(dǎo)致焊接熱輸入量大,焊后變形嚴(yán)重。

圖3 型材連接坡口形式
4 三維窗結(jié)構(gòu)的控制方法
(1)采用反變形剛性工藝支撐控制司機(jī)室焊接變形 根據(jù)司機(jī)室結(jié)構(gòu)確定關(guān)鍵控制部位和尺寸,設(shè)計(jì)制作不同規(guī)格的剛性可調(diào)工藝支撐,實(shí)現(xiàn)焊接過程關(guān)鍵尺寸的控制。針對(duì)司機(jī)室骨架不同位置變形規(guī)律,對(duì)工藝支撐設(shè)置一定反變形量,保證了變形部位焊后符合設(shè)計(jì)要求。
(2)優(yōu)化前窗組裝方式 前窗組裝工裝由正組方式改為反組方式,反組工裝與前窗骨架配合面為玻璃安裝面,工裝采用三維加工方式,保證前窗玻璃安裝面焊接后的精度。
(3)焊接工藝優(yōu)化 優(yōu)化前窗型材接頭坡口形式,減少焊接層道數(shù)(坡口優(yōu)化前后的參數(shù)對(duì)比見表2)。通過改變加工方式優(yōu)化前窗型材連接位置坡口形式,在保證焊縫連接強(qiáng)度的前提下,改善坡口形式,減小焊接熱輸入,從而減小焊接變形。
(4)優(yōu)化前窗型材分塊結(jié)構(gòu) 針對(duì)外側(cè)圈梁閉環(huán)設(shè)計(jì)結(jié)構(gòu),本著減少焊縫數(shù)量的原則,將前窗外側(cè)圈梁型材由7塊減少為5塊,減少焊接熱輸入量,從而減小前窗變形量。
同樣選取5個(gè)前窗,每個(gè)前窗選取20個(gè)測(cè)量點(diǎn),對(duì)前窗變形情況進(jìn)行統(tǒng)計(jì)(見表3)。措施優(yōu)化后,除兩個(gè)測(cè)量位置A值超差外,前窗整體尺寸滿足標(biāo)準(zhǔn)要求,前窗焊后調(diào)修工作量明顯減少。
5 結(jié)束語(yǔ)
通過對(duì)動(dòng)車組司機(jī)室結(jié)構(gòu)、前窗結(jié)構(gòu)以及焊接過程分析,本著減少焊接熱輸入量的原則,從司機(jī)室整體焊接變形控制、前窗組裝方式優(yōu)化、型材坡口形式優(yōu)化、前窗型材分塊優(yōu)化以及前窗組焊模塊化等方面,提出了一種控制動(dòng)車組三維曲面前窗結(jié)構(gòu)焊接變形的方法。該套方法減少了焊接過程熱輸入量和內(nèi)應(yīng)力,實(shí)現(xiàn)了三維窗結(jié)構(gòu)焊接變形的有效控制,大幅度減小了動(dòng)車組前窗焊接變形量,提高了生產(chǎn)效率。該套方法通過適應(yīng)性調(diào)整可應(yīng)用于其他三維曲面安裝結(jié)構(gòu)的焊接變形控制。

表2 坡口優(yōu)化前后的焊接參數(shù)對(duì)比
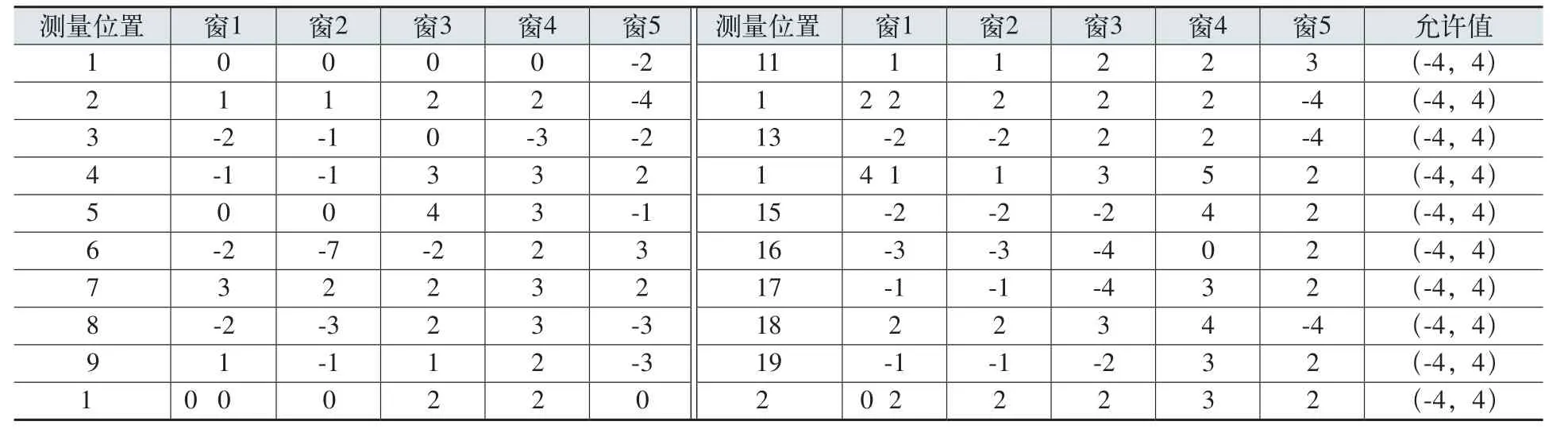
表3 A值測(cè)量數(shù)據(jù)(優(yōu)化后) (mm)
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
