316LN奧氏體不銹鋼超低溫結(jié)構(gòu)件熱絲TIG焊工藝研究
2020-05-13 04:19:40田金華劉偉吳智吳自晟陶則旭
金屬加工(熱加工) 2020年3期
田金華,劉偉,吳智,吳自晟,陶則旭
武漢重型機(jī)床集團(tuán)有限公司 湖北武漢 430000
1 序言
我公司承接某核電項(xiàng)目橫梁結(jié)構(gòu)件(見圖1),外形尺寸為280mm×280mm×2630mm(方形);材質(zhì)為316LN奧氏體不銹鋼;板厚20mm;重量1.2t;工作最低溫度為-269℃(超低溫);焊縫要求:全熔透焊縫(見圖2),焊后要求進(jìn)行UT(超聲)、PT(滲透)檢測(cè)。
此構(gòu)件為某核電產(chǎn)品最為關(guān)鍵的支撐部件,也是主要的受力部件,雖然結(jié)構(gòu)相對(duì)比較簡(jiǎn)單,但處于-269℃超低溫環(huán)境,以及產(chǎn)品生產(chǎn)周期緊迫,再加上第一次接觸這種材料,未有這方面的制作經(jīng)驗(yàn)。因此,經(jīng)過(guò)查閱大量的文獻(xiàn),總結(jié)出一些理論數(shù)據(jù),并結(jié)合本產(chǎn)品結(jié)構(gòu)特點(diǎn)及技術(shù)要求,采用手工TIG焊進(jìn)行定位焊及打底焊、熱絲TIG焊進(jìn)行填充及蓋面的焊接方法,并根據(jù)實(shí)際板材厚度制定合理的焊接工藝評(píng)定。在經(jīng)過(guò)了一系列的試驗(yàn)之后,制定了焊接工藝評(píng)定試驗(yàn)方案,選取了合適的焊絲、焊接電流、電弧電壓等參數(shù),確定了一套完整的焊接工藝。
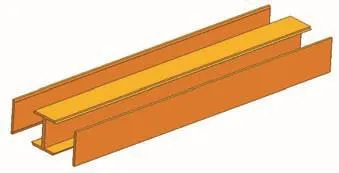
圖1 橫梁結(jié)構(gòu)件三維圖
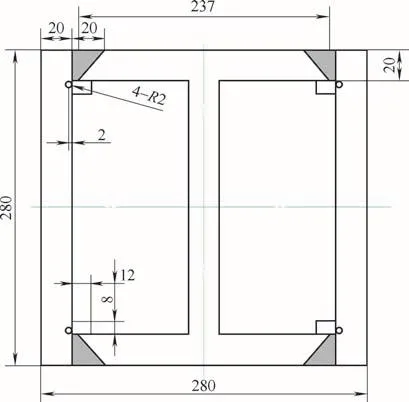
圖2 橫梁全熔透焊縫坡口
2 316LN奧氏體不銹鋼材料的焊接性
316LN奧氏體不銹鋼是一種鉻-鎳奧氏體系低碳不銹鋼,是太鋼集團(tuán)為滿足該核電產(chǎn)品使用要求新開發(fā)的產(chǎn)品,符合ASTM 240標(biāo)準(zhǔn),焊接性能良好,其化學(xué)成分見表1,室溫力學(xué)性能和低溫力學(xué)性能見表2。

表1 316LN奧氏體不銹鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 316LN奧氏體不銹鋼力學(xué)性能
3 熱絲TIG焊的工藝特點(diǎn)
熱絲TIG焊是在傳統(tǒng)TIG焊基礎(chǔ)上發(fā)展起來(lái)的一種優(yōu)質(zhì)、高效、節(jié)能的焊接工藝,其基本原理就是在焊絲送進(jìn)熔池之前,對(duì)焊絲進(jìn)行加熱使其達(dá)到一定的預(yù)熱溫度,最終實(shí)現(xiàn)高速高效焊接的目的。此外,焊絲經(jīng)過(guò)預(yù)熱表面得以凈化以及預(yù)熱電流對(duì)熔池的攪拌作用、預(yù)熱電流的磁場(chǎng)作用可以改變焊接電弧的形態(tài)等多種因素的共同作用,使得焊縫質(zhì)量更為優(yōu)良。同TIG焊相比,熱絲TIG焊明顯地提高了熔敷速度、焊接速度,適合于焊接中等厚度的焊接結(jié)構(gòu),同時(shí)又具有TIG焊高質(zhì)量焊縫的特點(diǎn),同MIG焊相比,其熔敷速度相差不大,但是熱絲TIG焊的送絲速度獨(dú)立于焊接電流,因此能夠更好地控制焊縫成形,對(duì)于開坡口的焊縫,其側(cè)壁熔合性比MIG焊好得多[1-2]。
4 焊接工藝評(píng)定
(1)焊接材料的選擇 本項(xiàng)目中所涉及316LN奧氏體不銹鋼熔焊均采用手工TIG焊或自動(dòng)TIG焊,焊接材料選用奧地利伯樂(lè)公司的ER 317L不銹鋼實(shí)芯焊絲,保護(hù)氣體選用氬氣(≥99.99%)。
(2)焊接工藝評(píng)定 根據(jù)橫梁中工字型鋼與側(cè)板的焊接結(jié)構(gòu)特點(diǎn),采用手工TIG焊進(jìn)行定位焊及打底焊、熱絲TIG焊進(jìn)行填充及蓋面的焊接方法,并需要根據(jù)實(shí)際板材厚度制定合理的焊接工藝評(píng)定。
本結(jié)構(gòu)中,工字型鋼與其側(cè)板所使用的板材厚度為20mm,根據(jù)ISO 15614-1標(biāo)準(zhǔn)中“堆焊材料厚度和焊縫熔敷厚度的鑒定范圍”,以及生產(chǎn)現(xiàn)場(chǎng)實(shí)際材料情況,選用了厚度為30mm的鋼板,這樣就能對(duì)所使用的鋼板進(jìn)行覆蓋。
手工TIG焊打底、熱絲TIG焊填充蓋面的焊接工藝評(píng)定試驗(yàn)步驟如下:
第一,焊接工藝評(píng)定試板規(guī)格均為30mm×200mm×400mm,采用對(duì)接接頭的方式,焊接坡口通過(guò)機(jī)械加工的方式成形。
第二,焊接完成24h后進(jìn)行射線檢測(cè)(按照ISO 17636進(jìn)行)和滲透檢測(cè)(按照 ISO 3452 進(jìn)行),經(jīng)專業(yè)檢測(cè)人員檢查合格。
第三,試驗(yàn)結(jié)果及數(shù)據(jù)分析:根據(jù)ISO 15614-1標(biāo)準(zhǔn)進(jìn)行相應(yīng)的力學(xué)試驗(yàn),檢測(cè)結(jié)果見表3。
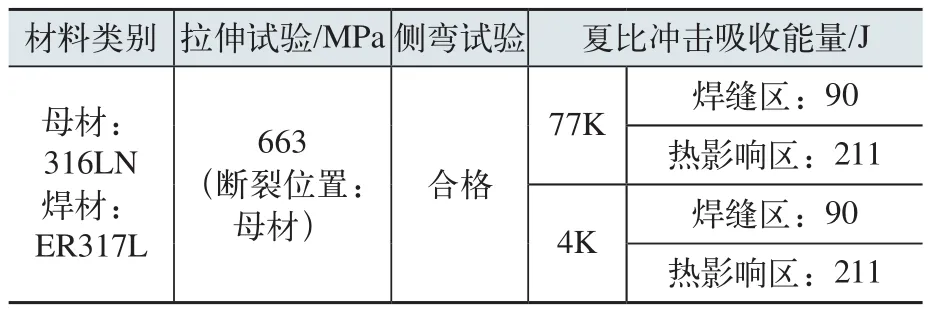
表3 316LN奧氏體不銹鋼焊縫力學(xué)性能
根據(jù)試驗(yàn)數(shù)據(jù),并結(jié)合此工件的結(jié)構(gòu)特點(diǎn),編制了一份完整的焊接工藝規(guī)程文件用于指導(dǎo)產(chǎn)品焊接。
5 橫梁焊接收縮量模擬試驗(yàn)件焊接制造
針對(duì)該產(chǎn)品的結(jié)構(gòu)特點(diǎn),為保證工字梁與側(cè)板的焊接全熔透,并適當(dāng)降低工字梁與兩側(cè)板的焊接接頭應(yīng)力集中,同時(shí)更準(zhǔn)確的預(yù)估橫梁焊接之后的收縮量大小,焊接在工字梁坡口下方增加一個(gè)8mm×12mm的墊板,同時(shí)在側(cè)板上開一R2mm×2mm的溝槽,如圖3所示。
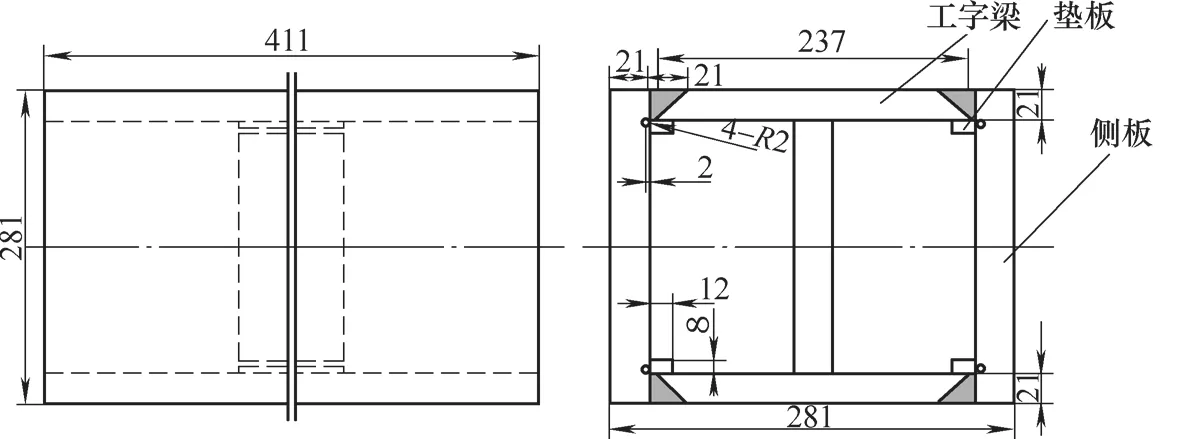
圖3 模擬試驗(yàn)件
通過(guò)模擬試驗(yàn)件的焊接,得出了該結(jié)構(gòu)件采用預(yù)留收縮量法進(jìn)行焊接的關(guān)鍵數(shù)據(jù),這為正式產(chǎn)品的焊接制造提供了關(guān)鍵支撐。
6 實(shí)際焊接生產(chǎn)保障措施
(1)板材下料及質(zhì)量控制 下料方式采用數(shù)控水刀切割,可以保證下料直線度、平面度、切割面粗糙度符合產(chǎn)品技術(shù)要求。
316LN奧氏體不銹鋼下料在專用的場(chǎng)地進(jìn)行,鋼板切割下料前必須做標(biāo)記移植,下料過(guò)程中避免踩踏鋼板表面,防止表面劃傷,下料零件配有木質(zhì)堆放架,周轉(zhuǎn)和運(yùn)輸時(shí)用塑料薄膜覆蓋,防止碳素鋼污染,下完料后分專區(qū)存放,并做隔離標(biāo)識(shí)。
(2)焊接坡口加工及質(zhì)量控制 該結(jié)構(gòu)中工字梁與側(cè)板組成的焊接接頭中,焊接坡口設(shè)置在工字梁上并通過(guò)機(jī)械加工方式成形。在坡口機(jī)械加工過(guò)程中,使用專用冷卻液,并采取了相應(yīng)的預(yù)防措施以避免污染不銹鋼。坡口加工完畢后,對(duì)焊接坡口及其兩側(cè)30mm范圍內(nèi)按照 ISO 3452 標(biāo)準(zhǔn)進(jìn)行了滲透無(wú)損檢測(cè),合格后轉(zhuǎn)入焊接工序。
(3)結(jié)構(gòu)整體焊接及質(zhì)量控制 首先,焊接材料控制。通過(guò)對(duì)焊接材料進(jìn)行復(fù)驗(yàn)確保該產(chǎn)品的技術(shù)要求,焊材的保管、發(fā)放、使用和回收制定專門的管理措施。
其次,焊接設(shè)備控制。焊接設(shè)備處于完好狀態(tài),并貼好顯示標(biāo)簽,安裝在焊接設(shè)備上的監(jiān)視和測(cè)量?jī)x表經(jīng)計(jì)量檢定合格,儀表所在處貼有校準(zhǔn)合格標(biāo)簽并顯示處于有效期內(nèi),焊接設(shè)備做到定人定機(jī)、專管專用。
最后,產(chǎn)品施焊控制。316LN奧氏體不銹鋼結(jié)構(gòu)件制造要與碳素鋼隔離的專用焊接場(chǎng)地,當(dāng)環(huán)境溫度低于0℃時(shí),在坡口100mm范圍內(nèi)預(yù)熱到15℃以上,定位焊前對(duì)焊接部位用丙酮進(jìn)行清洗,定位焊焊縫高度≥5mm,焊縫長(zhǎng)度20~30mm,定位焊間距100~120mm;打底焊時(shí)采用手工TIG焊,填充及蓋面焊接時(shí)采用熱絲TIG自動(dòng)焊對(duì)4條縱縫輪流焊接,采用多層多道焊操作方式,焊接過(guò)程中嚴(yán)格進(jìn)行層間清理,控制層間溫度,并在焊接記錄表格中如實(shí)填寫焊接參數(shù)。
7 結(jié)束語(yǔ)
通過(guò)嚴(yán)格控制制造過(guò)程中的各個(gè)環(huán)節(jié),對(duì)每一個(gè)可能出現(xiàn)問(wèn)題的環(huán)節(jié)事先一一解決,利用已有的焊接經(jīng)驗(yàn)和成熟技術(shù),通過(guò)技術(shù)人員、質(zhì)檢人員及焊接工人的共同努力,不僅保質(zhì)保量按時(shí)完成了產(chǎn)品制造任務(wù),而且對(duì)316LN奧氏體不銹鋼超低溫結(jié)構(gòu)件的熱絲TIG焊接的工藝方案積累了相應(yīng)的經(jīng)驗(yàn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
