大型鋼結構廠房的制作安裝施工
2020-05-13 01:28:02王忠潔
四川水泥 2020年3期
王忠潔
(中鐵二十四局集團浙江工程有限公司, 浙江 杭州 310009)
隨著社會經濟的快速發展,我國的工業形勢也在隨著時代的發展而不斷的進行演變。近些年,工業生產技術的迅速發展,在工業生產中,工業廠房逐漸被重視起來,可以為產品的生產制造提供更多的空間,提升整個工程施工的質量。與混凝土結構廠房對比,鋼結構廠房的優點更位突出,并且在工業廠房中得以廣泛的應用,對于大型的鋼結構廠房而言,鋼結構的制作與安裝的程度直接影響廠房整體的質量,所以要對其要引起高度的重視和關注,利于最大限度的保障工業建筑的安全性和人們的生命安全。
1 大型鋼結構廠房鋼結構制作與安裝施工技術
通過對分析鋼結構廠房施工建設過程中所存在相關標準,得知影響施工的質量主要表現在兩個方法:第一、鋼構件的制作質量,第二、現場的安裝質量。因此,在大型鋼結構廠房建設的過程中,相關工作人員一定要積極明確鋼結構制作與安裝施工技術,并且還要做好相應的質量管理和控制工作。
1.1 鋼結構制作技術
第一、在不存在特殊要求的標準情況下,鋼結構的具體制作工藝一般都會嚴格按照相關標準的流程進行操作:嚴格按照實際要求開展測量和放樣工作,該工作完成之后進行下料,嚴格按照標準進行拼板,切割,之后將其進行阻力,由專業的工作人員進行檢查,在檢查的過程中如果沒有任何的問題就可以對其進行組裝,組裝完成之后開展埋弧焊接加工,完成矯正成形工作,對主連接構件、零配件進行下料,制空,將其制作成形,再次組裝,形成構件。由工作人員對焊接的縫隙進行檢測,同時開展表面、防銹的處理工作,在外部進行涂裝,明確標記號碼,等到工作人員驗收無誤之后在將其全部運輸到施工的現場,由安裝工人進行安裝[1]。
第二、鋼結構制作工藝在具體操作的過程中要嚴格按照《工藝管理導則及工藝規程設計》的相關標準進行操作,結合實際情況選擇合適的工藝進行合理化的設置。結合工程的需要,應用的器械設備主要有數控切割機、多排切割機,大型起重設備重設備、彩鋼瓦單板機以及埋弧焊機等類型。
第三、在制作鋼結構的過程中需要嚴格按照相關標準和要求進行制作,站在設計的角度上對具體規格的要求和尺寸設定,結合實際情況選擇合適的加工設備和加工方式,并且在施工的過程中還要選擇一些經驗豐富的工作人員,嚴格做好每一道工序,并在基礎上對關鍵的工序和零部件的質量進行全面監控,對于生產出的鋼結構構件也要專業的人員進行檢查,檢查無誤之后在開展下一道工序[3]。如果在檢查的過程中發現任何問題要及時采取相應的對策進行處理。另外,在對關鍵部位進行施工的過程中,還要采取有效的防止措施避免出現各種質量問題,確保施工過程中的各個工序的質量都可以符合標準[4]。以焊接工程為例,在對鋼結構進行制作的過程中,一定要結合實際情況編制設計方案,并且按照相關要求選擇合適的焊接方法,除此之外還要對工藝、技術給予正確性的驗證,還要積極貫徹并落實技術較低的策略,可以使每道工序在實際落實和開展的時候都具有一定的科學性、準確性,保障產品在焊接過程中所存在的缺陷可以在工作人員可控的范圍之內[5]。內部的缺陷包括:坡口清理不及時、焊材沒有將其烘干,焊縫的坡口也不夠完善等,在此基礎上還要對各種缺陷的具體情況進行分析,并對其分析的結果進行準確的判斷。其中,出現夾渣缺陷就是因為并對各種殘留物進行及時的清潔,還有數據表明,焊接電流比較小,金屬熔池的溫度比較低等也是其主要的原因。焊接工作開展的時候,一般情況下,工作人員都是采用自動化埋弧焊機、半自動氣體保護焊機進行,對于一些特殊的部位可以采用手工焊接的方式,無論采用哪一種焊接方式,焊接技術人員都要全面掌握機械的技能,規范流程,這樣可以在很大程度上避免在焊接工作開展的過程中出現各種不符合標準的現象,在對一級和二級進行焊接的過程中,還需要對其開展無損檢測工作。
1.2 廠房鋼結構安裝要點
鋼結構安裝過程中的施工方法比較多,國內目前常見的安裝方法有:高空散裝法、分條(塊)安裝法、高空滑移法、整體吊裝法、整體提升法等,具體的安裝方法見表1。
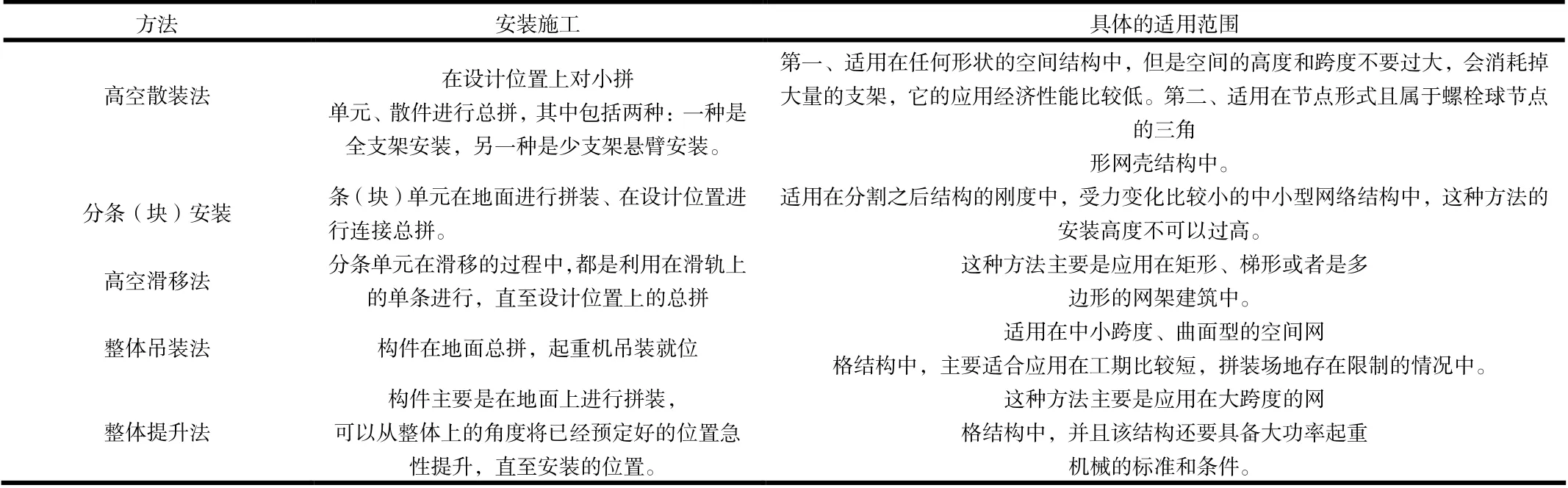
表1 廠房鋼結構安裝方法的具體適用情況
2 案例分析
2.1 工程概況
以杭州中車車輛有限公司基地組裝布局優化項目為本次研究案例,生產廠房分為交車廠房和配管配線廠房。在建設的過程中可以采用大跨度的結構形式,對于交車廠房的結構類型,其屬性屬于單跨式,并且為單層的鋼結構門式,求總跨度為36m,柱距6-7.5m,柱高10.57m。對于配管配線廠房,屬性同樣是單層式的二結構,其總長為172.25m,寬度為87.5m。通過按照標準檢測,該結構的質量為二級,可以使用50 余年,相對來講年限是比較長的,而且該建筑的耐火等級和屋面防水相對也比較高,即二級等,屋面的坡度為5%。在抗震和防護上,該建筑的等級較低,屬于丙級,地震加速度才達到0.05g,其場地情況為II 類級別。
2.2 鋼結構制作
首先,一定要嚴格按照相應施工圖紙開展放樣、下料、切割工作,在這個過程中一定要預留出一定的加工余地,在切割之前一定要對鋼材的表面進行合理化的處理,唯有這樣才可以在切割之后避免出現裂紋的現象,并且還可以將偏差控制在合理的范圍之內。其次,切割之后,如果發現鋼材出現變形,工作人員可以采用冷矯正或者是冷彎曲的方法對其進行處理,確保后續的各項工作可以順利的進行,最后,需要對邊緣進行打磨,在打磨的過程中都需要用手砂輪進行操作,加工部位有構件外露邊緣、焊接邊緣等,對于這些部位還要對偏差進行合理化的控制,將其控制在合理的范圍之內。另外,在質控時,工作人員要采用磁力鉆、臺鉆進行工作,如果制孔等級在S 級,一定嚴格按照具體細則進行操作,具體細則見表2。在開展后續檢驗和驗收工作的過程中,如果發現螺栓孔的尺寸在這個過程中出現偏差,其數值已經超出一定標準,就不可以直接利鋼板進行堵塞,需要采用焊接的方式進行補焊,補焊工作完成之后在開始進行鉆孔。

表2 C 級螺栓孔允許偏差
2.3 鋼結構安裝施工
在整個工程實施的過程中,所有的鋼結構構件都是在工廠內中完成對制品的制作和加工,其中主要包括的工作有焊接、鉆孔、涂裝等。工作人員再對成品進行的驗收的過程中,要具備較高的品質,掌握嫻熟的操作技能,品驗收合格之后才可以將運輸到施工的現場,在運輸的過程中需要按照分批的方式進行,為了避免在運輸的過程中產品出現碰撞,影響產品的質量,工作人員可以利用枕木將成品進行隔離。運輸到施工現場之后一定要將其直接進行吊裝,在安裝之前,需要對安裝的控制線進行確認,這樣就可以保障混泥土的強度達到實際的標準,同時還要對其質量進行驗收,避免出現誤差和偏差的現象看,影響其整體的安全性和標準性。建筑物的定位軸線為1/20000,3.0;基礎上柱的柱底標高為±2.0,定位軸線為1.0;地腳螺柱位移為2.0。施工機一旦到位,就需要工作人員將開工前的準備工作做好,在操作的過程中還要嚴格標準順序完成,避免在安裝施工的過程中出現異常情況。
3 結束語:
綜上所述,工業廠房在建設的過程中,鋼結構廠房的跨度比較大、自重較強輕,而且實際的施工速度相對也非常的迅速,并且安裝程度也非常的便捷,通過按照實踐經驗分析,為了更好的保障整個工程施工的質量,一定要先從施工材料的質量進行入手,合理應用鋼結構制作以及相關的安裝施工技術,可以有效提高安裝的效率和水平,除此之外,還要對結構制作的具體要求和實際的施工方法結合實際情況進行選擇,全面考慮整個工程的質量和工期,降低各種異常情況的出現。可以在很大程度上保障大跨度鋼結構廠房的施工效果,推動社會經濟的發展。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
專用汽車(2016年4期)2016-03-01 04:13:43