大厚管板焊接變形控制
2020-05-23 19:19:26王利軍張舉莉史京生
科學導報·學術 2020年67期
王利軍 張舉莉 史京生
【摘 要】反應器管板是整個反應器設備最核心部件,其質量好壞直接決定反應器整個設備質量。大型反應器管板基本都是拼焊而成,焊接過程中會發生不同程度的焊接變形。焊接過程中通過調整管板背面墊塊距離、根據管板變形數據調整管板反面次數以及焊后采用加熱配重校平等方法,有效地控制了反應器管板平面度,提高了產品質量。
【關鍵詞】管板;拼焊;變形控制;
1 前言
基于市場要求,反應器需求量越來越多,我公司長期從事壓力容器設計、制造及現場安裝工作,反應器生產從最初直徑2米左右,目前已經做到直徑近9米,反應器管板制造也從最初的整板加工到現在因直徑太大而需要拼焊而成,并且質量要求越來越嚴格。近年我公司基本生產的反應器直徑都在6米以上,其中反應器核心部件管板也都是拼焊而成,其加工工序為分半制坡口、組對拼焊、探傷、焊后消應力熱處理、車加工,最后再制換熱管孔。管板是反應器核心部件,而組對拼焊又是管板制造最重要的一道工序,其拼縫質量、變形控制程度的好壞直接決定反應器整體設備的質量。[1]本文以出口印度某公司丙烯酸反應器管板制造為例,分析管板拼焊過程中管板變形原因,通過調整管板拼接坡口、管板背面墊塊距離、根據焊接過程中管板變形數據實時調整焊接面及配壓重物等方法,有效控制管板變形量,提高了產品質量并降低了生產成本,為后續跟多的管板制造提供經驗分享。
2 管板加工
2.1設備介紹
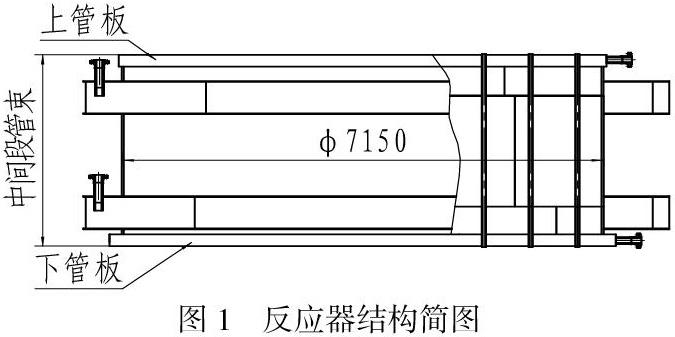
2017年我公司承接出口印度某公司丙烯酸項目,其中核心設備反應器的管板材質為ASME材料SA-516M Gr.485,管板厚度為150mm,直徑為7140mm,且甲方要求管板制孔前需車加工管板正反兩面,管板光潔度不低于6.3um,平面度在2mm范圍內。基于甲方要求、加工質量、產品成本等方面考慮,采購時,管板毛料厚度訂購為175mm,拼焊厚再加工至150mm。反應器結構簡圖見下圖1所示。
2.2 管板焊接變形原因
根據以往管板拼焊時,對管板焊接變形原因進行了分析與總結如下:
(1)管板由兩塊大厚度鋼板拼焊而成,焊接過程中沒有其它約束抵抗管板焊接角變形,使得管板在拼焊過程中很容易就產生變形。[2]
(2)管板直徑大且厚,拼焊中焊接次數較多,金屬填充量較大,管板重復受熱嚴重,造成變形量較大。
(3)管板自身的重量在一定程度上也會引起構件的變形,在拼接過程中的吊裝搬運、
翻面時,管板都會產生一定變形。
(4)焊接過程中,焊工沒有嚴格遵守規范沒用完全采用技術人員給定的焊接,為了提高效率,焊工私自調節參數,導致焊接位置出現了部分區域熱量過高的情況,從產生不可控制的管板變形。
2.3 焊接變形控制措施
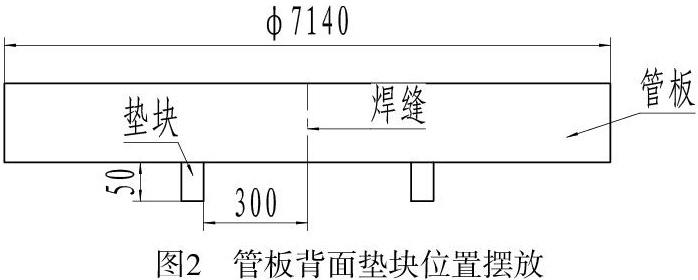
(1)利用板的自重反變形法調整焊接變形。由于管板的厚度大、面積大,可以通過利
用鋼板的自重變形,有效的控制焊接過程中由于金屬局部受熱—熔融—凝固—收縮所帶來的變形。焊接過程中,在管板背面墊一些墊塊,墊塊高度一致,一般控制在40~50mm,給后期管板變形留一定空間。[3]墊塊距焊縫中心300mm,墊塊之間相距600mm,均勻分布在焊縫兩側及管板其他位置。如下圖2所示。由于板的本身較重,先使得管板的中間稍微拱起,焊接時,由于局部受熱變形會使管板在焊后向下凹,從而達到反變形。根據管板變形程度,隨時調整墊塊與焊縫的距離,將變形控制在較小的范圍內。
(2)剛開始焊接時,一定要在管板背面采用槽鋼將兩管板沿縱縫剛性固定[4],防止焊接過程中焊縫金屬厚度太薄,管板受熱及自重等原因使焊縫開裂,再次返修,增加管板受熱量,變形嚴重。
(3)拼焊過程中正反兩面采用交替、焊接,焊接過程不能中斷,分兩班或三班連續施焊,每次施焊前對焊縫進行檢查,確定沒有裂紋等重要表面缺陷時進行后續焊接工作。
(4)當管板焊接變形較大時,也可采用配重法進行輔助校平。在焊接過程中或者焊后,在管板受熱的情況下,管板成拱形狀態,在管板上防止一定配重,迫使管板發生反變形,從而校平管板。
(5)加強對操作人員管理及培訓,管板是整個反應器的核心部件,其質量好壞直接決定反應器整體質量。因此,在拼焊管板時,一定要重視管板變形的控制,并嚴格按照相關流程執行。尤其是負責管板焊接的操作人員,在焊接過程中要不斷進行總結學習,提升防止管板焊接變形的知識及經驗水平。
2.4 管板拼焊工藝
通過以上的原因分析及控制措施,特制定本次管板焊接工藝如下:
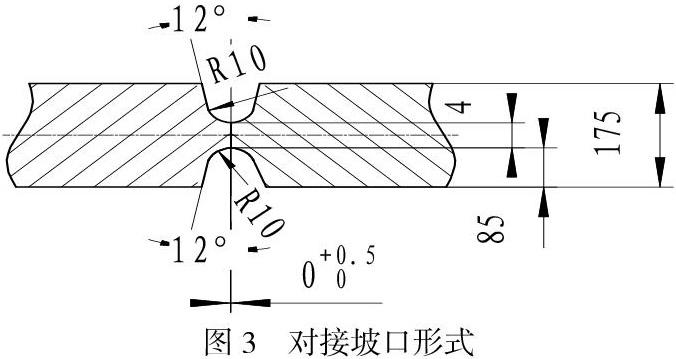
1)管板用2塊板料拼焊而成,對接間隙+0.5 0㎜,錯邊量≦2mm。焊接時采用合格的焊接工藝評定參數,用焊條電弧焊定位、打底,雙面埋弧自動焊拼焊,坡口型式如圖3所示。根據前期管板制造經驗分析,通過軟件模擬,為了減少焊接填充量,本次管板拼焊坡口從之前的對稱雙V坡口以及一面V型坡口一面U型坡口,改變成本次的對稱雙U型坡口,目的就是希望通過減少焊接填充量,降低管板受熱次數及受熱量,從而控制管板焊接過程中的焊接熱變形。
2)組對及清理
組對間隙≦1mm,錯邊≦2mm。坡口兩側300mm范圍采用角磨機修磨出金屬光澤,并用丙酮或酒精清洗干凈。
3)焊前預熱及定位
管板預熱采用電加熱帶加熱方式,預熱溫度100℃,同時采用保溫棉包覆,定位采用拉筋連接定位,防止管板在預熱加熱過程中開裂,焊條E7015 φ4 電流I=170A
4)管板拼縫焊接
管板拼焊采用焊條電弧焊打底,埋弧焊填充蓋面的焊接方法,焊接過程根據管板角變
形量大小實時翻面焊接。具體是:
a)正面用焊條電弧焊打底焊接,焊接3層,焊肉厚度約8mm時,采用埋弧
自動焊分層分道焊接填充,一直焊接到管板角變形量向上翹起30~40mm時,翻面后用碳弧氣刨清根,清理干凈刨渣后采用焊條電弧焊焊接1~2層,其余采用上述的埋弧焊方法施焊。
b)焊接要點是在焊接時要及時測量管板的焊接角變形量,掌握角變形量由
大到小的規律,控制角變形量在10㎜范圍內,同時隨著焊縫金屬厚度不斷增加,當厚度達到50㎜以上時,應將角變形量控制在5㎜以內,并且正反面交替焊接,焊接過程不能中斷直至焊接完畢。
2.5 焊接過程中注意事項
根據之前管板拼焊過程中的經驗分析,為了保證本次管板拼焊質量,拼焊過程中特別需注意以下事項:
1)拼焊前將坡口鈍邊修補完好,焊后打磨修補處,并進行著色處理。
2)拼焊管板時,保證對接處的錯變量,盡量保證零錯邊。
3)焊前預熱時需在拼縫背面墊保溫棉,并按相應的預熱工藝單進行預熱。
4)預熱及焊接時管板周圍采用隔板進行圍擋,減緩周圍空氣流動,竟可能維持管板預熱及焊接溫度。
5)預熱溫度在100℃左右,焊接時的層間溫度不低于100℃左右。
6)管板組對完成后,預熱時焊縫必須采用拉筋連接,防止預熱時管板受熱變形而開裂等情況發生。
7)嚴格按照相關要求烘干焊材,禁止焊材暴露在空氣中。
8)焊工領取焊條時,必須用保溫桶且保溫桶需連接電源。
9)焊接時切勿急于求成,中途焊接時發現缺陷要及時處理。
10)焊接時焊接區域嚴禁使用風扇。
11)背面清根安排在白天時間進行,且清根要干凈、徹底。
2.6 管板焊接后變形數據
管板拼焊完成后,利用拉線法測量管板各角度方向上平面度,數據分布如圖4所示。通
過測量數據可得,第一塊管板平面度最大差值為15mm,第二塊管板平面度最大差值為13mm,
兩塊管板距離車加工富余量25mm均具有較大余量,因此,車加工至管板150mm厚度沒有太大
困難。且管板經過TOFD檢測后,焊縫均合格。
3 總結
1)經過多次生產實踐證明,采用上述方法可以有效控制管板的焊接變形,很大程度提高了管板的制造質量,因而也提升了整體設備的質量。
2)焊接前一定要檢查焊接坡口是否合格。因為管板較厚,坡口較深,坡口尺寸數據稍微變大就是增加很大的金屬填充量,從而增加管板受熱次數,導致焊接變形量或變形率變大。
3)焊接過程中一定注意隨時檢測管板角變形量、管板溫度及焊縫的層間溫度,溫度越均勻越好,焊縫成型也很穩定。切勿貪圖效率高減少管板反面次數,造成角變形過大而無法校平,增加了制造成本也影響了管板質量。
參考文獻:
[1]史蓮蓮,杜斌.大型反應器管板焊接變形控制[J].甘肅科技,2008(10):10-12.
[2]張舉綱.壓力容器管板焊接變形的控制措施[J].科技創業家,2013(7):84.
[3]許曉芳,李清龍.控制壓力容器管板焊接變形的方法[J].化工裝備技術,2007(5):33-34.
[4]李晗. 壓力容器管板焊接變形控制方法略談[J].科學管理,2018(6):254.
作者簡介:
王利軍,男,(1985),工程師,從事壓力容器焊接研究工作。
(作者單位:西安航天華威化工生物工程有限公司)
