新型Fe-C-Cu系粉末鍛造雙材料連桿不同部位的疲勞性能
2020-05-30 10:12:10張廣為張廣明毛敏捷邵靜靜
機械工程材料 2020年4期
關鍵詞:裂紋
張廣為,張廣明,毛敏捷,邵靜靜,李 建
(青島理工大學機械與汽車工程學院,青島 266520)
0 引 言
粉末鍛造(以下簡稱粉鍛)是傳統粉末冶金工藝與精密鍛造有機結合而形成的一種新型金屬成型工藝,既具有粉末冶金工藝節約原料、成本低的優點,又具有鍛造成形改變金屬材料組織和性能的特點[1]。目前,粉鍛技術廣泛應用于連桿、齒輪等汽車零件的制備。粉鍛連桿是汽車發動機的重要零部件之一,按材料不同可以分為Fe-Ni-Mo和Fe-C-Cu兩種體系。近年來Fe-Ni-Mo系連桿因在成本、性能和質量方面存在劣勢而逐漸被淘汰,目前只有Fe-C-Cu系連桿得到大規模使用。連桿在工作過程中不僅受到拉伸、壓縮載荷的作用,還受到交變載荷作用,其桿部易發生彎曲變形或疲勞失效。美國Metaldyne公司研究了銅含量對Fe-C-Cu系粉鍛連桿性能的影響,發現當銅含量(質量分數,下同)由2%提高到3%時,連桿的屈服強度、抗拉強度及疲勞極限均得到提高[2]。之后,該公司開發出銅含量為3%左右的HS150、HS160、HS170M等系列商業粉鍛連桿,并進行了性能研究[3-6]。ARDAKANI等[7]研究發現,MnS顆粒的添加會降低粉鍛Fe-C-Cu合金材料的疲勞強度、屈服強度和抗拉強度,但能夠顯著改善沖擊性能和延展性,而碳含量的改變對疲勞強度幾乎無影響。劉攀等[8]采用新型FDCC01合金鋼粉試制了粉鍛連桿,并對其疲勞性能進行了研究。柏琳娜等[9]研究發現,Fe-C-Cu系粉鍛汽車發動機連桿(H16)的疲勞性能、抗拉強度及屈服強度均高于鋼鍛連桿的,且不低于國外同類粉鍛連桿的。郭彪等[10-11]通過研究粉鍛汽車發動機連桿,建立了Fe-0.5C-2Cu合金的高溫流變本構方程,并制備得到了高性能粉鍛合金。其他研究人員亦進行了諸多關于粉鍛連桿疲勞性能[12-15]、失效分析[12,14]和噴丸強化[12,16-18]等方面的研究。
粉鍛連桿大頭在加工過程中需要采用脹斷工藝,因此除了需要保證桿部的疲勞性能外,還要求大頭材料具有良好的可加工性。單一材料很難同時滿足大頭的可加工性和桿部的高疲勞強度要求。基于此,作者設計了一種大頭與桿部由不同材料構成的雙材料連桿:連桿大頭采用常規的添加MnS的Fe-C-Cu系合金,桿部則以大頭材料為基礎,對銅和MnS含量進行了適當調整。通過粉末鍛造工藝制備了該雙材料連桿,研究了其大頭、桿部的顯微組織及表面噴丸處理前后的疲勞性能,旨在為粉鍛連桿性能的提高和生產成本的降低提供一定參考。
1 試樣制備與試驗方法
1.1 試樣制備
試驗原粉分別為銅粉(粒徑53 μm)、高純霧化鐵粉(粒徑53 μm)、MnS粉(粒徑44 μm)、石墨粉(粒徑44 μm),粉體純度均為99.96%。雙材料連桿設計結構如圖1所示,大頭、桿部的原料配比見表1。
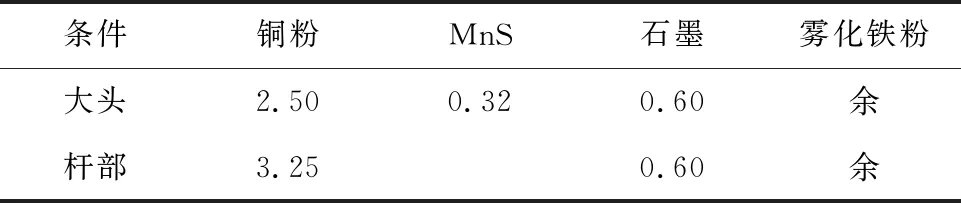
表1 雙材料連桿的原料配比(質量分數)Table 1 Raw material composition of bimaterial connecting rod (mass) %
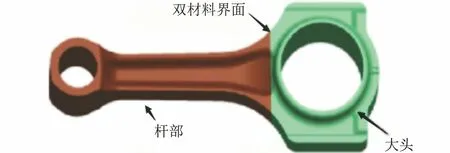
圖1 雙材料連桿結構示意Fig.1 Diagram of bimaterial connecting rod structure
雙材料連桿的具體粉鍛工藝[8]為:按照表1稱取原料(總質量均為5 kg),放入混料機中混合20~30 min后,分別倒入送料機的兩個送粉管中,通過焊有隔料板的送粉靴,在正常連續生產條件下分別填充到連桿大頭中模腔和桿部中模腔中[19],然后進行預壓成形,壓力為1 800 kN,預制坯壓制面積為42.5 cm2,壓制體積為50.8 cm3,密度為7.83~7.86 g·cm-3;在還原性保護氣氛下用HMX1600-40M型電爐燒結預制坯,燒結溫度為1 200 ℃,時間為15 min;將燒結體移入到具有氮氣氣氛的保溫爐中,在1 000 ℃左右保溫30 min后,迅速送入預熱至300 ℃且具有氦氣保護氣氛的鍛模中進行致密化封閉鍛造,每5 min鍛造一個,然后脫模空冷至室溫,出模溫度為290 ℃;將粉鍛連桿在氮氣保護下加熱至870 ℃后,立即油淬,最后在570 ℃高溫回火30 min。
1.2 試驗方法
在粉鍛連桿大頭和桿部截取金相試樣,經鑲嵌、磨制、拋光后,采用Nikon MA-200型倒置光學顯微鏡(OM)觀察表面形貌,然后采用體積分數2%的硝酸酒精溶液進行浸蝕,觀察其顯微組織。采用S-2700型掃描電鏡(SEM)觀察微觀形貌。
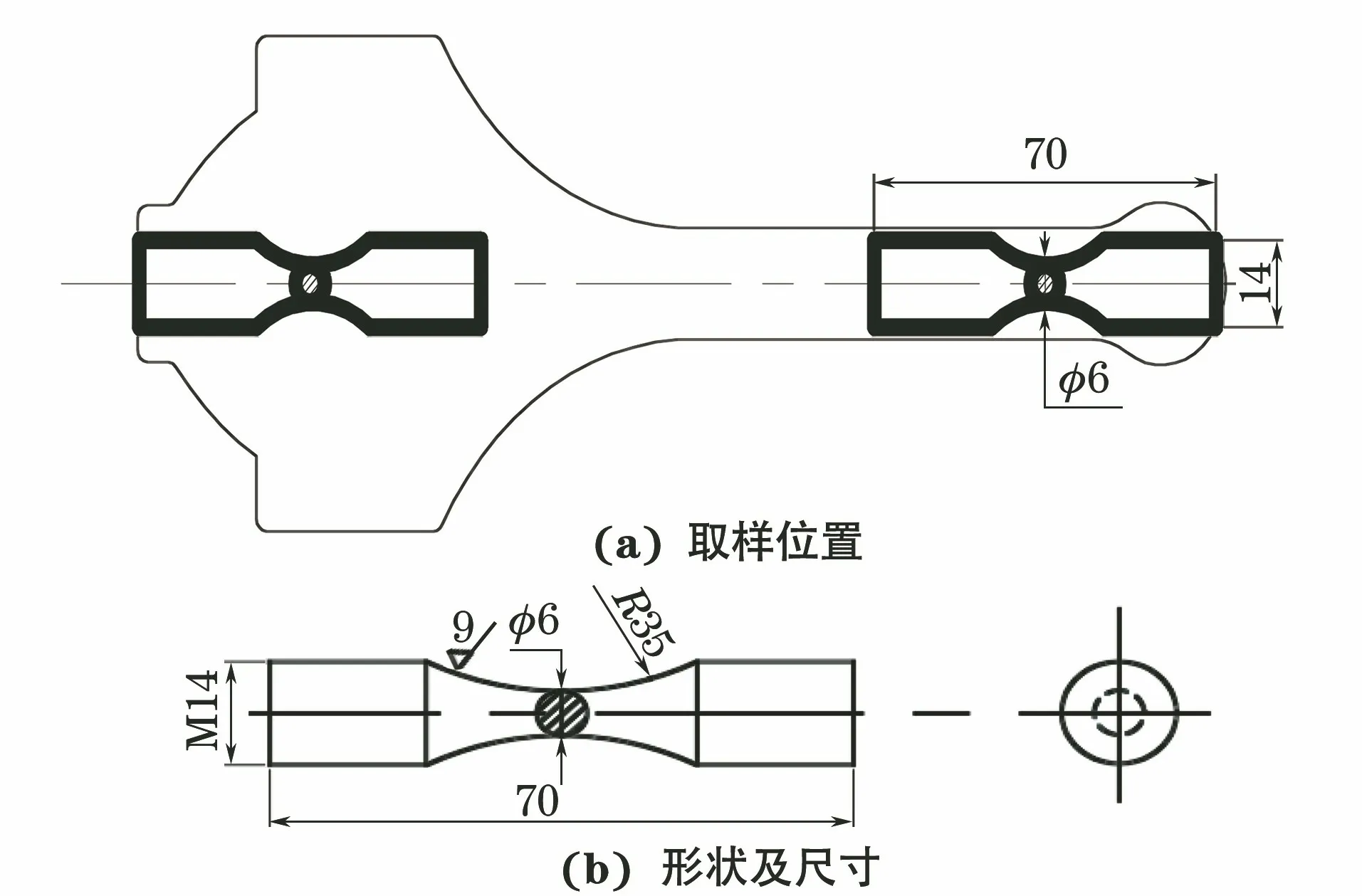
圖2 標準疲勞試樣的取樣位置及尺寸Fig.2 Sampling position (a) and size (b) of standard fatigue specimen
根據GB/T 24176-2009,分別從連桿大頭及桿部截取疲勞試樣,取樣位置及試樣尺寸見圖2。對部分桿部疲勞試樣進行噴丸強化,噴丸參數為分丸輪轉速為2 600 r·min-1,鑄鋼彈丸直徑為0.6 mm,噴丸角度為10°,噴丸覆蓋率不低于98%,噴丸強度為0.258 mm。
使用PX-200型電磁疲勞測試機進行疲勞試驗,采用升降法測定疲勞極限。發動機連桿要求的疲勞耐久極限為平均荷幅為-9.0 kN,應力荷幅為±25 kN[9]。疲勞測試時的應力比r為-1.5,加載波形為正弦波,加載頻率為120~130 Hz,規定的循環壽命基數N0為107周次。根據經驗選取第一級應力水平,大頭試樣(D01)、桿部試樣(X01)以及噴丸強化處理后的桿部試樣(X02)的第一級應力分別為300,375,390 MPa,以第一級應力的3%~5%作為應力臺階,得到試樣在不同應力下的越出和斷裂情況,從而繪出升降圖。使用掃描電鏡觀察疲勞斷口形貌。
2 試驗結果與討論
2.1 顯微組織
由圖3可以看出:D01和X01試樣的組織均為鐵素體和珠光體,珠光體尺寸在20~40 μm,分布較為均勻,此外D01試樣中還分布有尺寸在5 μm左右的MnS顆粒;珠光體中白色板條狀滲碳體周圍存在納米富銅相[9],由于銅含量較高,X01試樣中的富銅相較D01試樣中的明顯增多且尺寸變大,滲碳體間距則明顯小于D01試樣的。
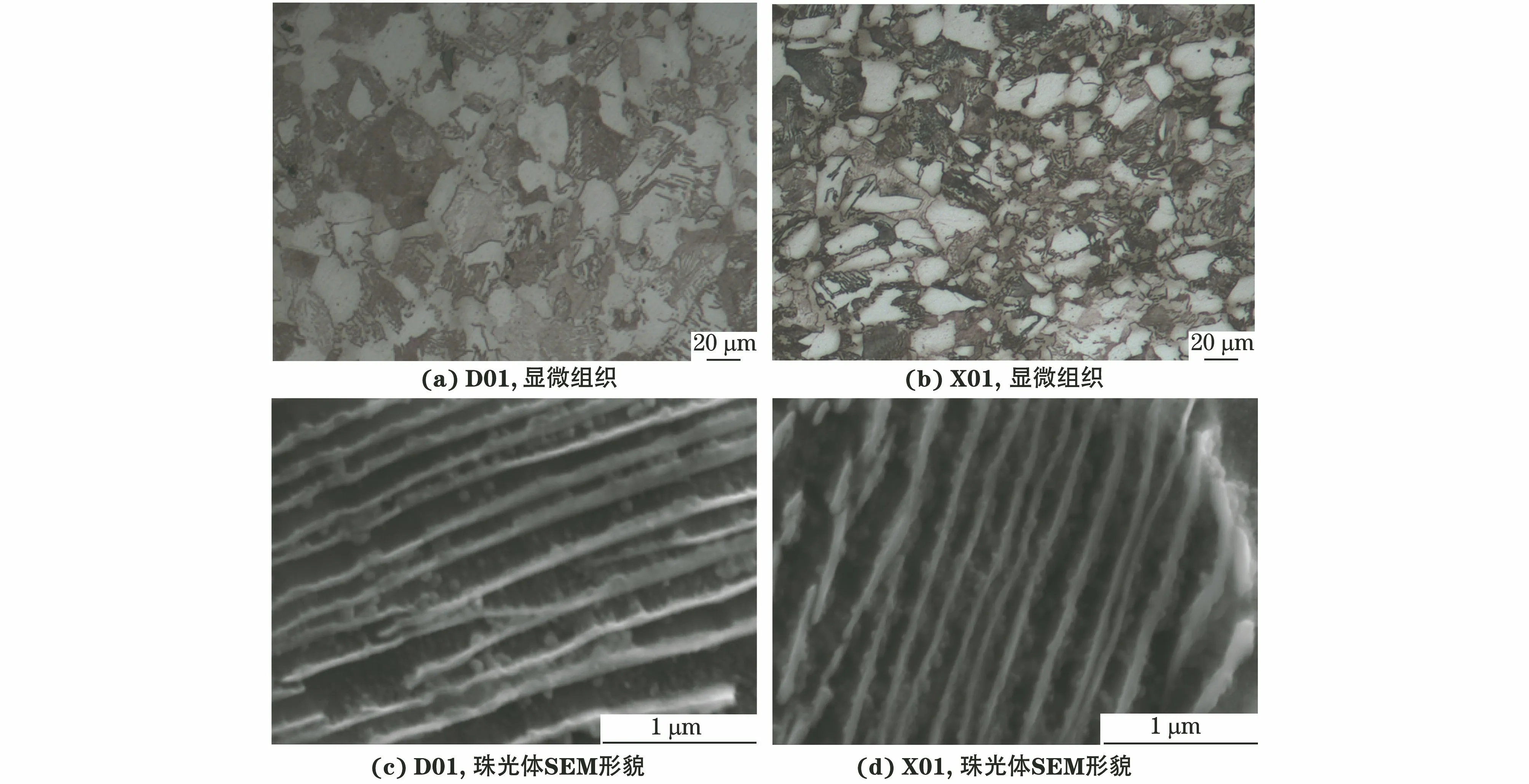
圖3 D01和X01試樣的顯微組織及珠光體SEM形貌Fig.3 Microstructures (a-b) and SEM morphology of pearlite (c-d) of D01 (a,c) and X01 (b,d) specimens
2.2 疲勞性能
圖4為應力比為-1.5時D01,X01,X02試樣的疲勞升降圖。
由圖4統計得到的數據見表2。其中Si為應力(i為應力水平數,當i為0時代表第1級應力);fi為不同應力水平下的失效事件數量。
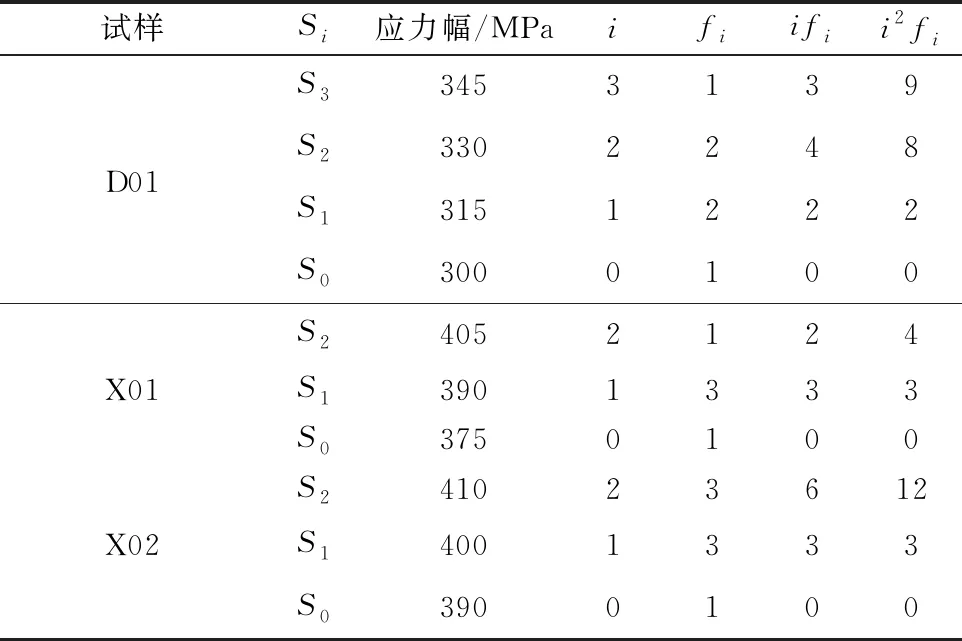
表2 3種試樣的疲勞升降圖數據Table 2 Data of fatigue up-down graphs of three specimens
(1)
(2)
A=∑ifi
(3)
B=∑i2fi
(4)
C=∑fi
(5)
D=(BC-A2)/C2
(6)
式中:S0為第一級應力;d為應力臺階;D為疲勞損傷。
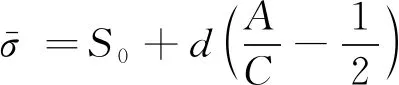
將表2中的數據代入式(1)~(6),計算得到:D01試樣的平均疲勞強度為315 MPa,標準偏差為22.987 8 MPa,疲勞損傷為0.917; X01試樣的平均疲勞強度為382.5 MPa,標準偏差為10.424 7 MPa,疲勞損傷為0.400;X02試樣的平均疲勞強度為397.86 MPa,標準偏差為8.319 6 MPa,疲勞損傷為0.489。疲勞損傷值均大于0.3,說明上述統計數據是有效的。
標準偏差數值越小,數據的發散度越低,說明材料性能越穩定[20]。X01試樣的標準偏差遠小于D01試樣的,可見其疲勞性能比D01試樣的更加穩定,且平均疲勞強度比D01試樣的提高了21%。經噴丸強化后,X02試樣的平均疲勞強度較強化前的提高了4%,標準偏差進一步減小,說明噴丸后的疲勞性能更加穩定。
疲勞極限計算公式為
σ(p,α)=-K(p,α,v)
(7)
K(p,α,v)=

(8)
式中:σ(p,α)為存活率p、置信度α下的疲勞極限;K(p,α,v)為存活率p、置信度α、自由度v下的相關系數;n為有效試驗應力的對子總數;up為標準正態偏量,可根據存活率p由標準正態偏量表[21]查得;uα為與置信度α相關的標準正態偏量,其數值見表3。

表3 不同置信度下的標準正態偏量Table 3 Standardized normal deviation at different confidence levels
由表4可知,在置信度為50%時,不同存活率下,X01試樣的疲勞極限均遠高于相同條件下D01試樣的,而X02試樣的疲勞極限則高于相同條件下X01試樣的,說明噴丸強化后X01試樣的疲勞性能得到了提高。
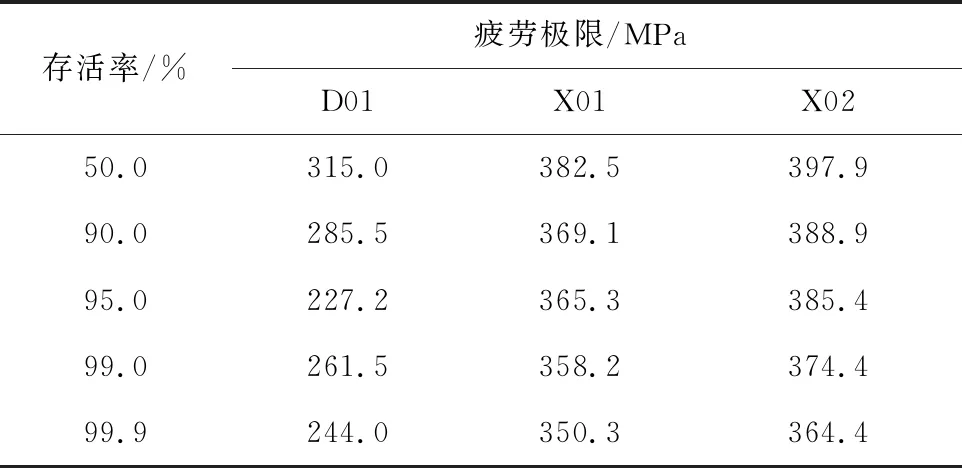
表4 置信度為50%時不同存活率下3種試樣的疲勞極限Table 4 Fatigue limits of three specimens at different survival rates at 50% confidence
2.3 斷口形貌
由圖5可以看出,D01和X01試樣的裂紋均起源于材料表面,X02試樣的裂紋萌生于距表面一定距離的亞表面處;D01試樣中由于存在MnS,裂紋會沿著MnS顆粒擴展,導致斷面參差不齊,存在明顯的多次撕裂棱;X01試樣的斷口存在河流狀花樣,以解理斷裂為主,斷面相對光滑平整;X02試樣斷口與疲勞裂紋源相鄰的疲勞裂紋第一階段擴展區域表面平整,存在眾多短小的撕裂棱、光滑的穿晶斷裂解理面以及少量孔洞,這是由于噴丸強化使得試樣表面層得到強化(如致密度提高和形變硬化等),同時消除了部分加工和制備過程中產生的表面缺陷。
大頭材料在脹斷過程中產生應力集中時,其中的MnS顆粒會成為裂紋源,同時較低的銅含量降低了材料的變形抗力,在鍛造后的再結晶過程中,銅能夠阻止晶粒長大從而細化晶粒,增強材料的塑性和韌性。去除MnS并提高銅含量后,納米富銅相彌散分布在鐵素體與滲碳體界面處,強化了珠光體組織,因此桿部材料的疲勞強度提高。綜上可知,該雙材料粉鍛連桿可以有效滿足連桿大頭的可加工性和桿部的高疲勞強度要求。
3 結 論
(1) 雙材料粉鍛連桿的大頭材料和桿部材料組織均由珠光體和鐵素體組成,珠光體中滲碳體周圍彌散分布著納米富銅相,桿部材料中的納米富銅相數量更多、尺寸更大,并且滲碳體間距更小;大頭材料組織中還分布有MnS顆粒。
(2) 桿部材料的平均疲勞強度和疲勞極限均高于大頭材料的,標準偏差則遠小于大頭材料的,桿部的疲勞性能更加穩定;噴丸強化后,桿部材料的平均疲勞強度及疲勞極限進一步提高,標準偏差進一步減小,疲勞性能更加穩定。
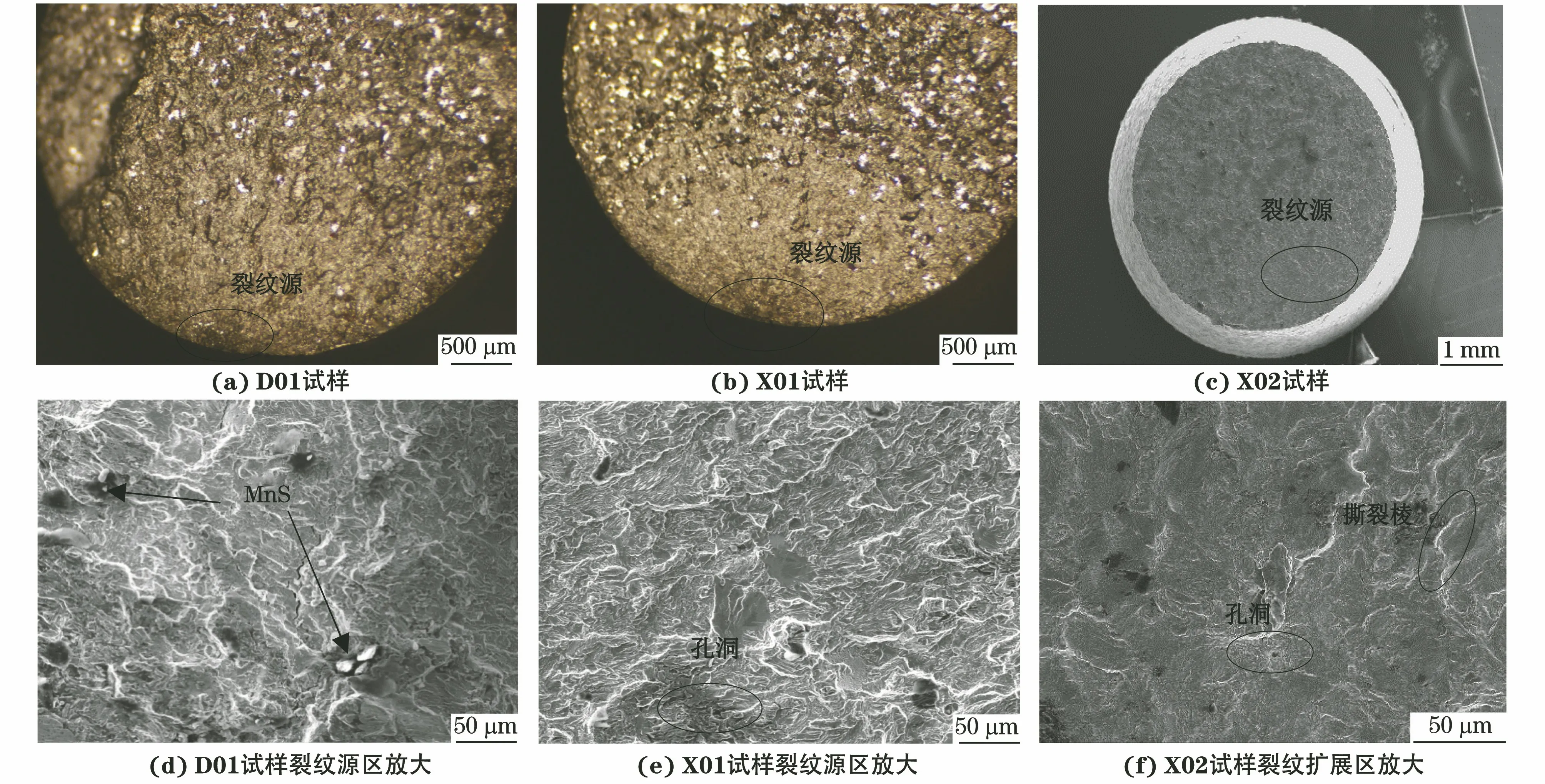
圖5 3種試樣的疲勞斷口形貌Fig.5 Fatigue fracture morphology of three specimens: (a) specimen D01; (b) speimen X01; (c) specimen X02; (d) specimen D01, amplification of crack source area; (e) specimen X01, amplification of crack source area and (f) specimen X02, amplification of crack propagation area
(3) 大頭和桿部材料的疲勞裂紋均起源于表面,噴丸強化后桿部材料的疲勞裂紋則起源于亞表面;大頭材料中MnS顆粒的存在會促進疲勞裂紋擴展,從而降低其疲勞強度;噴丸強化使桿部材料表面層得到強化,疲勞性能提高。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
