冷金屬過渡電弧增材制造H13鋼塊體的顯微組織與力學性能
2020-05-30 10:12:12程四華雷永平符寒光葛進國
機械工程材料 2020年4期
關鍵詞:方向
白 濤,林 健,程四華,雷永平,符寒光,葛進國
(1.北京工業大學材料科學與工程學院,北京 100124; 2.首鋼技術研究院,北京 100041)
0 引 言
金屬增材制造技術按熱源類型通常可以分為激光增材制造、電子束增材制造和電弧增材制造等3類[1]。其中,以激光、電子束為熱源的金屬增材制造技術雖已在國防、航空航天領域得到了廣泛應用,但因存在材料成本高、制造時間長等缺點而在成形模具等大型構件時受到限制[2]。電弧增材制造(WAAM)技術以電弧為熱源,采用逐層堆焊方式制造金屬構件,制備得到的零件化學成分均勻、致密程度高[3],并且電弧增材制造技術所用原料絲材的成本較低[4],因此在制造低成本、高效率的大型金屬構件方面應用較多[5-6]。
H13鋼是目前應用較廣泛的一種熱模具鋼,其工件的形狀較為復雜,可采用電弧增材制造方法進行生產,以降低后續的機加工成本。目前,有關電弧增材制造技術的研究主要集中在鋁、鎂合金材料以及單層薄壁件方面[7-9]。而有關H13鋼電弧增材制造技術方面的研究較少。ALMANGOUR等[10-11]研究發現,采用電弧增材制造技術制備的H13鋼構件中的晶粒細小,晶界得到強化,因此構件具有較高的硬度、較大的彈性模量以及較低的磨損率;PINKERTON等[12]研究發現,在電弧增材制造過程中粉體流速會影響H13鋼構件的微觀結構、硬度、層厚度以及表面粗糙度;WANG等[5]研究發現,采用電弧增材制造技術制備的H13鋼構件內部不同區域具有不同的微觀結構,構件的拉伸性能呈現各向異性,而退火后拉伸性能呈現各向同性。但是,現階段鮮見有關H13鋼塊體的電弧增材制造方法及其內部顯微組織與力學性能的研究報道,而H13鋼作為一種模具鋼,更需要探究其塊體形態下的性能。冷金屬過渡(CMT)技術作為一種新型焊接工藝,因具有熱輸入低、金屬成形穩定、成形效率高等優點,而在大型零件的增材制造中得到廣泛應用[13]。因此,作者采用CMT電弧增材制造技術制備H13鋼塊體,研究了沉積塊體的表面質量、顯微組織和力學性能。
1 試樣制備與試驗方法
沉積用基板為尺寸150 mm×150 mm×8 mm的H13鋼板,沉積材料為由Voestalpine公司生產的直徑1.2 mm的H13鋼焊絲,基板和焊絲的化學成分如表1所示。采用IRB1600型ABB機器人完成沉積過程中路徑的行走,采用TransPlus Synergic 5000型CMT焊機進行沉積成形,保護氣體為由體積分數97.5%的Ar和體積分數2.5%的CO2組成的混合氣體。
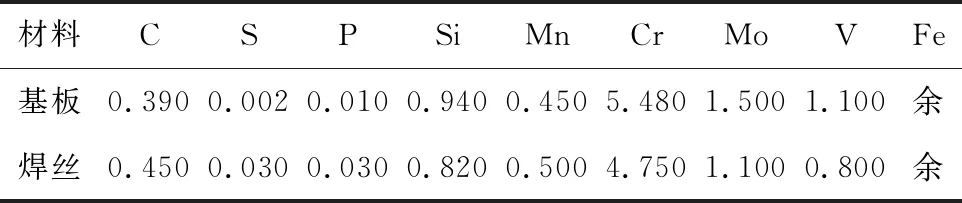
表1 H13鋼基板及焊絲的化學成分(質量分數)Table 1 Chemical composition of H13 steel substrate and filler wire (mass) %
沉積前先用角磨機對待沉積面進行打磨,然后用丙酮清洗表面,以去除表面雜質。基于前期的研究成果,確定較佳的沉積工藝參數為焊槍行走速度0.15 m·min-1,送絲速度8 m·min-1,沉積電流133 A,沉積電壓12.5 V,保護氣體流量20 L·min-1。沉積結構為五層十五道,焊道搭接率為32%,焊道間距為5.5 mm,道間停留時間為60 s,層間停留時間為300 s,在沉積過程中使用Impac140型紅外測溫儀對表層金屬進行原位測溫,測量點位于焊縫中心處。沉積過程及測溫點位置如圖1所示。沉積塊體尺寸為120 mm×90 mm×25 mm,定義沉積塊體中垂直于x軸的面為x面,垂直于y軸的面為y面,垂直于z軸的面為z面,圖2為沉積塊體x面截面結構示意。沉積前在基板背面沿x軸和y軸等分打11個點,點間隔為1.5 mm,共計121點。沉積后將塊體放置于測量平臺上,使用位移探針測量基板的變形量,即將位移探針置于坐標原點處,并選取該點為零點,之后移動探針測量出其余各點與零點的相對變形量,用Matlab軟件繪制基板的變形量分布圖。
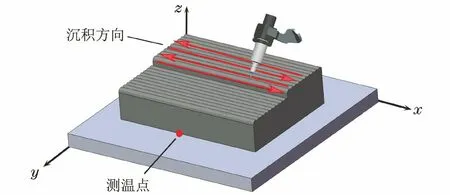
圖1 沉積過程與測溫點位置示意Fig.1 Schematic of deposition process and temperature measuring point
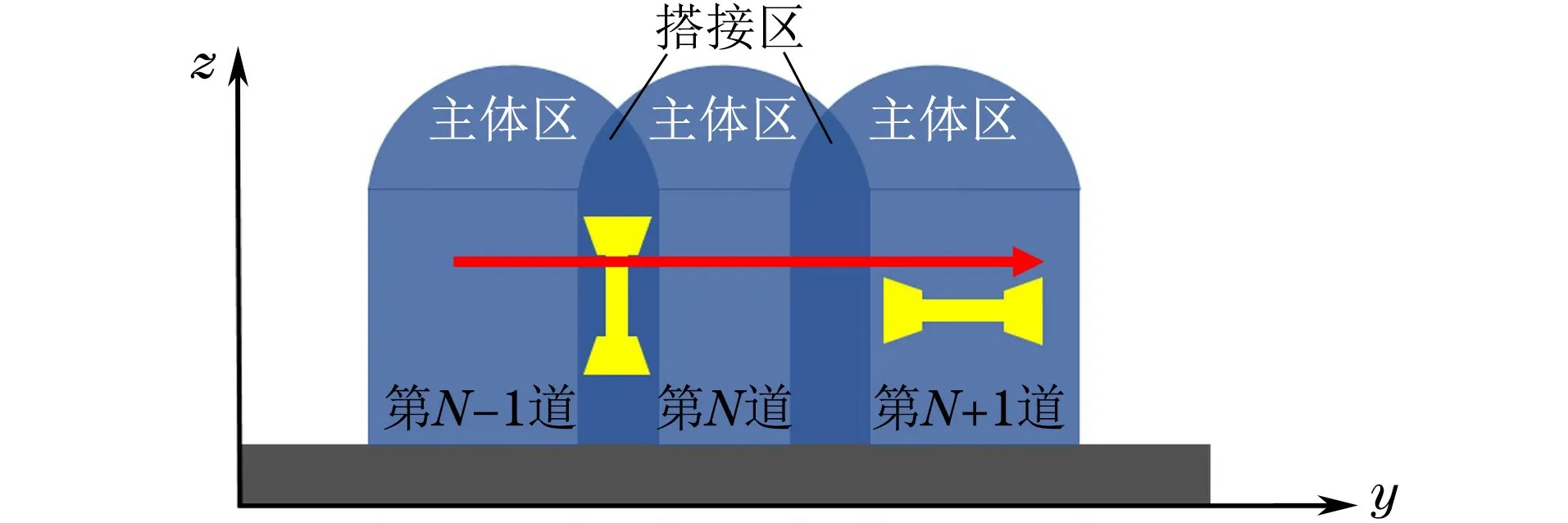
圖2 沉積塊體截面結構及硬度測試與拉伸試樣取樣位置示意Fig.2 Diagram of sectional structure of the deposited block, test positions of hardness and sampling locations of tensile samples
沉積結束后按照JB/T 4730.5—2005,采用表面滲透法檢測塊體表面缺陷。沿垂直于焊道方向(x軸方向)截取尺寸為12 mm×10 mm×10 mm的金相試樣,經研磨、拋光,用硫酸銅腐蝕劑(5 g CuSO4+20 mL HCl+20 mL H2O)腐蝕后,采用OLYMPUS BX51型光學顯微鏡觀察顯微組織。采用MICROMET-5103型顯微硬度計沿y軸方向測塊體中心的顯微硬度,測試位置如圖2中箭頭所示,相鄰測試點間距為100 μm,載荷為1.96 N,保載時間為15 s;硬度測試結束后,采用FEI QUANTA 200型掃描電子顯微鏡觀察測試點的微觀形貌。沿塊體的x、y、z軸方向分別截取拉伸試樣,其中,沿x軸方向的拉伸試樣取自塊體中間位置,沿塊體y軸方向與z軸方向的取樣位置如圖2所示,測試位置分別位于主體區和搭接區,拉伸試樣的尺寸如圖3所示,參考文獻[5],在CMT 5504型拉伸試驗機上進行室溫拉伸試驗,拉伸速度為1 mm·min-1。
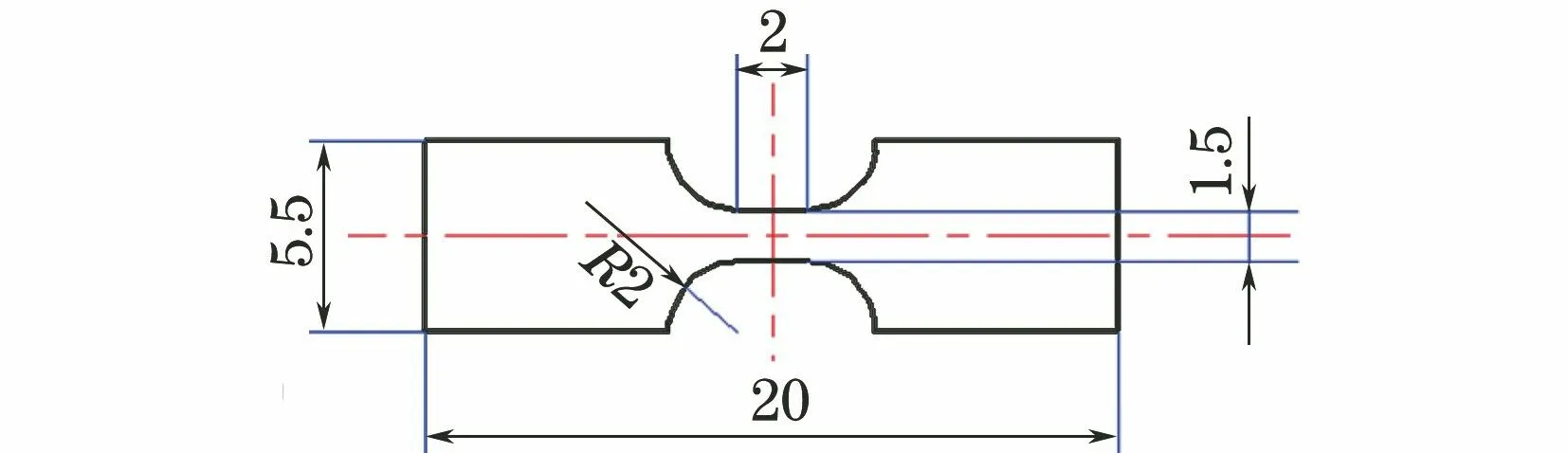
圖3 拉伸試樣的尺寸Fig.3 Dimension of tensile sample
2 試驗結果與討論
2.1 表面質量
由圖4可以看出:塊體表面無明顯氧化現象,并且具有金屬光澤;滲透檢測后塊體表面無宏觀裂紋。由于CMT電弧增材制造塊體時,金屬冷卻較慢,因此塊體中不易形成裂紋,同時因成形材料為絲材,避免了由于粉體沉降不均勻而引起的孔洞等缺陷。
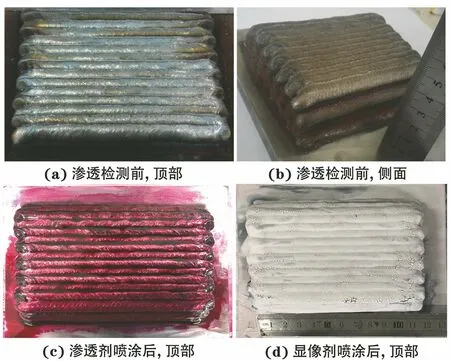
圖4 滲透檢測前后沉積塊體的宏觀形貌Fig.4 Macroscopic morphology of the deposited block before and after penetrant tests: (a) before penetrant test, top; (b) before penetrant test, side face; (c) after spraying penetrant, top and (d) after spraying developer, top
2.2 沉積過程中的溫度變化與基板變形量
由圖5可以看出,在第1層沉積過程中的溫度-時間曲線呈現出明顯的周期性波動,同時隨著焊槍距測溫點的距離變大,曲線的波動趨勢越來越小。該溫度波動是由施焊時焊槍的往復運動所致,其實質是之后焊道對第1條焊道所產生的熱處理效應。在焊道間停留時間為60 s的條件下,第2條焊道起始焊接時測試點溫度為300 ℃,之后各條焊道起始焊接時測試點的溫度呈略微上升趨勢,且各焊道越來越遠離測試點,由此推測各條焊道的起始焊接溫度呈上升趨勢,這是由于焊接過程中的熱量積累逐漸增大導致的。
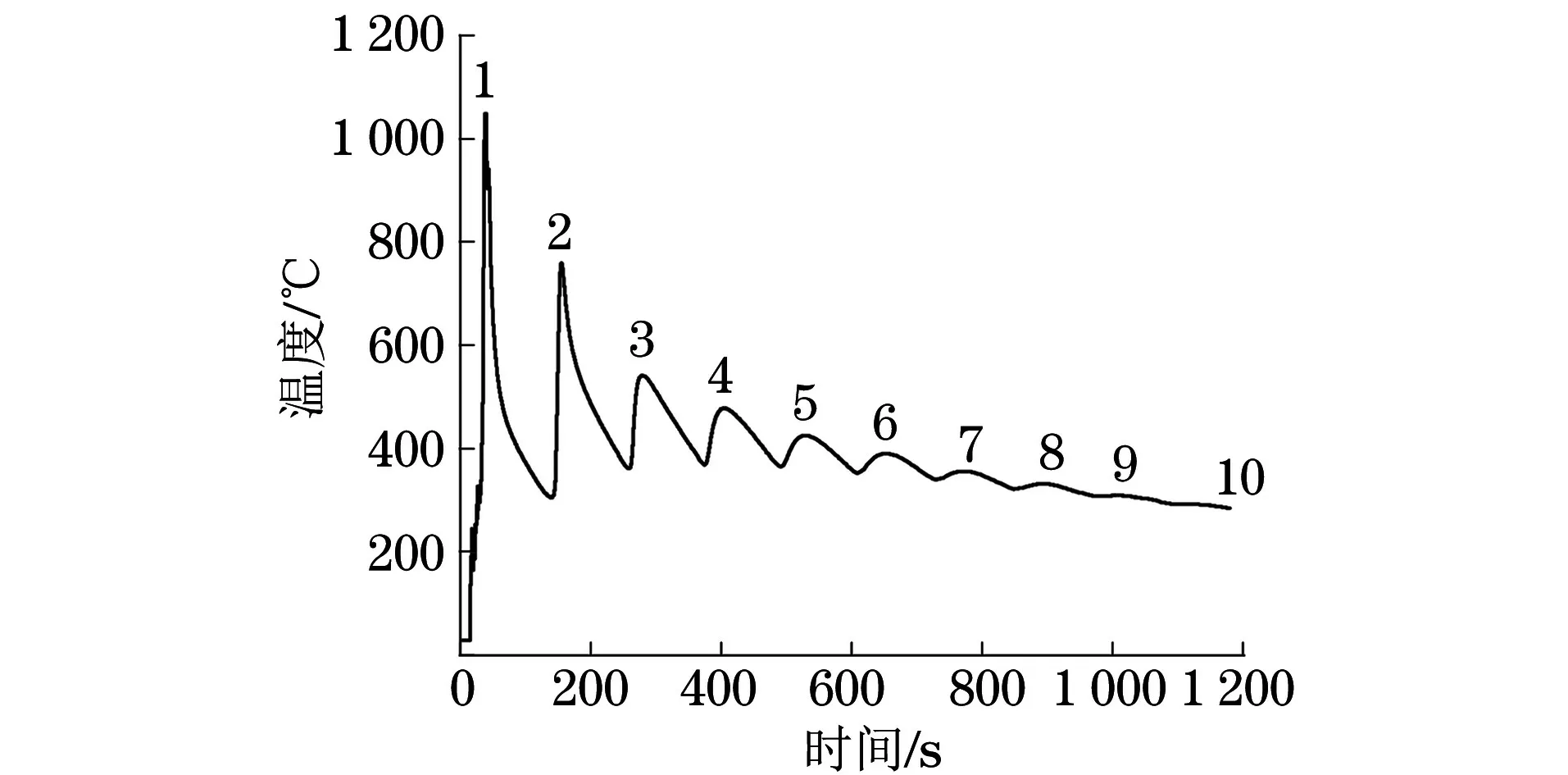
圖5 第1層沉積過程中的溫度-時間曲線Fig.5 Temperature-time curve during depositing the 1st layer
由圖6可以看出,在沉積過程中基板發生明顯的變形,且變形量呈不對稱分布,在第1~5條焊道區域的變形最為明顯。在焊接過程所產生的熱效應影響下,基板內部產生不均勻應力而導致變形,結合溫度-時間曲線可知,最初幾條焊道的焊接起始溫度比之后的低,基板預熱不充分,在溫差較大的熱循環作用下,材料內部累積較大的殘余應力,從而造成了較大的變形量。同時,在第2~5層沉積過程中,由于每層的焊接起始位置相同,因此基板經冷卻300 s后再次往復相同的過程,從而導致基板變形量的不對稱性被擴大。
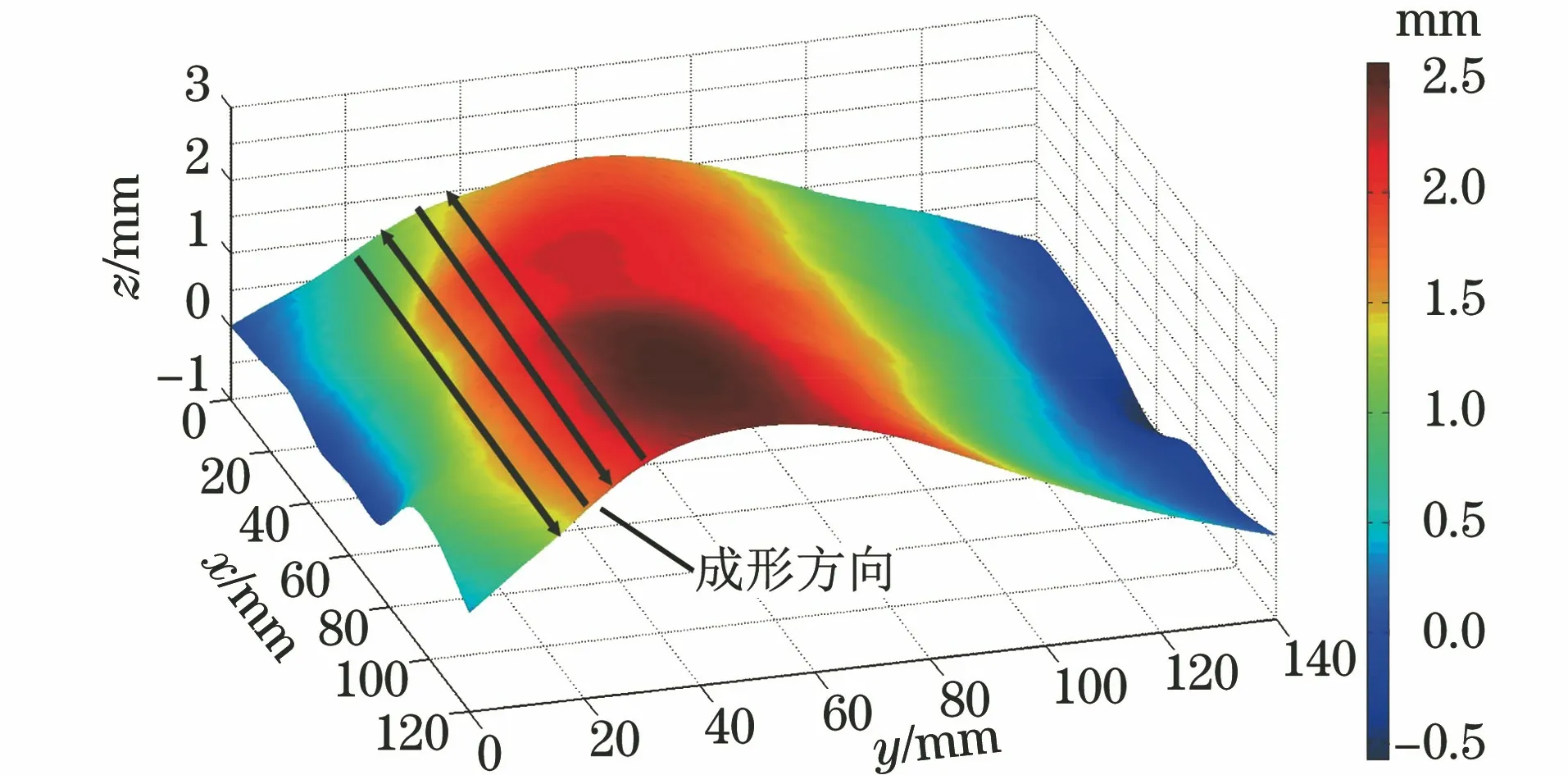
圖6 沉積后基板的應變分布Fig.6 Strain distribution of substrate after deposition
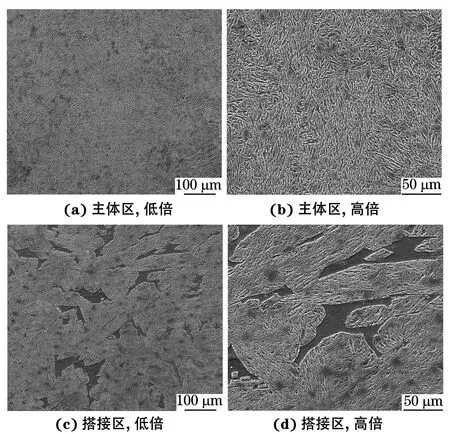
圖7 沉積塊體不同區域的顯微組織Fig.7 Microstructures of different regions in the deposited block: (a) body-zone, at low magnification; (b) body-zone, at high magnification; (c) lap-zone, at low magnification and (d) lap-zone, at high magnification
2.3 顯微組織
由圖7可以看出,塊體主體區組織主要由針狀馬氏體組成,搭接區組織由針狀馬氏體和不規則鐵素體組成。在沉積過程中主體區焊縫中心溫度高,沉積完成后在間隔時間內焊縫快速冷卻至馬氏體轉變溫度以下,從而在主體區形成了針狀馬氏體組織。下一條焊道對上一條焊道所產生的熱效應使得上一條焊道中的搭接區域發生重熔,在二次冷卻過程中較慢的冷卻速率不足以使搭接重熔區全部轉變為馬氏體,因此組織中有不規則鐵素體殘留。主體區中的馬氏體生長方向較為均勻一致,而搭接區馬氏體生長方向不均勻。馬氏體的生長方向對相變過程中的局部熱效應十分敏感,而焊接過程中的溫度場呈從中心向周圍逐漸減小的梯度分布,其中接近焊縫中心位置的溫度較高,溫度梯度變化不明顯,而邊緣位置的溫度較低,梯度變化劇烈。由此可知,在靠近熱源中心的主體區的溫度分布比較均勻,馬氏體生長方向較為均勻,呈等軸晶形貌,而遠離熱源中心的搭接區的溫度梯度較大,馬氏體沿著溫度梯度方向生長,從而形成具有一定取向性的柱狀晶。
2.4 顯微硬度
由圖8可知,塊體主體區的顯微硬度分布在450~520 HV之間,其平均值為479 HV。塊體主體區的硬度比退火態H13鋼的(254 HV)提高了近一倍。這是因為以絲材作為沉積材料的電弧增材制造H13鋼塊各焊道與焊層間為冶金結合,同時塊體內部的針狀馬氏體晶粒細小,還分布有高密度的位錯,使得H13鋼塊體在硬度計壓頭施加載荷時所產生的變形量較小。由圖8還可以看出,硬度曲線有著明顯的起伏,且硬度較低的區域均出現在搭接區,該區域的平均硬度為381 HV。選取圖8中的測試點A、B、C進行微觀形貌觀察。由圖9可以看出:A點的壓痕全在鐵素體上,因此其顯微硬度較低,為264 HV;B點的壓痕包含鐵素體和馬氏體,硬度位于鐵素體和馬氏體硬度之間,為323 HV;C點的壓痕全在淬火馬氏體上,硬度較高,為457 HV。綜上可知,塊體搭接區存在的鐵素體是該區域平均硬度顯著下降的原因。
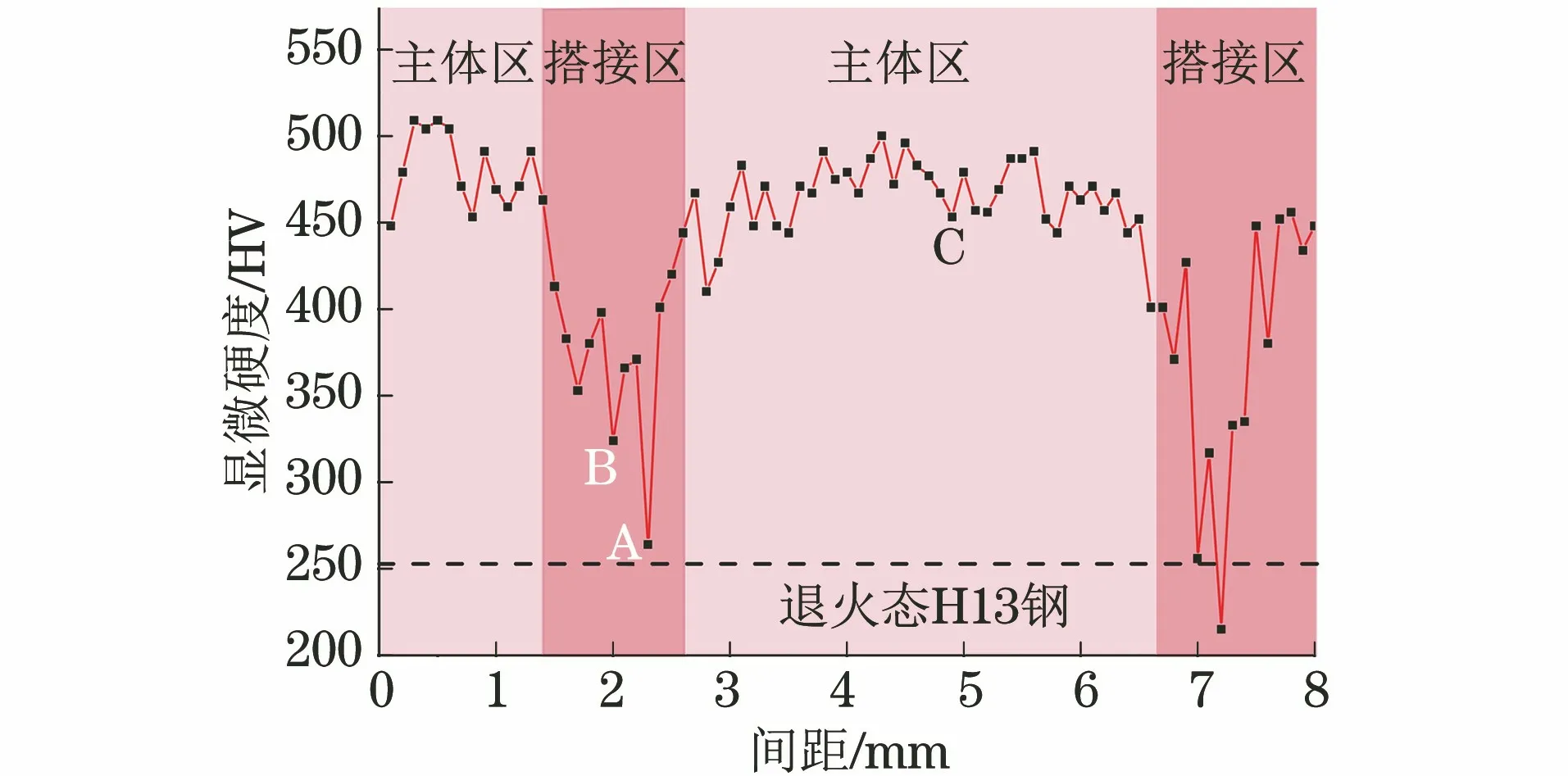
圖8 沉積塊體的顯微硬度分布曲線Fig.8 Micro-hardness distribution curve of the deposited block
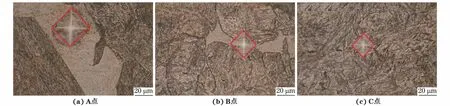
圖9 圖8中不同硬度測試點的微觀形貌Fig.9 Microtopography of different hardness test points in Fig.8: (a) point A; (b) point B and (c) point C
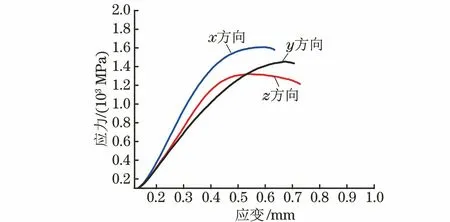
圖10 沉積塊體不同方向截取拉伸試樣的應力-應變曲線Fig.10 Stress-strain curves of tensile specimens cut from the deposited block along different directions
2.5 拉伸性能
由圖10可知,沿塊體x軸方向截取的拉伸試樣的抗拉強度最大,為1 605 MPa,沿y軸與z軸方向的抗拉強度較為接近,分別為1 460,1 309 MPa。由于x軸方向為焊道成形方向,塊體中間區域的晶體結構受沉積過程中熱效應的影響較小,組織為晶粒取向均勻的馬氏體,因此該方向具有更高的抗拉強度。y軸方向的拉伸試樣受沉積過程中熱效應的影響更為劇烈,內部組織為晶粒取向雜亂的馬氏體,在受到外部拉應力時組織內部的位錯與晶界更容易滑移而導致宏觀斷裂,因此其抗拉強度低于沿x軸方向的。z軸方向的拉伸試樣取自搭接區,搭接區的顯微組織為馬氏體與鐵素體的混合組織,鐵素體晶粒粗大,強度較差,因此沿z軸方向的抗拉強度最低,但仍比退火態H13鋼母材的(869 MPa)高440 MPa。由此可知,CMT電弧增材制造H13鋼塊體的整體拉伸性能優于退火態H13鋼的。
3 結 論
(1) CMT電弧增材制造H13鋼塊體表面無宏觀裂紋,沉積過程中基板在熱效應作用下產生不均勻的變形,且靠近焊接起始位置的變形量較大;塊體主體區組織為晶粒取向均勻的針狀馬氏體,搭接區組織由晶粒取向雜亂的針狀馬氏體和不規則鐵素體組成。
(2) H13鋼沉積塊體主體區的平均顯微硬度為479 HV,遠高于退火態H13鋼的(254 HV),而搭接區因鐵素體的存在,其硬度明顯降低,平均值僅為381 HV;沿塊體x軸方向截取的拉伸試樣的抗拉強度最大,為1 605 MPa,沿y軸方向與z軸方向的抗拉強度較為接近,分別為1 460,1 309 MPa;CMT電弧增材制造H13鋼塊體不同位置不同方向的整體拉伸性能優于退火態H13鋼的。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
