面向復(fù)雜回轉(zhuǎn)體的T700級(jí)碳纖維/雙馬樹(shù)脂材料鋪放適應(yīng)性
2020-06-08 01:38:42謝林杉陳浩然王浩宇
航空學(xué)報(bào) 2020年4期
謝林杉,陳浩然,王浩宇
航空工業(yè)成都飛機(jī)工業(yè)(集團(tuán))責(zé)任有限公司,成都 610073
自動(dòng)鋪絲技術(shù)是由集成了放卷、導(dǎo)向、傳輸、切割、輥壓等功能的鋪絲頭將數(shù)根預(yù)浸絲束在柔性鋪放壓輥下集束成一條寬度可變的預(yù)浸窄帶,且沿鋪絲軌跡精確鋪放并壓實(shí)定型的復(fù)合材料自動(dòng)化成型工藝技術(shù)[1]。該技術(shù)通過(guò)減小帶寬以增加轉(zhuǎn)向性能從而適應(yīng)復(fù)雜零件的鋪放,主要適用于成型尺寸較大、外形復(fù)雜的復(fù)合材料構(gòu)件。通過(guò)該技術(shù)可以提高生產(chǎn)效率和零件質(zhì)量,減少變化和不穩(wěn)定性,降低勞動(dòng)強(qiáng)度[2]。由于其優(yōu)異的功能,自動(dòng)鋪絲技術(shù)已成為發(fā)達(dá)國(guó)家航空復(fù)合材料構(gòu)件首選的先進(jìn)制造技術(shù)[3]。
盡管自動(dòng)鋪絲具有許多優(yōu)點(diǎn),但其也有自身的局限性。鋪放零件的復(fù)雜程度、鋪放溫度、鋪放速度、鋪放壓力和纖維張力等工藝參數(shù)對(duì)鋪放質(zhì)量和鋪放效率有很大的影響[4]。特別是雙曲率復(fù)雜回轉(zhuǎn)體,模具曲率的存在導(dǎo)致路徑規(guī)劃中纖維轉(zhuǎn)向值低于一般材料的極限轉(zhuǎn)向半徑,甚至低于1 000 mm,使得鋪放過(guò)程中,絲束出現(xiàn)大量的內(nèi)側(cè)纖維屈曲和氣泡,外側(cè)翻邊等缺陷[5-6]。這些缺陷的存在會(huì)造成富脂或貧膠、厚度超差和強(qiáng)度降低等現(xiàn)象,降低零件的性能及質(zhì)量。阻止大多數(shù)鋪放缺陷形成的關(guān)鍵機(jī)制在于降低材料的極限轉(zhuǎn)向半徑,然而,材料適應(yīng)的極限轉(zhuǎn)向半徑很大程度上取決于預(yù)浸料自身的層間黏結(jié)力、剛性以及鋪放工藝參數(shù)。國(guó)內(nèi)外對(duì)于自動(dòng)鋪絲工藝參數(shù)及粘性已開(kāi)展過(guò)學(xué)術(shù)研究。李勇等[7]對(duì)NY9200GA環(huán)氧樹(shù)脂體系預(yù)浸料自動(dòng)鋪放粘結(jié)性工藝特性進(jìn)行了研究,探究了溫度、壓力、放置時(shí)間對(duì)粘結(jié)性的影響。馬志濤等[4]以大曲率回轉(zhuǎn)形零件為對(duì)象,研究了鋪絲壓輥性能和鋪絲滾壓力對(duì)絲束鋪放的影響。黃新杰等[8-9]對(duì)NY9200GA材料的工藝參數(shù)對(duì)平面曲線半徑的影響規(guī)律做了研究,且提出了一種鋪放質(zhì)量評(píng)價(jià)方法以表征工藝參數(shù)對(duì)鋪放質(zhì)量的影響。Nima等[5]采用了廣泛的實(shí)驗(yàn)研究方法以及不同的工藝參數(shù)和轉(zhuǎn)向半徑對(duì)鋪放轉(zhuǎn)向過(guò)程中的缺陷形成過(guò)程進(jìn)行了深入研究。Crossley等[10]研究了工藝參數(shù)、材料粘性以及褶皺缺陷之間的關(guān)系,發(fā)現(xiàn)提高溫度、降低速率均可增加粘性,從而提高鋪放質(zhì)量。Zhang等[11]建立了模具表面自動(dòng)鋪絲的鋪放適宜性準(zhǔn)則,從而確定鋪放過(guò)程中的鋪帶寬度。Zhao等[12]研究了工藝參數(shù)與缺陷的關(guān)系,并提出了一種鋪放評(píng)判標(biāo)準(zhǔn)以滿足圓錐體的鋪放適宜性。雖然目前已對(duì)材料鋪放適應(yīng)性及鋪放缺陷等進(jìn)行過(guò)大量研究,但不同的材料所適應(yīng)的極限轉(zhuǎn)向半徑不同。且國(guó)內(nèi)外缺少面向雙曲率帶凹陷的復(fù)雜回轉(zhuǎn)體的T700級(jí)碳纖維/雙馬樹(shù)脂材料自動(dòng)鋪放性能以及材料性能對(duì)鋪放質(zhì)量影響的研究。同時(shí)受技術(shù)和設(shè)備的限制,大多數(shù)是以平板直線實(shí)驗(yàn)作為研究對(duì)象。雖然部分研究人員[13-14]開(kāi)展過(guò)鋪放工藝參數(shù)對(duì)轉(zhuǎn)向半徑影響的研究,但其僅基于預(yù)浸料與鋁板間,而非預(yù)浸料鋪層間。其對(duì)于雙曲率的復(fù)雜回轉(zhuǎn)制件的工程應(yīng)用指導(dǎo)性不大。
本文以平板曲率實(shí)驗(yàn)和復(fù)雜回轉(zhuǎn)體為基礎(chǔ)進(jìn)行材料鋪放性能對(duì)比實(shí)驗(yàn),并獲得最佳T700級(jí)碳纖維/雙馬樹(shù)脂材料。與此同時(shí),開(kāi)展材料工藝參數(shù)優(yōu)化,研究其工藝參數(shù)(鋪放溫度T、鋪放壓力F、鋪放速度v)在不同轉(zhuǎn)向半徑下對(duì)鋪放質(zhì)量的影響。并提出一種新的鋪放質(zhì)量評(píng)定方法——數(shù)學(xué)統(tǒng)計(jì)法,從而定量研究材料的層間黏結(jié)力及剛性對(duì)鋪放質(zhì)量的影響,獲得適應(yīng)復(fù)雜回轉(zhuǎn)體的最佳鋪放工藝參數(shù)和極限轉(zhuǎn)向半徑,為復(fù)雜回轉(zhuǎn)體零件高質(zhì)量、高效率制造提供理論依據(jù)。
1 實(shí) 驗(yàn)
1.1 實(shí)驗(yàn)材料及設(shè)備
自動(dòng)鋪絲材料采用單絲寬6.35 mm,單層厚0.125 mm以及含膠量33%的T700級(jí)碳纖維/雙馬來(lái)酰亞胺復(fù)合材料,背襯為塑料薄膜。用于材料對(duì)比實(shí)驗(yàn)的3種材料的成分一樣,具體差異如下:
T700級(jí)碳纖維/雙馬樹(shù)脂材料1:T700級(jí)碳纖維/雙馬來(lái)酰亞胺復(fù)合材料;T700級(jí)碳纖維/雙馬樹(shù)脂材料2:改進(jìn)T700級(jí)碳纖維/雙馬樹(shù)脂材料1樹(shù)脂配比工藝以提高其材料自身剛性而來(lái);T700級(jí)碳纖維/雙馬樹(shù)脂材料3:改進(jìn)T700級(jí)碳纖維/雙馬樹(shù)脂材料2樹(shù)脂浸潤(rùn)度工藝以提高材料自身層間黏結(jié)力而來(lái)。
實(shí)驗(yàn)設(shè)備分為鋪絲設(shè)備和性能測(cè)試設(shè)備。鋪絲設(shè)備采用的是具有紅外裝置且被動(dòng)送料的八絲六軸自動(dòng)鋪絲機(jī),共分為鋪絲頭機(jī)構(gòu)、原材料補(bǔ)給機(jī)構(gòu)、模具支撐機(jī)構(gòu)、運(yùn)行導(dǎo)軌和控制系統(tǒng)等部分。性能測(cè)試設(shè)備分為T型剝離測(cè)試儀和懸垂測(cè)試設(shè)備。T型剝離測(cè)試儀采用的是英斯特朗3366拉力機(jī)(10 kN),數(shù)顯游標(biāo)卡尺(ZGLU0005),精度為0.000 1。 懸垂測(cè)試直接采用自動(dòng)鋪絲設(shè)備。
1.2 實(shí)驗(yàn)方法
1.2.1 性能測(cè)試實(shí)驗(yàn)
對(duì)3種T700級(jí)碳纖維/雙馬樹(shù)脂材料進(jìn)行懸垂測(cè)試及剝離強(qiáng)度測(cè)試。懸垂測(cè)試采用懸臂120 mm測(cè)試方法,共有8道出絲口,其中1~3道 為T700級(jí)碳纖維/雙馬樹(shù)脂材料2,4~6道為T700級(jí)碳纖維/雙馬樹(shù)脂材料1,7~8道為T700級(jí)碳纖維/雙馬樹(shù)脂材料3。在測(cè)試溫度20 ℃ 和測(cè)試濕度48 %的環(huán)境下,通過(guò)調(diào)整鋪絲頭位置與地面平行,并主動(dòng)送出120 mm預(yù)浸料,靜置1 min,測(cè)量其向下偏移距離或角度,以此來(lái)表征材料的剛性。
剝離強(qiáng)度是通過(guò)T型剝離實(shí)驗(yàn)在測(cè)試溫度21.1 ℃、測(cè)試濕度50.3%、測(cè)試速度200 mm/min、最大位移限制500 mm下測(cè)試所得,以此表征材料的層間黏結(jié)力[15],測(cè)試方式如圖1所示。
剝離強(qiáng)度公式為
(1)
式中:S為剝離強(qiáng)度,kN/m;f為剝離力,N;d為絲束寬度,mm。
1.2.2 平板曲率實(shí)驗(yàn)
在平板上進(jìn)行材料對(duì)比和工藝優(yōu)化2種實(shí)驗(yàn)。材料對(duì)比實(shí)驗(yàn),為了滿足大多數(shù)真實(shí)工裝軌跡規(guī)劃曲率2 000 mm,同時(shí)為了滿足對(duì)復(fù)雜回轉(zhuǎn)體90°典型軌跡的最小轉(zhuǎn)向半徑約900 mm(紅色區(qū)域)的鋪放,如圖2所示。在測(cè)試溫度20 ℃和測(cè)試濕度48%的環(huán)境下,在800 mm×800 mm的平板上進(jìn)行鋪放半徑為800、1 000、1 200、1 500、2 000 、2 500 mm的平板曲率實(shí)驗(yàn),通過(guò)鋪放質(zhì)量評(píng)定方法對(duì)比3種材料的鋪放性能。

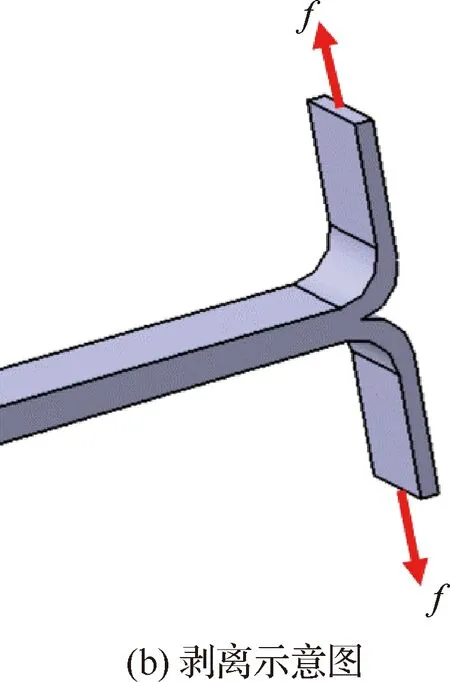
圖1 T型剝離法
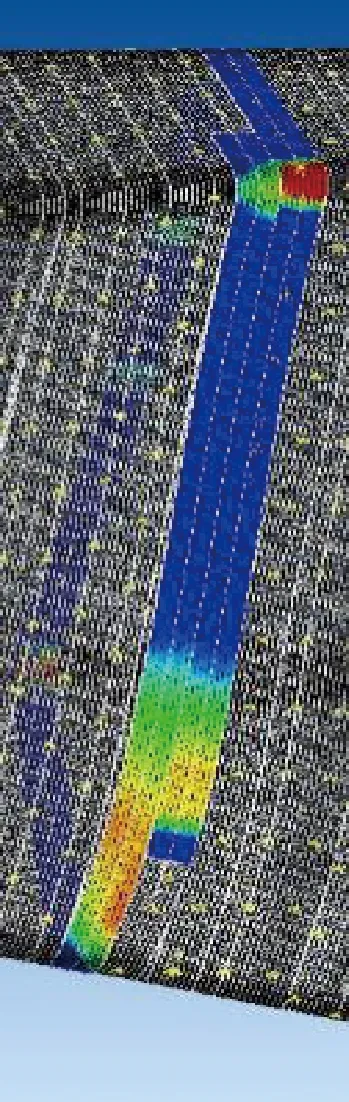
圖2 復(fù)雜回轉(zhuǎn)體90°典型軌跡
工藝優(yōu)化實(shí)驗(yàn),采用單一變量法研究不同工藝參數(shù)(鋪放溫度T、鋪放速度v、鋪放壓力F)在不同轉(zhuǎn)向半徑下對(duì)鋪放質(zhì)量的影響。據(jù)研究表明鋪放溫度過(guò)高或過(guò)低均會(huì)導(dǎo)致鋪放質(zhì)量的下降,故實(shí)驗(yàn)鋪放溫度T選用20、40、60 ℃[9, 16]。而鋪絲設(shè)備提供的最大鋪放壓力為800 N,實(shí)驗(yàn)鋪放壓力F則選用200、400、600、800 N。與此同時(shí),根據(jù)文獻(xiàn)[8]提供的T700級(jí)碳纖維雙馬來(lái)酰亞胺復(fù)合材料在20~60 mm/s的速度下鋪放效果良好,鋪放速度v選用16、32、48、64、80 mm/s。為了滿足對(duì)復(fù)雜回轉(zhuǎn)體90°典型軌跡的最小轉(zhuǎn)向半徑的鋪放,工藝優(yōu)化實(shí)驗(yàn)僅對(duì)轉(zhuǎn)向半徑為800、1 000、1 200 mm的鋪放軌跡進(jìn)行研究。
1.2.3 復(fù)雜回轉(zhuǎn)體驗(yàn)證實(shí)驗(yàn)
在復(fù)雜回轉(zhuǎn)體上進(jìn)行材料和工藝驗(yàn)證實(shí)驗(yàn)。針對(duì)材料對(duì)比實(shí)驗(yàn),采用統(tǒng)一變量法,在相同環(huán)境下,同時(shí)對(duì)3種材料進(jìn)行90°的滿鋪覆實(shí)驗(yàn),開(kāi)展放置時(shí)長(zhǎng)對(duì)鋪放質(zhì)量的影響研究,以及3種材料的鋪放性能對(duì)比驗(yàn)證實(shí)驗(yàn)。針對(duì)工藝優(yōu)化實(shí)驗(yàn),采用平板曲率實(shí)驗(yàn)所得的最佳工藝參數(shù)基于復(fù)雜回轉(zhuǎn)體進(jìn)行90°滿鋪覆鋪放質(zhì)量驗(yàn)證實(shí)驗(yàn),以驗(yàn)證平板曲率實(shí)驗(yàn)結(jié)果對(duì)于復(fù)雜回轉(zhuǎn)體的鋪放的適應(yīng)性[12]。
1.3 鋪放質(zhì)量評(píng)定方法
為了直觀、定量的表達(dá)各種材料的鋪放性能和不同工藝的鋪放質(zhì)量,提出一種新的鋪放質(zhì)量評(píng)定方法,即數(shù)學(xué)統(tǒng)計(jì)法。實(shí)驗(yàn)存在3種缺陷:氣泡、纖維屈曲和架橋,其中氣泡缺陷通過(guò)統(tǒng)計(jì)不同轉(zhuǎn)向半徑上出現(xiàn)的氣泡數(shù)量,作為表征材料間黏結(jié)牢固程度的方法之一。其中氣泡個(gè)數(shù)根據(jù)Muhsan和Mehdi[17]采用的“紙膠帶”加“人工”方法進(jìn)行統(tǒng)計(jì),先將紙膠帶沿轉(zhuǎn)向半徑方向粘貼,再經(jīng)過(guò)人工對(duì)貫穿半絲束寬的拱起的氣泡進(jìn)行標(biāo)記計(jì)數(shù),即對(duì)尺寸大于9×10-6m2的氣泡進(jìn)行了計(jì)數(shù)。架橋缺陷采用架橋率來(lái)表征,纖維屈曲缺陷采用纖維屈曲率來(lái)表征。架橋率和纖維屈曲率均是通過(guò)軟尺進(jìn)行測(cè)量后,再將其依據(jù)式(2) 的統(tǒng)計(jì)方法計(jì)算:
(2)
式中:P為架橋率(纖維屈曲率);Di為絲束第i個(gè)架橋(纖維屈曲)缺陷的長(zhǎng)度,mm;n為絲束架橋(纖維屈曲)缺陷總數(shù);L為鋪放一層所用總長(zhǎng)度,mm。
2 實(shí)驗(yàn)結(jié)果與分析
2.1 材料對(duì)比實(shí)驗(yàn)
2.1.1 懸垂實(shí)驗(yàn)
圖3為懸臂120 mm的懸垂性測(cè)試實(shí)驗(yàn),從圖中可以看出:T700級(jí)碳纖維/雙馬樹(shù)脂材料1頂端下垂30 mm,T700級(jí)碳纖維/雙馬樹(shù)脂材料2和T700級(jí)碳纖維/雙馬樹(shù)脂材料3頂端下垂一致,均為10 mm。向下懸垂幅度越大,材料剛性越差,進(jìn)一步說(shuō)明T700級(jí)碳纖維/雙馬樹(shù)脂材料2由T700級(jí)碳纖維/雙馬樹(shù)脂材料1提高剛性而來(lái)。
圖3 懸垂測(cè)試
2.1.2 T型剝離實(shí)驗(yàn)
圖4為同一工藝條件下3種材料的剝離強(qiáng)度大小關(guān)系圖。從圖中可以看出,T700級(jí)碳纖維/雙馬樹(shù)脂材料3的剝離強(qiáng)度最大,T700級(jí)碳纖維/雙馬樹(shù)脂材料1和T700級(jí)碳纖維/雙馬樹(shù)脂材料2次之。剝離力的大小與材料的層間黏結(jié)力有關(guān),剝離力越大,層間黏結(jié)力越大。而材料組成成分一致,則層間黏結(jié)力僅與材料制造工藝有關(guān),進(jìn)一步佐證T700級(jí)碳纖維/雙馬樹(shù)脂材料3由T700級(jí)碳纖維/雙馬樹(shù)脂材料2提高層間黏結(jié)力而來(lái)。
圖5為不同鋪放溫度下3種材料的剝離強(qiáng)度。從圖中可以看出,T700級(jí)碳纖維/雙馬樹(shù)脂材料3的在不同溫度下的剝離強(qiáng)度均遠(yuǎn)大于另外兩種材料,即黏性最強(qiáng)。且隨著溫度的升高,剝離強(qiáng)度呈先上升后下降的趨勢(shì),故溫度鋪放工藝參數(shù)范圍選取在40 ℃左右最佳。
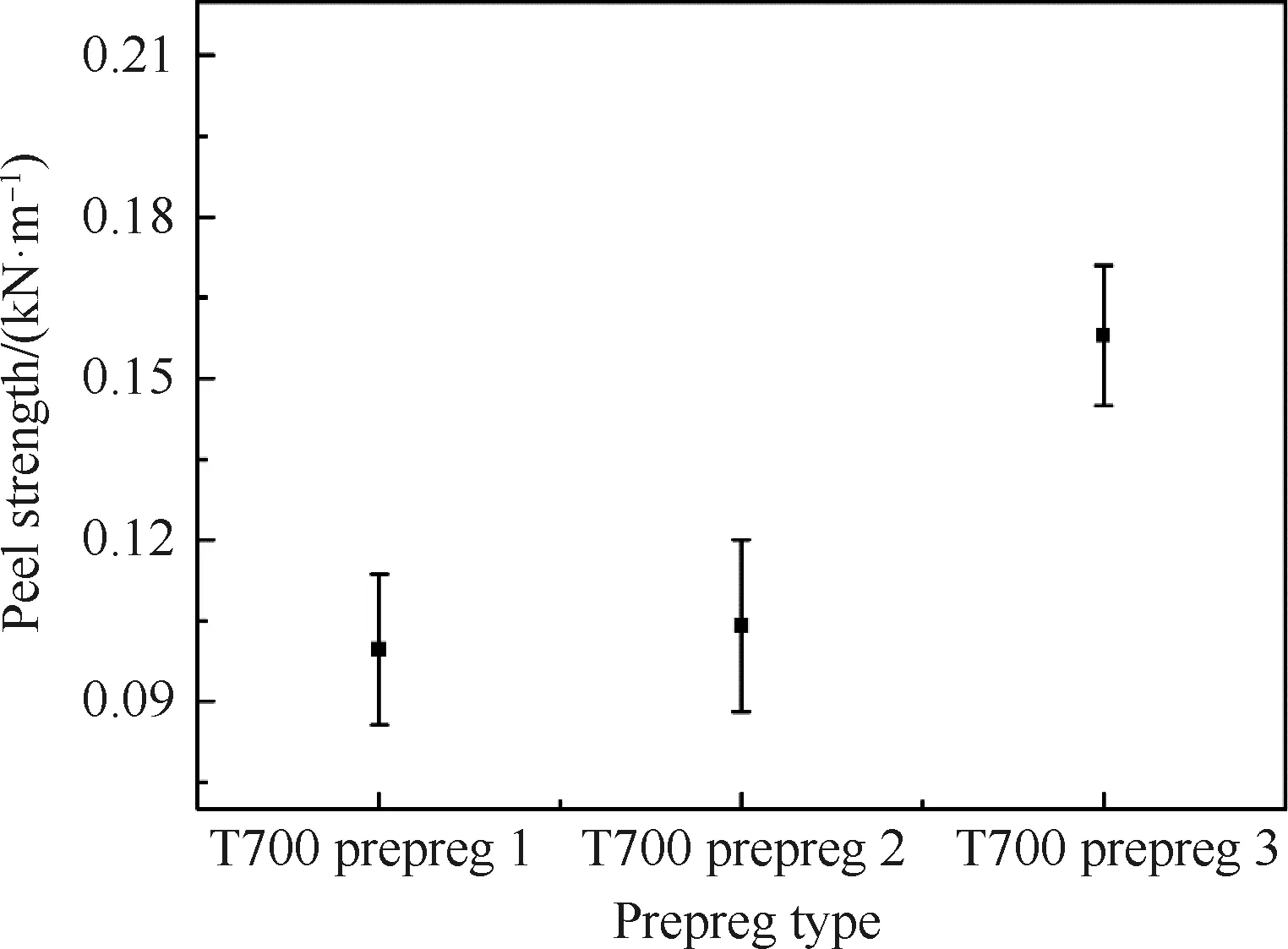
圖4 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料剝離強(qiáng)度
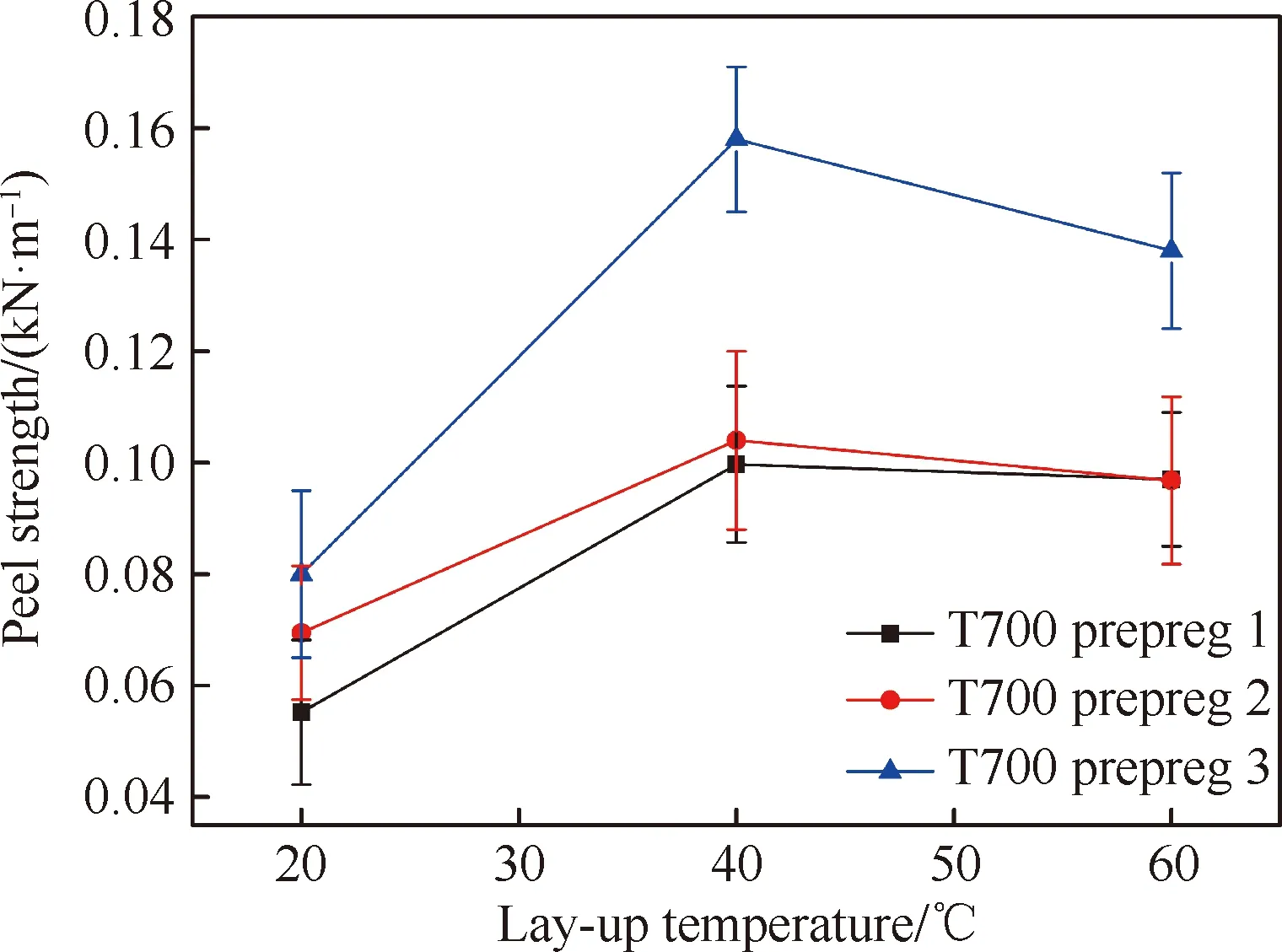
圖5 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料在不同溫度下的剝離強(qiáng)度
2.1.3 平板曲率實(shí)驗(yàn)
圖6為3種材料的纖維屈曲率隨轉(zhuǎn)向半徑的變化曲線。當(dāng)轉(zhuǎn)向載荷>臨界載荷時(shí),纖維發(fā)生屈曲。由文獻(xiàn)[17]提出的轉(zhuǎn)向載荷式(3)可知,材料和工藝參數(shù)一定,即α、h、b、E一定,轉(zhuǎn)向半徑越大,轉(zhuǎn)向載荷越小。當(dāng)轉(zhuǎn)向載荷<臨界載荷時(shí),缺陷消失。而臨界屈曲載荷由材料本身決定。故如圖6所示,對(duì)于同一材料而言,隨著轉(zhuǎn)向半徑的增加,其纖維屈曲率減少。
(3)
式中:Pm為施加在纖維邊緣的最大壓縮載荷;R為轉(zhuǎn)向半徑;b和h分別為纖維絲束的寬度和厚度;E為纖維絲束的楊氏模量;α為分布因子。
對(duì)于不同材料而言,在同一轉(zhuǎn)向半徑下,T700級(jí)碳纖維/雙馬樹(shù)脂材料2的纖維屈曲率低于T700級(jí)碳纖維/雙馬樹(shù)脂材料1,其主要與材料的楊氏模量有關(guān),而楊氏模量與剛性成正比,剛性越好,楊氏模量越高,轉(zhuǎn)向載荷越大,纖維屈曲缺陷越不容易產(chǎn)生。通常使用轉(zhuǎn)向載荷和臨界載荷來(lái)定義極限轉(zhuǎn)向半徑。從圖6中可以看出,T700級(jí)碳纖維/雙馬樹(shù)脂材料1和T700級(jí)碳纖維/雙馬樹(shù)脂材料2的極限轉(zhuǎn)向半徑均為2 500 mm,說(shuō)明適當(dāng)?shù)脑黾觿傂詫?duì)材料鋪放性能有所改善但影響甚微。而T700級(jí)碳纖維/雙馬樹(shù)脂材料3的極限轉(zhuǎn)向半徑降至1 500 mm,這是由于T700級(jí)碳纖維/雙馬樹(shù)脂材料3的層間黏結(jié)力最大,在纖維轉(zhuǎn)向中,釋放載荷后,能夠抵抗樹(shù)脂收縮而帶來(lái)的纖維屈曲缺陷,限制纖維收縮變形,故纖維屈曲率急速下降,極限轉(zhuǎn)向半徑急速下降[5]。
圖7為3種材料的氣泡數(shù)量隨轉(zhuǎn)向半徑的變化。由于受纖維屈曲影響,對(duì)于轉(zhuǎn)向半徑低于1 500 mm 以下的氣泡缺陷數(shù)量不進(jìn)行統(tǒng)計(jì)。從圖7中可以看出,對(duì)于同一材料而言,隨著轉(zhuǎn)向半徑的增加其氣泡數(shù)量呈下降的趨勢(shì)。其中氣泡缺陷是指在一組給定的工藝參數(shù)下,曲率鋪放時(shí),受壓一側(cè)纖維為釋放過(guò)多的壓縮載荷,減小過(guò)多的儲(chǔ)存內(nèi)能,而在絲束內(nèi)側(cè)形成的一個(gè)由多余材料構(gòu)成的未粘附在底層襯底材料上的拱形缺陷[6, 18],且該缺陷可以通過(guò)預(yù)壓抽真空或熱封壓進(jìn)行消除[14]。而隨著轉(zhuǎn)向半徑的增大,材料靠近曲率中心一側(cè)的壓縮載荷減小,導(dǎo)致氣泡數(shù)量減少。對(duì)于不同材料而言,T700級(jí)碳纖維/雙馬樹(shù)脂材料3的氣泡數(shù)量遠(yuǎn)小于T700級(jí)碳纖維/雙馬樹(shù)脂材料1和T700級(jí)碳纖維/雙馬樹(shù)脂材料2,這與材料自身的層間黏結(jié)力有關(guān),層間黏結(jié)力越大,在同一轉(zhuǎn)向半徑下,可承載的壓縮載荷越多。
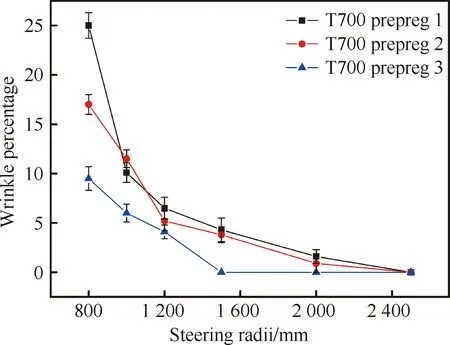
圖6 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料的纖維屈曲率隨轉(zhuǎn)向半徑的變化
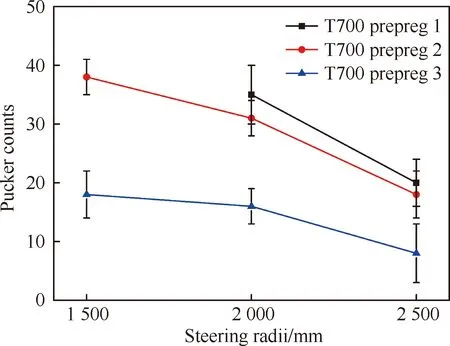
圖7 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料的氣泡數(shù)量隨轉(zhuǎn)向半徑的變化
2.1.4 復(fù)雜回轉(zhuǎn)體驗(yàn)證實(shí)驗(yàn)
圖8為材料的架橋率隨靜置時(shí)長(zhǎng)的變化曲線。架橋是由于在曲率鋪放時(shí),遠(yuǎn)離曲率中心一側(cè)的纖維受拉,難以完全粘附在模具凹面上、R角或斜面上,導(dǎo)致受拉一側(cè)纖維在凹形曲率表面與絲束之間形成翻邊而非拱起的間隙[6]。如圖9真實(shí)鋪放的局部架橋示意圖,其中紅色部分為嚴(yán)重架橋區(qū)域。材料抵抗架橋缺陷出現(xiàn)的時(shí)長(zhǎng)越長(zhǎng),下一層的鋪放質(zhì)量和鋪放效率越高,且鋪放操作難度越小[19]。如圖8所示,對(duì)于同一材料而言,隨著靜置時(shí)長(zhǎng)增加,架橋比率呈線性上升趨勢(shì)。這是由于材料表面的黏結(jié)力隨著時(shí)間的推移會(huì)發(fā)生相應(yīng)的變化,一方面預(yù)浸料內(nèi)的樹(shù)脂含有固化劑,會(huì)隨時(shí)間的延長(zhǎng)而發(fā)生交聯(lián),導(dǎo)致預(yù)浸料表層樹(shù)脂逐漸變干,樹(shù)脂流動(dòng)性降低,難以浸潤(rùn)預(yù)浸料間的界面,預(yù)浸料層間的貼合程度降低,黏結(jié)性下降;另一方面,預(yù)浸料置于室溫條件下,碳纖維表面的極性基團(tuán)易與水分子形成氫鍵,導(dǎo)致水分子很容易聚集在聚合物/纖維界面,引起界面脫粘,從而降低預(yù)浸料層間黏結(jié)性[16]。故在室溫下存放的時(shí)間越長(zhǎng),預(yù)浸料層間黏結(jié)性越小,當(dāng)層間黏結(jié)力小于纖維在轉(zhuǎn)向半徑方向的拉應(yīng)力時(shí),材料架橋增加。對(duì)于不同材料而言,T700級(jí)碳纖維/雙馬樹(shù)脂材料3的架橋率小于T700級(jí)碳纖維/雙馬樹(shù)脂材料2和T700級(jí)碳纖維/雙馬樹(shù)脂材料1,即T700級(jí)碳纖維/雙馬樹(shù)脂材料3具有更長(zhǎng)的靜置時(shí)長(zhǎng),這是由于材料3的層間黏結(jié)力更大,可承載更大的拉應(yīng)力,故T700級(jí)碳纖維/雙馬樹(shù)脂材料3在保證鋪放的情況下具有更長(zhǎng)的靜置時(shí)長(zhǎng),更有利于鋪放成型,提高生產(chǎn)效率。
圖10為3種材料在復(fù)雜回轉(zhuǎn)體上的纖維屈曲率的變化。從圖中可以看出,對(duì)于復(fù)雜回轉(zhuǎn)體的鋪放,T700級(jí)碳纖維/雙馬樹(shù)脂材料3產(chǎn)生的纖維屈曲缺陷最少,這與材料自身的剛性和層間黏結(jié)力有關(guān)。因此,在相同條件下,T700級(jí)碳纖維/雙馬樹(shù)脂材料3的鋪放缺陷更少,可靜置時(shí)長(zhǎng)更長(zhǎng),且具有更小轉(zhuǎn)向半徑,極限轉(zhuǎn)向半徑低至1 500 mm。 一方面更符合鋪放復(fù)雜回轉(zhuǎn)體90°典型軌跡極小轉(zhuǎn)向半徑的條件,提高設(shè)計(jì)靈活性;另一方面,對(duì)于后續(xù)鋪層的鋪放質(zhì)量、鋪放效率的提高以及操作難度的降低起到了積極作用。故選用T700級(jí)碳纖維/雙馬樹(shù)脂材料3作為鋪放材料,并對(duì)其進(jìn)行工藝參數(shù)研究,獲得鋪放復(fù)雜回轉(zhuǎn)體的最優(yōu)工藝條件。
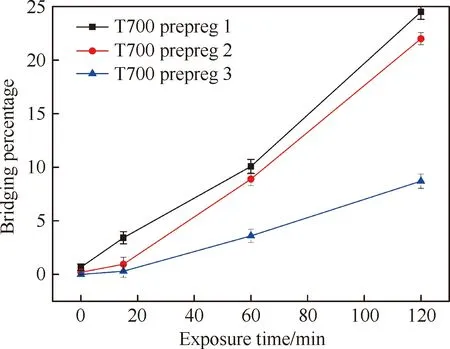
圖8 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料的架橋比率隨靜置時(shí)長(zhǎng)的變化

圖9 復(fù)雜回轉(zhuǎn)體局部架橋
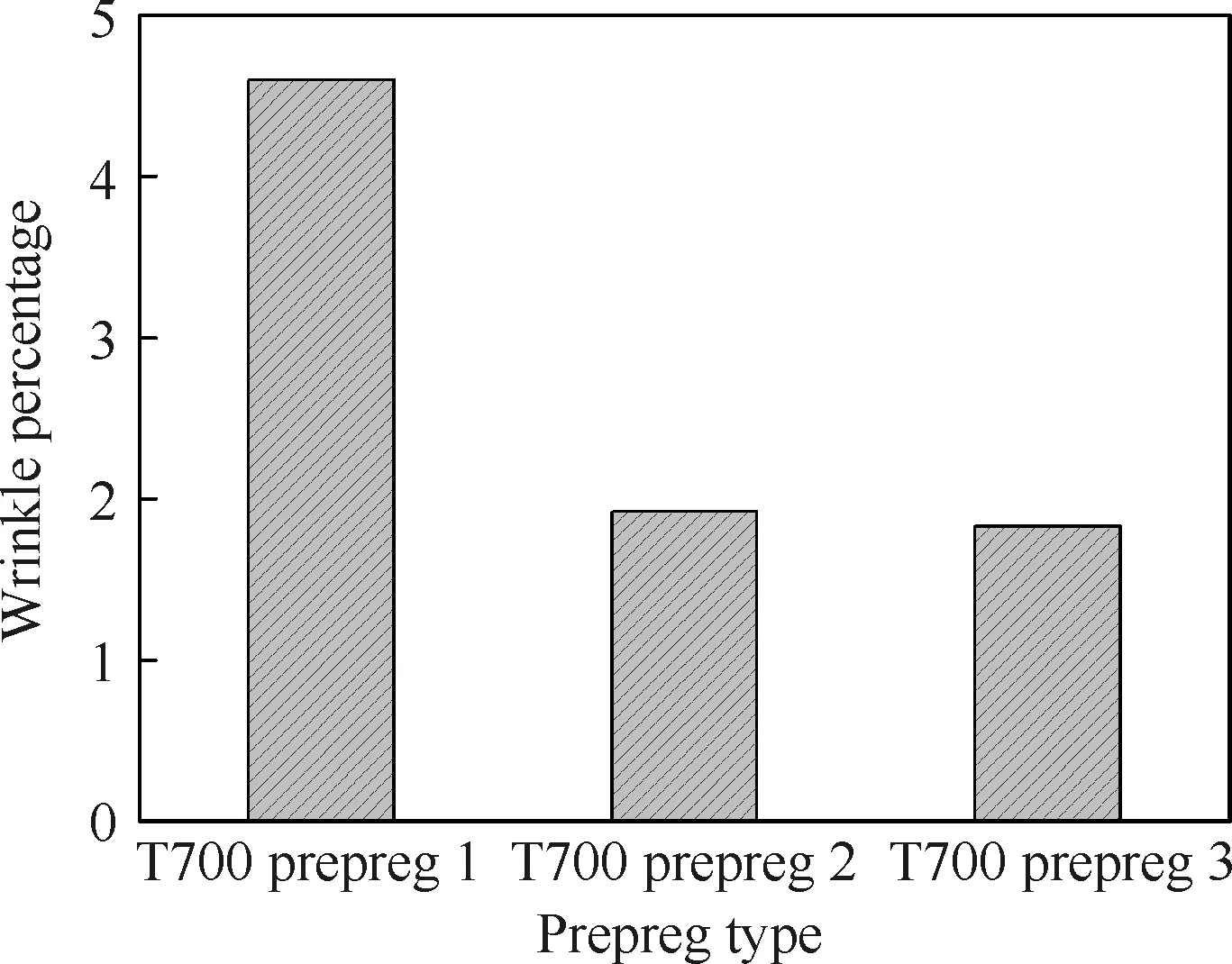
圖10 3種T700級(jí)碳纖維/雙馬樹(shù)脂材料在復(fù)雜回轉(zhuǎn)體上的纖維屈曲率
2.2 工藝參數(shù)優(yōu)化
為了滿足對(duì)復(fù)雜回轉(zhuǎn)體90°典型軌跡的最小轉(zhuǎn)向半徑的鋪放,工藝參數(shù)優(yōu)化實(shí)驗(yàn)僅對(duì)轉(zhuǎn)向半徑800 mm、1 000 mm和1 200 mm進(jìn)行了研究。根據(jù)文獻(xiàn)[20]指出:絲束轉(zhuǎn)向半徑高于極限轉(zhuǎn)向半徑時(shí),影響鋪放質(zhì)量的主要因素為氣泡缺陷;低于極限轉(zhuǎn)向半徑,影響鋪放質(zhì)量的主要缺陷是纖維屈曲缺陷。而材料對(duì)比實(shí)驗(yàn)表明,材料3的極限轉(zhuǎn)向?yàn)? 500 mm,故工藝參數(shù)優(yōu)化實(shí)驗(yàn)的鋪放質(zhì)量采用纖維屈曲率判定。
2.2.1 鋪放溫度對(duì)鋪放質(zhì)量的影響
圖11為T700級(jí)碳纖維/雙馬樹(shù)脂材料3在不同轉(zhuǎn)向半徑R下隨不同鋪放溫度的纖維屈曲率變化曲線圖。溫度不僅會(huì)改變材料的黏性,同時(shí)還會(huì)影響材料的剛性與鋪覆性[21],室溫不加熱,(20 ℃)時(shí)纖維屈曲率高,其原因是低溫時(shí)樹(shù)脂流動(dòng)性差,材料黏性差,樹(shù)脂的低黏度會(huì)使纖維偏離規(guī)定的曲線路徑并導(dǎo)致樹(shù)脂和纖維的剪切,從而導(dǎo)致絲束在轉(zhuǎn)向鋪放時(shí)缺陷占比較多[22]。隨著鋪放溫度的升高,樹(shù)脂的黏性有所改善,在壓輥?zhàn)饔孟拢欣跇?shù)脂沿預(yù)浸料橫向流動(dòng),使得纖維更好地固定于模具表面,限制纖維收縮變形,纖維屈曲率減小。隨著溫度持續(xù)上升,樹(shù)脂的失效形式發(fā)生轉(zhuǎn)變導(dǎo)致黏性斷崖式下降,導(dǎo)致纖維屈曲率上升[23]。
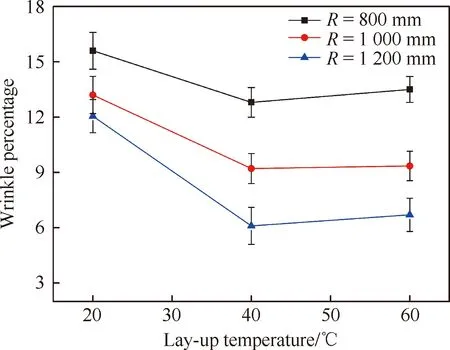
圖11 不同轉(zhuǎn)向半徑下纖維屈曲率隨鋪放溫度的變化
2.2.2 鋪放壓力對(duì)鋪放質(zhì)量的影響
圖12為不同轉(zhuǎn)向半徑在不同鋪放壓力下的纖維屈曲率變化曲線圖。隨著鋪放壓力的增加,纖維屈曲率呈下降的趨勢(shì)。主要因素在于低壓實(shí)力難以提供層間貼合壓緊所需的浸潤(rùn)接觸,導(dǎo)致纖維偏移轉(zhuǎn)向而帶來(lái)的屈曲。隨著壓力的不斷增大,樹(shù)脂浸潤(rùn)鋪層,材料的黏性增加,預(yù)浸料之間的貼合能力增強(qiáng),纖維屈曲率減少。當(dāng)鋪放壓力超過(guò)600 N時(shí),其纖維屈曲缺陷變化不明顯。
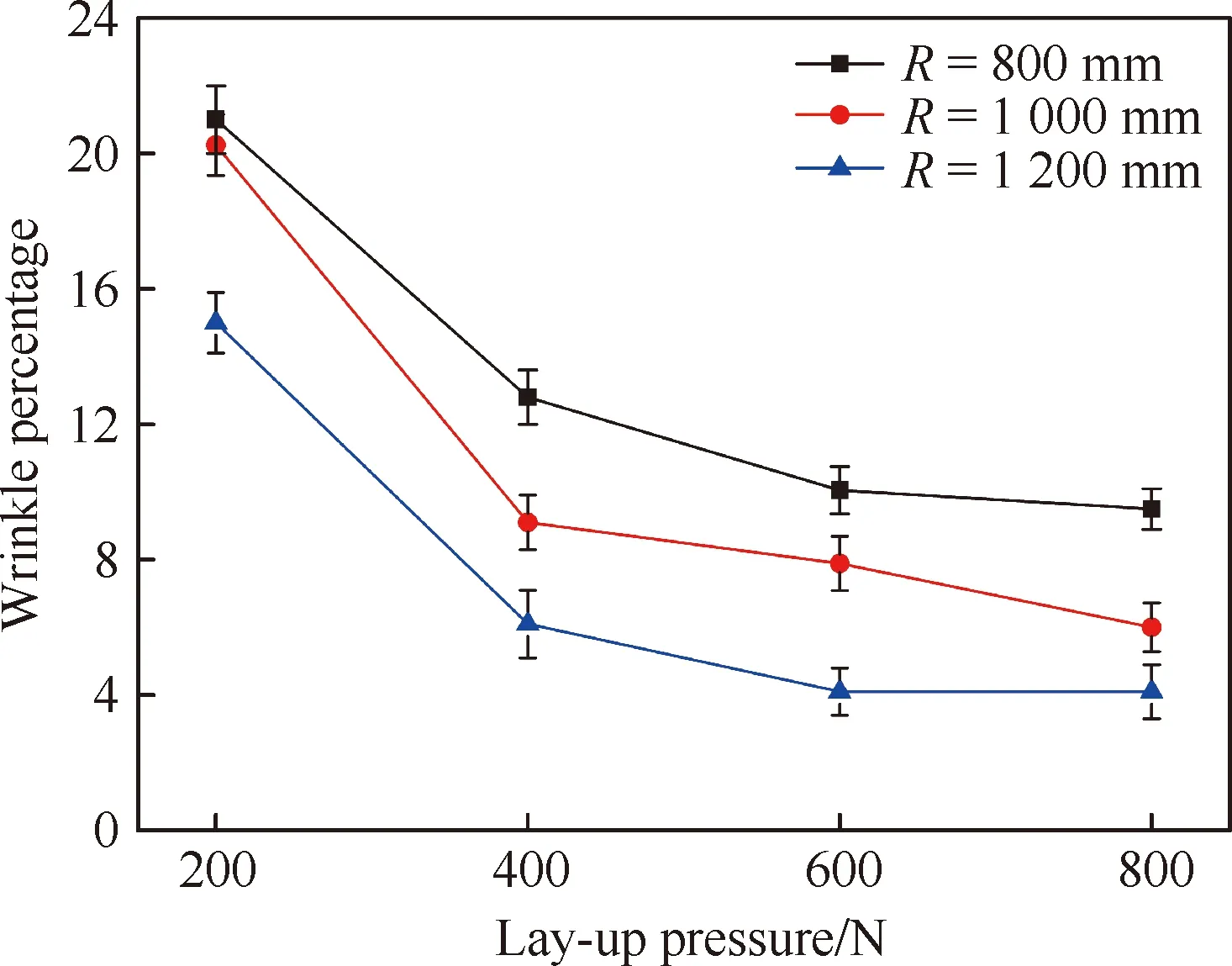
圖12 不同轉(zhuǎn)向半徑下纖維屈曲率隨鋪放壓力的變化
2.2.3 鋪放速度對(duì)鋪放質(zhì)量的影響
圖13為不同轉(zhuǎn)向半徑在不同鋪放速度下的纖維屈曲率變化曲線圖。從圖中可以看出,隨著鋪放速度的降低,纖維屈曲率降低。當(dāng)v<32 mm/s時(shí),纖維屈曲率降至零。其原因是鋪放速度越快,其響應(yīng)鋪放過(guò)程的時(shí)間越少,載荷作用時(shí)間越短,根據(jù)文獻(xiàn)[24]并結(jié)合文獻(xiàn)[25]提出的樹(shù)脂流動(dòng)公式與“樹(shù)脂島”擴(kuò)散模型推導(dǎo)出自動(dòng)鋪放工藝下,樹(shù)脂面積變化率及其影響因素關(guān)系為
(4)
式中:A(t)為樹(shù)脂貼片在t時(shí)刻的面積;A(0)和H(0)為樹(shù)脂貼片在0時(shí)刻的幾何形狀;μ為樹(shù)脂牛頓黏度;Fa為施加在樹(shù)脂貼片上的應(yīng)力。明顯可見(jiàn),載荷作用的時(shí)間影響貼合質(zhì)量,載荷時(shí)間越短,樹(shù)脂擴(kuò)散不充分,鋪放質(zhì)量下降。且如圖13所示,v=32 mm/s時(shí)T700級(jí)碳纖維/雙馬樹(shù)脂材料3的極限轉(zhuǎn)向半徑為1 200 mm,v=16 mm/s時(shí)極限轉(zhuǎn)向半徑降為1 000 mm,接近復(fù)雜回轉(zhuǎn)體最小轉(zhuǎn)向半徑。
2.2.4 復(fù)雜回轉(zhuǎn)體驗(yàn)證實(shí)驗(yàn)
通過(guò)在平板上的工藝參數(shù)研究可以發(fā)現(xiàn),鋪放壓力和鋪放溫度的改變對(duì)纖維屈曲缺陷有所改善,但結(jié)合工程應(yīng)用,其調(diào)整范圍窄,纖維屈曲缺陷變化不明顯,且該缺陷的存在會(huì)降低零件的力學(xué)性能,工程上絕不允許。同時(shí),在上述實(shí)驗(yàn)中的極限轉(zhuǎn)向半徑大于1 500 mm,無(wú)法滿足復(fù)雜回轉(zhuǎn)體90°典型軌跡的最小轉(zhuǎn)向半徑900 mm[26]。再結(jié)合零件鋪放效率,復(fù)雜回轉(zhuǎn)體上僅進(jìn)行鋪放速度對(duì)鋪放質(zhì)量的研究與驗(yàn)證。為了減少架橋缺陷對(duì)鋪放成型、鋪放效率的影響,提出架橋出現(xiàn)時(shí)間以此研究?jī)蓪又g的最佳鋪放間隔時(shí)長(zhǎng)。架橋出現(xiàn)時(shí)間指鋪放完成到首次出現(xiàn)架橋缺陷的時(shí)間間隔。如圖14所示,架橋出現(xiàn)時(shí)間隨著鋪放速度增加而減小,最長(zhǎng)時(shí)間間隔為鋪后2 h,其原因是鋪放速度越快,響應(yīng)鋪放過(guò)程的時(shí)間越少,纖維間無(wú)法得到完全浸潤(rùn),黏性降低,缺陷增加;另一方面,速度越快,載荷作用時(shí)間越短,缺陷產(chǎn)生的概率越大。經(jīng)90°滿鋪覆驗(yàn)證,如圖15所示,鋪放速度小于32 mm/s時(shí)無(wú)纖維屈曲缺陷產(chǎn)生,與平板實(shí)驗(yàn)基本一致。
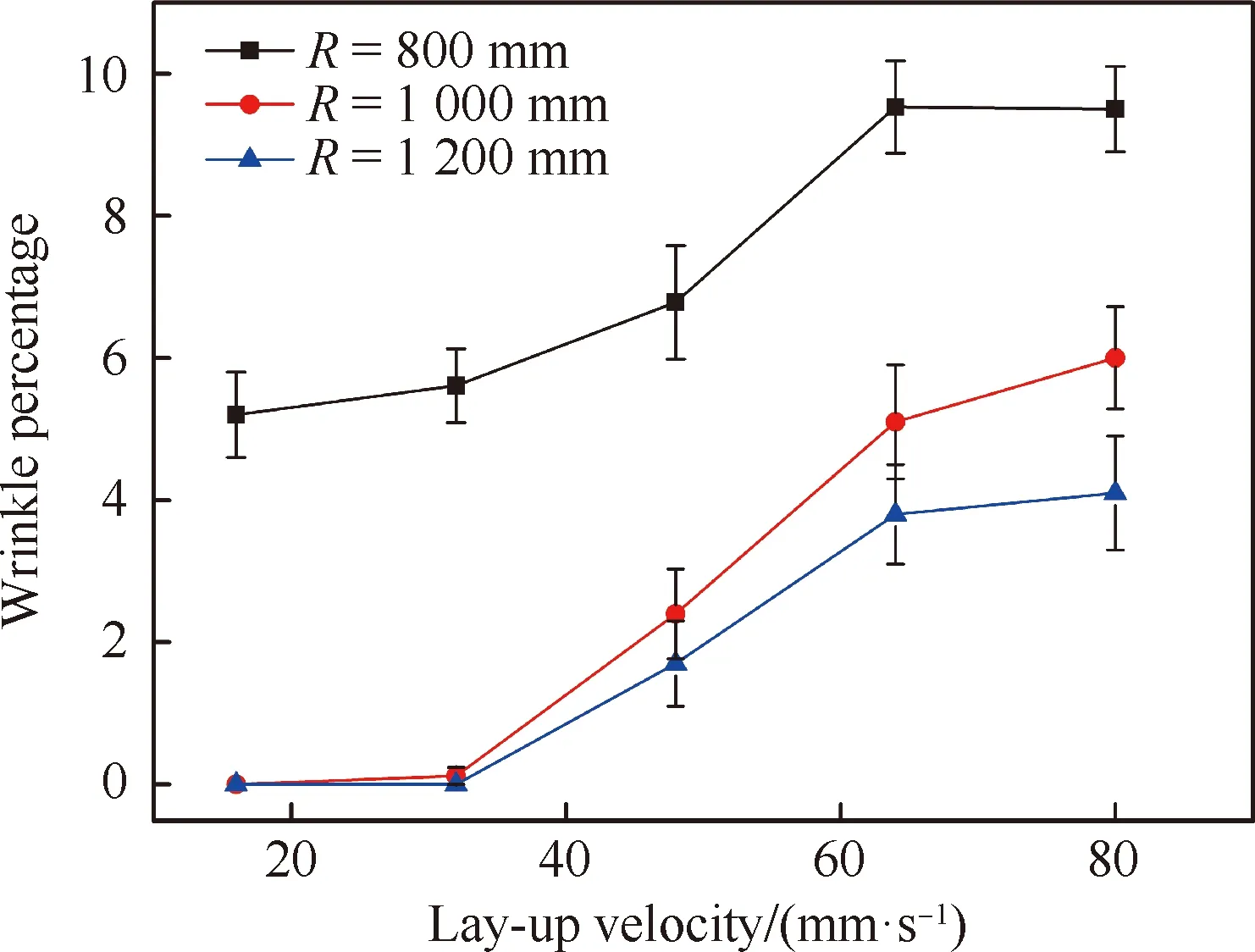
圖13 不同轉(zhuǎn)向半徑下纖維屈曲率隨鋪放速度的變化
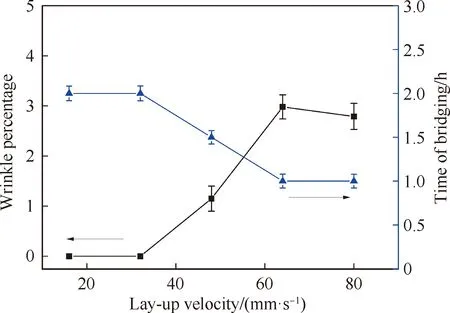
圖14 不同鋪放速度下的屈曲率和架橋出現(xiàn)時(shí)間

圖15 鋪放效果
3 結(jié) 論
1) 材料的鋪放質(zhì)量與材料自身的剛性和層間黏結(jié)力有關(guān)。在一定范圍內(nèi),適當(dāng)提高材料的剛性和層間黏結(jié)力,可以提高材料的鋪放質(zhì)量,其中層間黏結(jié)力對(duì)改善鋪放效果的影響更為顯著。并確定T700級(jí)碳纖維/雙馬樹(shù)脂材料3作為復(fù)雜回轉(zhuǎn)體的鋪放材料。
2) 通過(guò)平板曲率工藝優(yōu)化實(shí)驗(yàn)研究表明,材料的鋪放質(zhì)量與工藝參數(shù)有關(guān)。通過(guò)優(yōu)化鋪放工藝參數(shù),可以提高材料的鋪放質(zhì)量,降低極限轉(zhuǎn)向半徑。且在鋪放工藝為F=800 N、T=40 ℃、v=16 mm/s的情況下,鋪放適宜的極限轉(zhuǎn)向半徑降至1 000 mm,從而放寬軌跡設(shè)計(jì)的要求,提高材料的設(shè)計(jì)性。
3) 通過(guò)復(fù)雜回轉(zhuǎn)體工藝驗(yàn)證實(shí)驗(yàn)發(fā)現(xiàn),最佳鋪放工藝參數(shù)為F=800 N、T=40 ℃、v=32 mm/s,且在2 h內(nèi)進(jìn)行下層鋪放,以此提高鋪放質(zhì)量及鋪放效率,解決工程化應(yīng)用問(wèn)題。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國(guó)塑料(2016年6期)2016-06-27 06:34:16