降低F 產(chǎn)品市場(chǎng)投訴數(shù)量
2020-06-15 07:27:42單玉清
化工管理 2020年15期
單玉清
(江蘇奧賽康藥業(yè)有限公司,江蘇 南京211100)
1 現(xiàn)狀調(diào)查
2017.11-201 8.02 期間,F(xiàn) 產(chǎn)品共收到26 起市場(chǎng)投訴,投訴原因統(tǒng)計(jì)如表1:
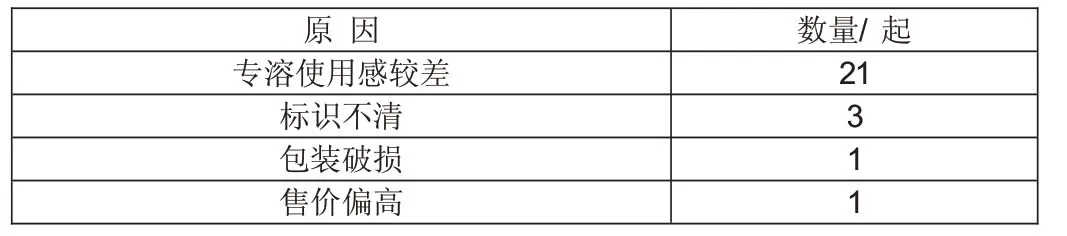
表1 :投訴原因統(tǒng)計(jì)
由上表可知,市場(chǎng)投訴較多的主要原因是專溶使用感較差。進(jìn)一步調(diào)查得知,專溶使用感較差的主要原因是不易折斷和掉屑較多。
2 目標(biāo)確定
設(shè)定依據(jù):車間其他專溶類產(chǎn)品未收到過(guò)專溶使用感較差的投訴。
目標(biāo):改善專溶使用感,2018.11-2019.02 發(fā)生少于5 起投訴。
3 原因分析
小組成員通過(guò)頭腦風(fēng)暴法,進(jìn)行了原因分析,結(jié)果如表2:

表2 :原因分析表
4 要因確認(rèn)
4.1 確認(rèn)計(jì)劃
要因確認(rèn)計(jì)劃參見表3所示。
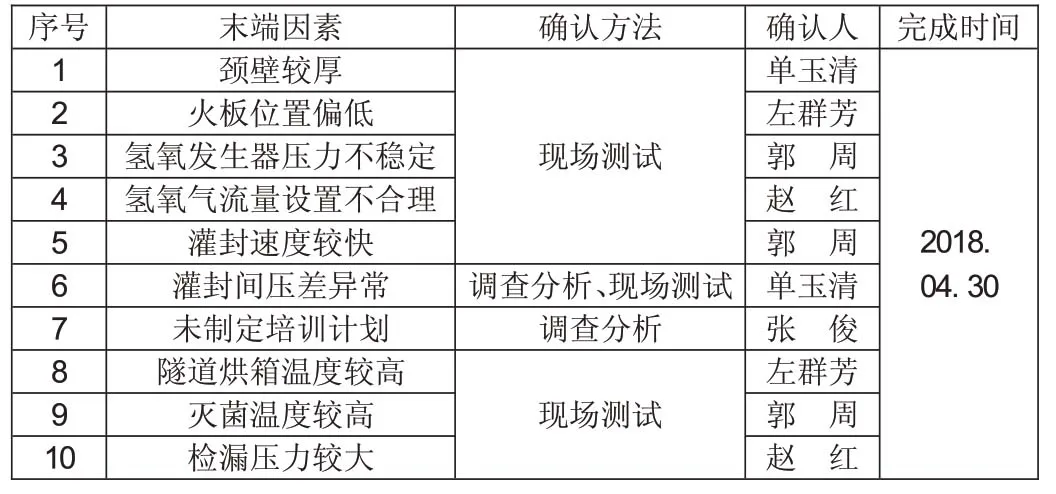
表3 :要因確認(rèn)計(jì)劃
4.2 確認(rèn)過(guò)程
(1)頸壁較厚
選取相同廠家的25ml 安瓿瓶20 支,分別測(cè)試頸壁厚度和折斷力。
結(jié)論:頸壁厚度對(duì)折斷力影響小,非要因。
(2)火板位置偏低
火板高度(操作臺(tái)面到火板上沿的距離)與折斷力可能有密切關(guān)系,目前火板高度是40cm。選取火板高度的2 個(gè)水平(38cm;42cm)進(jìn)行檢驗(yàn)。
結(jié)論:火板位置對(duì)折斷力影響大,要因。
(3)氫氧發(fā)生器壓力不穩(wěn)定
氫氧發(fā)生器壓力與折斷力可能有密切關(guān)系,目前氫氧發(fā)生器的壓力范圍是150~180KPa。選取氫氧發(fā)生器壓力的2個(gè)水平(130KPa;200KPa)進(jìn)行檢驗(yàn)。
結(jié)論:氫氧發(fā)生器壓力對(duì)折斷力影響大,要因。
(4)氫氧氣流量設(shè)置不合理
氫氧氣流量與折斷力可能有密切關(guān)系,目前氫氧氣的流量范圍是2800-3000L/h。選取氫氧氣流量的2 個(gè)水平(2500L/h;
3500 L/h)進(jìn)行檢驗(yàn)。
結(jié)論:氫氧氣流量對(duì)折斷力影響大,要因。
(5)灌封速度較快
選取灌封速度的3 個(gè)水平(80 支/min;100 支/min;120 支/min)進(jìn)行試驗(yàn),每組試驗(yàn)中隨機(jī)抽取50 支產(chǎn)品進(jìn)行折斷力測(cè)試,計(jì)算平均折斷力
結(jié)論:灌封速度對(duì)折斷力和掉屑影響小,非要因。
(6)灌封間壓差異常
查看相關(guān)記錄,對(duì)灌封間壓差和相應(yīng)產(chǎn)品折斷力進(jìn)行統(tǒng)計(jì),每批中隨機(jī)抽取50支產(chǎn)品,同一人員用同一方法折斷,觀察玻璃屑的情況。
結(jié)論:灌封間壓差對(duì)折斷力和掉屑影響小,非要因。
(7)未制定培訓(xùn)計(jì)劃
車間培訓(xùn)專員制定了系統(tǒng)的培訓(xùn)計(jì)劃,包括每日崗前提問(wèn)、崗位周培訓(xùn)計(jì)劃等。
查看培訓(xùn)記錄,計(jì)劃內(nèi)的培訓(xùn)都能按時(shí)開展,并且效果良好。
結(jié)論:培訓(xùn)對(duì)折斷力和掉屑影響小,非要因。
(8)隧道烘箱溫度較高
隨機(jī)抽取50支正常生產(chǎn)的產(chǎn)品和50支未經(jīng)過(guò)隧道烘箱的產(chǎn)品,同一人員用同一方法折斷,觀察玻璃屑的情況
由表3可知,兩者無(wú)明顯差異。
結(jié)論:隧道烘箱溫度對(duì)掉屑影響小,非要因。
(9)滅菌溫度較高
隨機(jī)抽取50 支正常生產(chǎn)的產(chǎn)品和50 支未經(jīng)過(guò)滅菌的產(chǎn)品,同一人員用同一方法折斷,觀察玻璃屑的情況
結(jié)論:滅菌溫度對(duì)掉屑影響小,非要因。
(10)檢漏壓力較大
隨機(jī)抽取50 支正常生產(chǎn)的產(chǎn)品和50 支未經(jīng)過(guò)檢漏的產(chǎn)品,同一人員用同一方法折斷,觀察玻璃屑的情況
結(jié)論:檢漏壓力對(duì)掉屑影響小,非要因。
4.3 要因
(1)火板位置偏低;(2)氫氧發(fā)生器壓力不穩(wěn)定;(3)氫氧氣流量設(shè)置不合理。
5 制定對(duì)策
根據(jù)上述要因確認(rèn)的結(jié)果,結(jié)合5W1H的原則,小組成員制定了對(duì)策如表4所示:
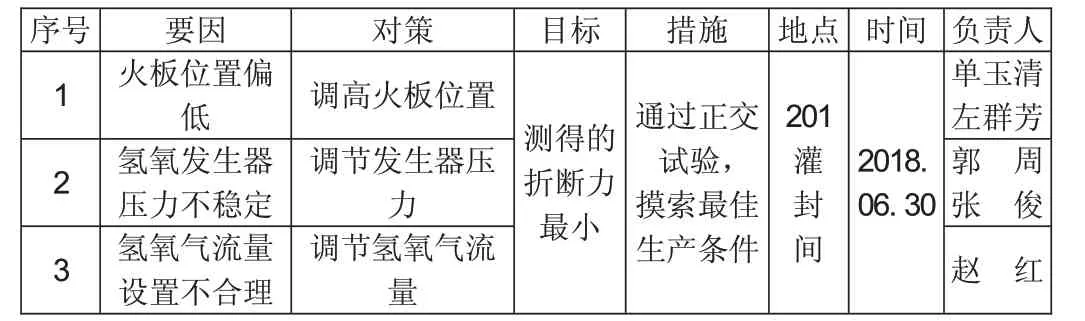
表4 :對(duì)策實(shí)施表
6 對(duì)策實(shí)施
由表5即對(duì)策實(shí)施表可知,小組成員將通過(guò)正交試驗(yàn),摸索最佳生產(chǎn)條件。
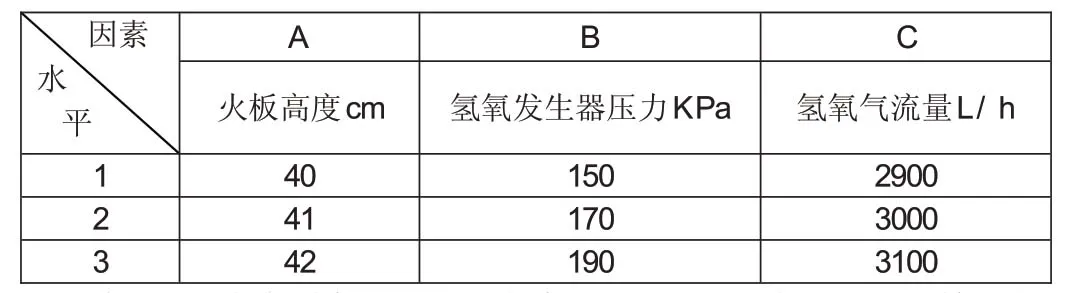
表5 :對(duì)策實(shí)施表
每次試驗(yàn)中隨機(jī)抽取50支產(chǎn)品進(jìn)行折斷力測(cè)試,計(jì)算平均折斷力,結(jié)果分析可知,最優(yōu)組合是A2B2C2。考慮到A2B2C2組合不在正交表中,因此進(jìn)行A2B2C2組合的試驗(yàn),試驗(yàn)結(jié)果如下:A2B2C2 組合測(cè)得的折斷力低于其他組合測(cè)得的折斷力。由此證明,最佳生產(chǎn)條件:火板高度41cm,氫氧發(fā)生器壓力170KPa,氫氧氣流量3000L/h
7 效果檢查
7.1 有形效益
跟蹤2018.07-2018.10期間F產(chǎn)品的市場(chǎng)反饋情況,結(jié)果如下:效果檢查期,F(xiàn) 產(chǎn)品的市場(chǎng)投訴數(shù)量是5 起,達(dá)到預(yù)期攻關(guān)目標(biāo)!
7.2 經(jīng)濟(jì)效益
F產(chǎn)品是公司的抗腫瘤輔助藥物,價(jià)格偏高。
本次攻關(guān)的實(shí)施,改善了專溶使用感,降低了市場(chǎng)投訴數(shù)量,提高了客戶滿意度,增加了銷量,為公司創(chuàng)造了可觀的經(jīng)濟(jì)效益。
7.3 無(wú)形效益
通過(guò)本次活動(dòng)的開展,小組成員在工具運(yùn)用、原因分析、參數(shù)調(diào)節(jié)、現(xiàn)場(chǎng)測(cè)試等方面的能力得到了鍛煉,質(zhì)量意識(shí)得到了提高,增強(qiáng)了小組的凝聚力、戰(zhàn)斗力;同時(shí),充分調(diào)動(dòng)了全體員工的工作積極性。
8 鞏固措施
(1)文件修訂:《F 產(chǎn)品專用溶劑(25ml:0.468g)工藝規(guī)程(201 車間)》(MPI-201-002)火板高度41cm,氫氧發(fā)生器壓力170KPa,氫氧氣流量3000L/h;
(2)文件培訓(xùn):文件生效后,培訓(xùn)專員組織崗位人員進(jìn)行了培訓(xùn);
(3)市場(chǎng)跟蹤:持續(xù)跟蹤2018.11-2019.02 期間F 產(chǎn)品的市場(chǎng)反饋情況,結(jié)果如下:
鞏固期(2018.11-2019.02),F(xiàn)產(chǎn)品的市場(chǎng)投訴數(shù)量是4起,本次攻關(guān)取得成功!
9 總結(jié)打算
2018.11-201 9.02 期間,F(xiàn) 產(chǎn)品的市場(chǎng)投訴數(shù)量由攻關(guān)前的26 起降低至4 起,投訴數(shù)量的降低得益于專溶使用感的改善。在目前的4 起投訴中,標(biāo)識(shí)不清占75.0%。因此,我們下一個(gè)PDCA循環(huán)的目標(biāo)是《提高F產(chǎn)品標(biāo)識(shí)清晰度》。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年11期)2021-12-06 05:38:46
辦公室業(yè)務(wù)(2020年18期)2020-09-29 12:15:58
江蘇安全生產(chǎn)(2020年3期)2020-04-21 05:44:14
勞動(dòng)保護(hù)(2019年7期)2019-08-27 00:41:26
云南教育·中學(xué)教師(2019年6期)2019-08-13 07:03:28
基層中醫(yī)藥(2018年11期)2019-01-31 05:26:52
Coco薇(2015年1期)2015-08-13 02:23:50
體育師友(2011年5期)2011-03-20 15:29:53
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46