球鉸吊掛修復實踐研究
2020-06-15 06:34:34李金勇
冶金動力 2020年5期
關鍵詞:焊縫
李金勇
(河鋼股份有限公司承德分公司,河北承德 067002)
引言
某鋼廠現有3 座球鉸吊掛轉爐,已運行10 余年。由于吊掛及托圈在交變載荷沖擊和吊掛系統與爐殼熱脹冷縮產生的內應力雙重作用下,托圈與球鉸連接部位出現不同程度的損壞,導致爐殼與托圈相對位置發生變化,造成吊掛耳軸座與托圈焊接部位撕裂,給生產運行帶來極大安全隱患。
1 托圈本體及銷軸座開裂原因分析
分析球鉸螺柱上端繞下端橫銷軸旋轉原理。當轉爐殼體鋼板受熱產生膨脹時,按120°分布的3個球鉸受到的作用力是均等的。球鉸螺柱上端只能繞與指向托圈圓心的中心線相垂直的橫銷軸旋轉,見圖1。若橫銷軸支座安裝出現偏斜,見圖2,即橫銷軸中心線與指向圓心的中心線不垂直時,球鉸螺柱上部必然不能繞橫銷軸順利旋轉,在該處限制了轉爐殼體鋼板受熱膨脹產生的較大內應力釋放,當內應力大于焊縫強度時,必將撕裂支座焊縫。
通常安裝是先將3個球鉸螺柱與支座一起安裝在吊掛新爐殼體的支承法蘭上,而后一同吊入轉爐托圈內。施工人員對球鉸結構認識有限,認為安裝爐體時只需找正裝入托圈內的爐殼體與托圈之間內環間隙寬度便可,而忽略了呈120°等分的3個球鉸支座上的橫軸銷孔中心線必須與指向托圈圓心的中心線垂直,即要與托圈外圓弧鋼板邊緣相切的原則。

圖1 銷軸旋轉原理
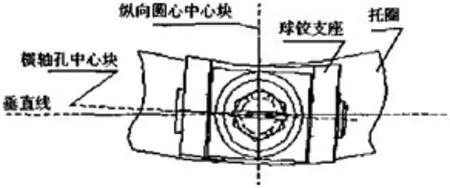
圖2 銷軸支座偏斜
2 球鉸及球餃座板拆裝方法
2.1 把爐口朝上,托圈處于水平狀態,減速機鎖住,用四根4 m 長的型鋼插入托圈過孔固定,檢修平臺搭設。
2.2 拆除球鉸螺栓及托圈開裂施工部位的擋渣板,并清理干凈周邊的雜物。
2.3 爐殼定位、頂升裝置托起爐殼。
托圈四周平臺搭設完成后,開始爐殼定位。爐殼定位時在西、南、北三側的托圈上各焊接1 塊500mm×400mm×50mm鋼板,鋼板離爐殼3mm,在東側的托圈上焊接2 塊500×400mm×50mm鋼板,在爐殼上焊接1塊500mm×400mm×50mm鋼板,如圖3所示。
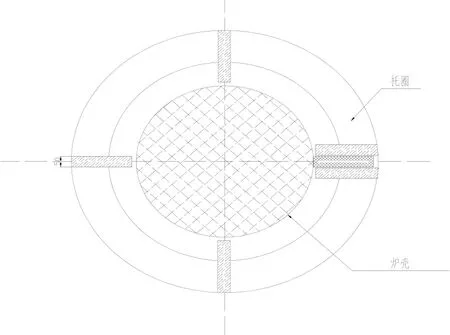
圖3 爐殼定位示意圖
頂升裝置托起爐殼。在拖圈和爐殼法蘭下均勻放置頂升裝置,采用4個100 t液壓頂形式,如圖4所示,使爐體與托圈分離,使兩者之間基本無作用力,并保持球鉸銷軸不受較大的剪切力即可。
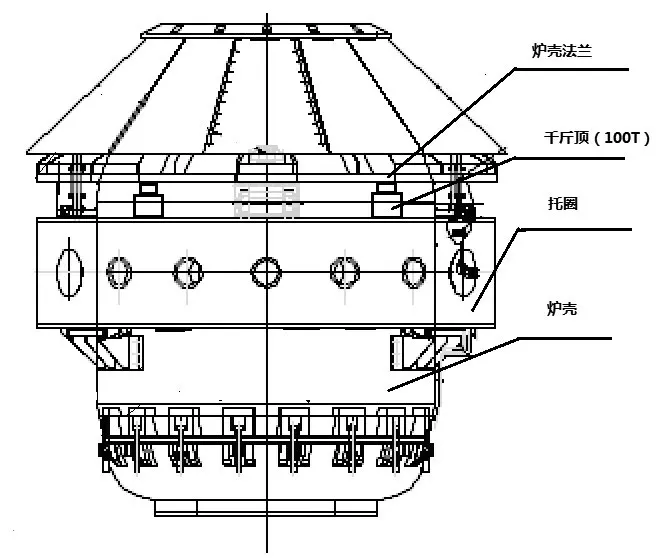
圖4 爐殼頂升
2.4 拆卸球鉸螺母及上部球面墊
采用預制好的打擊扳手拆卸球鉸螺母,銹蝕的螺母用氣割報廢性去除并確保不割除到螺栓。
用大錘四周敲擊使球面墊與座板間松動,再焊上掛鉤,用手拉葫蘆吊出。上部球面墊即拆除。
2.5 舊球鉸銷軸、銷軸座拆除
根據現場的工作環境決定對舊球鉸銷軸進行破壞性火焰割除,對施工人員技術交底,落實具體氣割方法,確保不破壞球鉸螺栓和需保留的銷軸座,見圖5所示。
需更換的銷軸座用氣刨去除焊縫,再用氣割進一步切割,預留2 mm 在托圈上以免割傷托圈本體,將廢舊銷軸座移走后用磨光機把殘余雜物打磨干凈;無需保護性拆除的部分直接使用氣割方法。
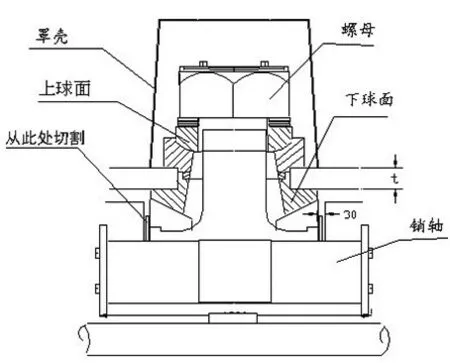
圖5 銷軸割除示意圖
2.6 拆除球鉸螺栓
根據爐體與托圈結構、上下吊掛連接形式,采用球面墊座板外側面氣割開缺口,再側向保護性移除球鉸螺栓的拆除方法。
按照球鉸螺栓直徑擴大10 mm 的位置用劃針對需切割部位上面和側面劃線,用半自動火焰切割機對準切割線切割缺口,施工時保護好球鉸螺栓,吊出球鉸螺栓,再對切割部位開設V 型坡口并打磨去除氧化皮。
測量火焰切割過的球面墊座板安裝孔尺寸,根據孔的尺寸及時對球面墊二次加工。
2.7 更換球鉸螺栓、上下部球面墊、恢復球面墊座板缺口、銷軸座及回裝球鉸螺母
測量保留的舊銷軸座及備件球鉸螺栓、銷軸座、球面墊的幾何尺寸,保證銷軸與銷軸座為間隙配合,舊銷軸座進行打磨處理并進行探傷檢查。
將球鉸螺栓裝入下球面墊中,利用25 t 汽車吊配合,從缺口處就位。
以上下球面墊直徑和斷面為基準,恢復球面墊安裝板缺口,固定牢靠后施焊。
2.8 焊接工藝控制
恢復球面墊座板缺口。托圈為16MnR 材質,焊縫為V 型坡口55°,中間預留8~10 mm 間隙,用紫銅板做襯墊板,采用電加熱預熱,預熱溫度控制在100~150 ℃之間。焊接采用CO2氣體保護焊,焊絲ER50-6直徑φ1.2 mm。
采用多層多道焊,交錯焊接;焊接工藝參數為:焊接電流180~250 A,電弧電壓17~22 V,層間溫度250 ℃左右,極性正接,保護氣體流量10~15 L/min;每層焊縫厚度不得超過8 mm。每焊完一層,飛濺物等清理干凈,不得有裂紋缺陷,最終焊接完畢后,焊肉高度高于母材表面2~3 mm,取下紫銅襯墊板,再用磨光機磨平,上球面墊與安裝板接觸面方可緊密配合。
特別注意的是每層焊完后用小錘均勻錘擊,釋放焊接應力,焊縫延展后方可進行下一層的焊接。
焊后立即進行后熱保溫處理,采用電加熱板加熱至620±20 ℃,石棉被保溫、緩冷。并進行100%超聲波探傷檢查,檢查按NB/T47013-2015 標準進行,檢驗等級B級,缺陷評定等級不低于II級。
3 球鉸銷軸座安裝
3.1 球鉸找正
球鉸裝置在托圈上呈120°分布,其中兩個在出鋼側與耳軸中心線成30°夾角的位置,另一個是在裝料側與耳軸軸線呈90°的位置上,假設裝料側的球鉸中心點為a 點,與耳軸中心線成30°夾角的球鉸的中心點為b和c,在托圈上通過球鉸中心線的圓為C,圓C 與耳軸中心線在傾動側的交點為M,在非傾動側的交點為N(如圖6所示)。
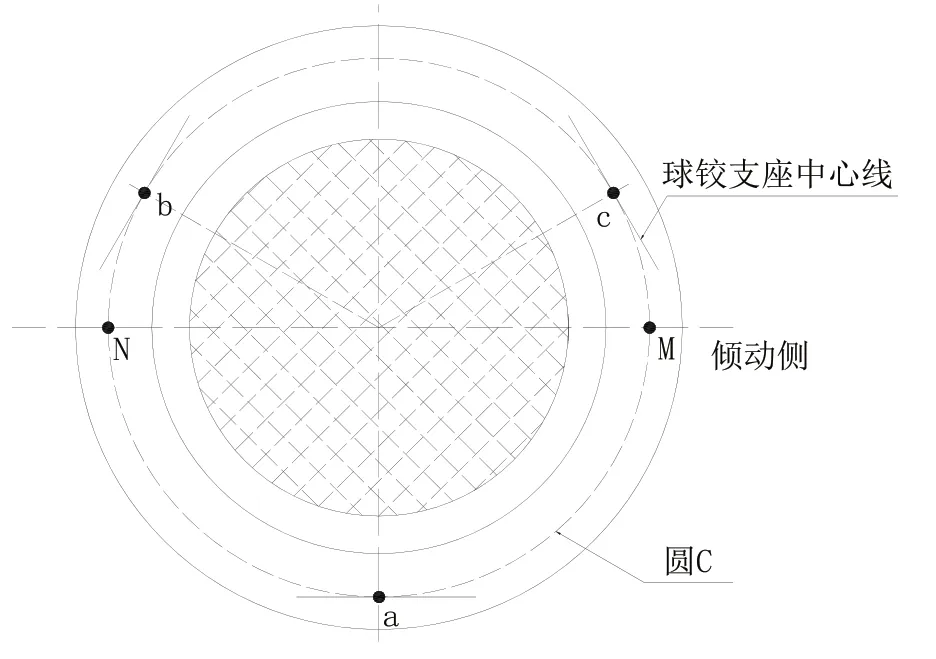
圖6 球鉸定位示意圖
從圖6 可知圓C 的直徑為7340 mm,即M、N 兩點之間的距離為7340 mm,通過計算可知M 點到a點的理論值為5190 mm,以此長度的鋼絲從M 點在出裝料側找出a 點的位置,為了更加準確,再從N 點在裝料側找出一點d,如果a點與d點重合,則a點即為裝料側球鉸的中心位置;用同樣的方法找出b 點和c 點所在的位置;a、b、c 三點確定后,在托圈上找出通過這三點與圓C 的切線,則該切線即為球鉸支座的中心線。
3.2 球鉸銷軸座安裝
按照上述定位基準要求施工。清理銷軸孔雜物并涂上少量潤滑脂,用50 t 液壓頂將銷軸壓入到位,確保三組銷軸座的銷軸孔軸心線與托圈面板、球面墊安裝板的尺寸一致,與爐體中心垂直;球餃螺栓上部球面墊與下部球面墊和爐體裝配時不得有間隙。
3.3 銷軸座焊接工藝
3.3.1 球鉸底座單邊坡口為25°,鈍邊2 mm,如圖7。
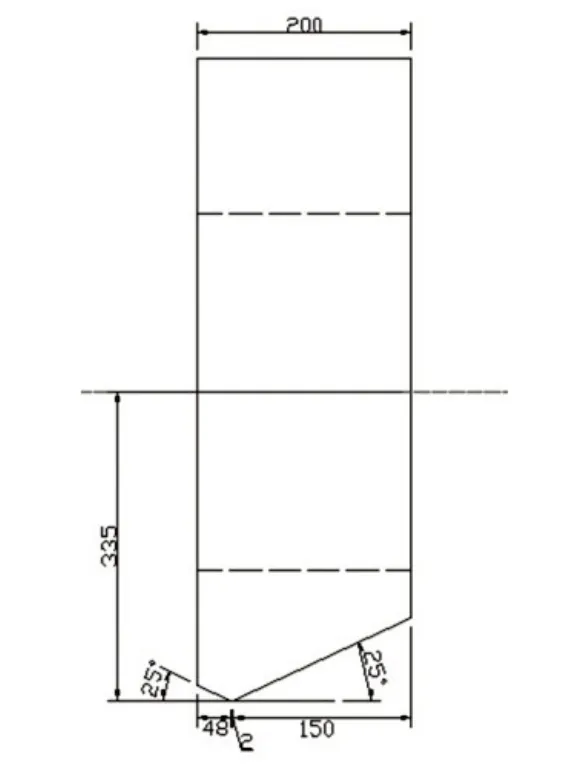
圖7 銷軸座坡口加工示意圖
3.3.2 焊接前加臨時支撐,利用30 mm 厚鋼板臨時連接銷軸座耳板,減少變形(如圖8),對稱雙面交替焊接,清理表面及四周可能影響的雜物焊渣等。
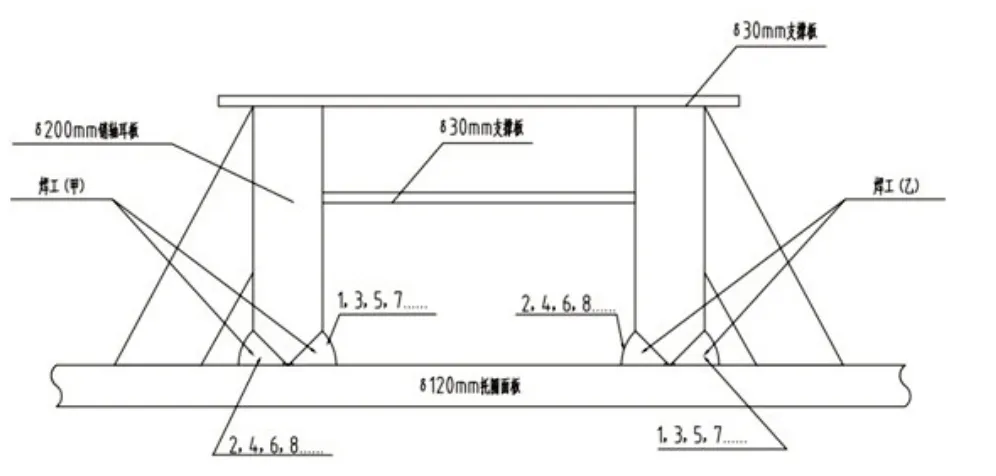
圖8 銷軸座臨時支撐
3.3.3 焊接采用CO2氣體保護焊接,多層多道焊;焊絲選用ER50-6,Φ1.2 mm。
3.3.4 采用多層多道焊接,層間溫度為250 ℃左右,每層焊縫厚度不得超過8 mm,焊角高度85~90 mm。
3.3.5 焊接結束后焊工及時進行自檢,不得有咬邊、夾渣、未熔合、氣孔等缺陷。
3.3.6 檢測至合格。
3.4 調整緊固
加潤滑脂及球鉸螺母回裝緊固。待托圈裂紋修復完成后,對球鉸螺栓與上下球面墊之間的空腔中裝滿潤滑脂,上、下球面接觸需保證轉擺靈活,并采用耐高溫潤滑脂填滿,再分別將三個球鉸螺母緊固,確保托圈與爐殼的三個吊掛預緊力相同,無卡澀現象,爐殼中心與托圈中心在同一垂線上偏差<∮6 mm。
4 結語
按照上述方案施工后經過近一年運行,沒有再發生吊掛耳軸座與托圈的撕裂,解決了重大安全生產隱患。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
