焊接接頭軌頂行車面平直度矯正設備的研發
2020-06-20 09:19:34王震峰
工程技術研究 2020年9期
王震峰
(中國鐵路蘭州局集團有限公司蘭州工務機械段,甘肅 蘭州 730050)
1 前言
在現代交通業的飛速發展中,鐵路扮演著重要的角色,無縫線路是當今鐵路建設和大修的首選,其中鋼軌焊接接頭是無縫線路最薄弱的環節,焊接低接頭是焊接質量中常見的病害。列車在焊接低接頭時會產生較大的沖擊力,產生的震動頻率比其他部位要強2~3倍,因此使得焊接接頭處的軌道破壞比其他部位要快,加快了焊接接頭處的道床變形,直接影響到線路質量,給列車運行帶來很大的危害。造成焊接低接頭的因素主要有焊接前對軌時預留量過低、打磨時打磨過量、焊后高溫下受力和線路條件不良等。從現場施工統計后的數據分析,低接頭的平直度一般在-0.05~-0.20mm,以-0.1mm的低接頭最多。《鋼軌焊接 第1部分:通用技術條件》(TB/T 1632.1—2014)要求鋁熱焊接頭平直度<0.1mm,閃光焊接頭、氣壓焊接頭平直度<0mm為低接頭。
通常處理低接頭的方案是通過打磨修正和插入短軌補焊,但是打磨修正屬于超范圍過量打磨缺陷,不符合我國鐵路標準的要求。為了有效避免在使用的過程中出現安全隱患,現階段的整治措施是插入短軌補焊,這種措施又增加了一個焊頭,無疑增加了一處無縫線路的薄弱環節,而且增加整修的成本。最主要的是補焊施工面臨安全方面的一系列問題,從整體的施工代價考慮不劃算。
從安全和成本的角度分析,熱矯正的方案為最佳選擇。高溫狀態下鋼的塑性和韌性都很好,適合鋼的機加工。現提出焊接接頭軌頂行車面平直度矯正設備的研發,該設備由加熱和矯正兩部分組成,從現場施工安全和用工的角度綜合考慮,這類設備在使用的過程中具有操作便捷、設備輕便、作業快捷、操作人員較少等優點。
2 設計思路
低接頭矯正設備要求便攜、操作簡單,機具體積和重量應當盡可能地小。在整修焊頭中使用加熱技術能夠盡可能減少和避免出現裂縫現象。即便是在加熱的過程中鋼軌的強度會降低,但是鋼軌自身的橫截面積較大,橫截面積自身的形狀參數較為復雜,在進行作業和校正的過程中對于小型設備的要求較高,現階段的設備情況和參數都很難滿足當下的建設需求。究其原因,主要有以下幾個方面:(1)小型設備支點距離較小,在相同彎矩條件下,需要加載更大的力;(2)小型設備整體強度要達到矯正鋼軌焊縫接頭的條件需要加厚整體型材的厚度;(3)小型設備進行鋼軌矯正的動力設備在保證動力充足的情況下應盡可能地減小體積和減輕重量。
為了解決以上問題,應做到:(1)矯正設備支點距離在滿足便攜性和體積小的前提下應盡可能地大,綜合考慮枕木間的距離及現場各方面條件,將支點距離設定為350mm;(2)在計算出矯正力后應對薄弱環節強度進行校驗,如果不達標應進行加厚和加固處理,在強度校驗中應加入安全系數,避免在使用中發生斷裂;(3)動力設備小型化需要在設計中加上省力結構,省力結構在這里選擇楔形頂升結構,楔形頂升結構簡單、可靠度高,適用于所需力量較大的設備,符合此設計的要求。在動力設備中選擇手動液壓千斤頂,體積小巧,動力經過楔形頂升結構放大符合動力要求。整體設計3D圖形如圖1所示。
3 加熱溫度和方法的選擇
為了不改變鋼軌的晶相結構,鋼軌加熱溫度在700℃左右,這個范圍的溫度下,鋼的晶相基本無變化,而且鋼軌塑性增加,強度降低,矯正裝置施加壓力小,有利于矯正,從而減小矯正裝置的體積和減輕重量。
加熱方法:采用1把鋁熱焊噴槍對軌頭、軌腰及軌底進行環繞加熱,加熱方式如圖2所示。
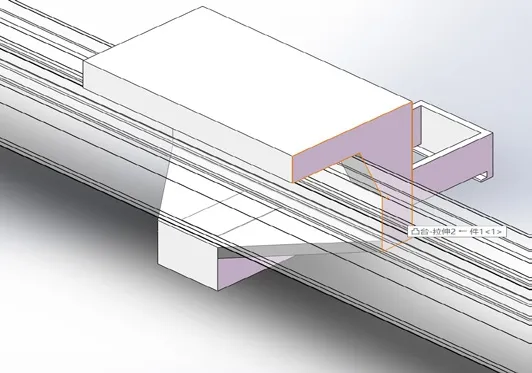
圖1 鋼軌低接頭矯正設備支架設計3D圖形
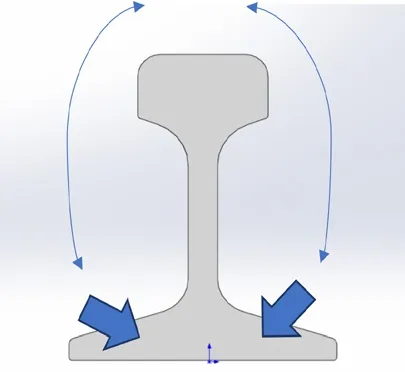
圖2 鋼軌軌頭軌腰及軌底加熱方式圖示
4 矯正力計算
矯正裝置對鋼軌施加一定的壓力使鋼軌發生彈性和塑型變形,并使鋼軌保持住熱變形量,減少回彈,從而達到矯正鋼軌的效果。鋼軌在豎直方向整體變形量為低接頭的塌陷量加上矯正后接頭拱起量,那么整體變形量定為0.3mm,本身加熱會產生一定的變形量,矯正裝置所需要施加的壓力也將大幅度降低。
當溫度加熱到700℃時,鋼軌的屈服強度σs700根據公式(1)計算:

鋼軌的彈性模量E700根據公式(2)計算:

鋼軌的彈性極限彎矩Mt根據公式(3)計算:

鋼軌在矯正過程中總受力F根據公式(4)計算:

鋼軌在矯正過程中塑型變形力Fs根據公式(5)計算:

鋼軌在矯正過程中最大彈性力F0根據公式(6)計算:

式中:δ為鋼軌的總變形量;δ0為鋼軌的最大彈性變形量;E為鋼軌的彈性模量;I為鋼軌截面對中性軸的慣性矩;2l為工件矯直的支點跨距。
以最常用的 U75V 60N為例,σs20=600MPa,E=210GPa,I=3217cm4,l=175mm,y=95mm,δ-δ0=0.3mm。
計算可得:

5 斜楔頂升比和動力設備選擇
為了減小矯正設備整體體積,選用斜楔頂升進行力的放大,放大比與動力設備輸出最大力的乘積為矯正設備的最大輸出力。矯正需要574723N的力,那么矯正設備輸出最大力為600kN左右,考慮各方面因素選定放大比為22倍,動力輸出設備千斤頂為3t。矯正設備輸出最大力為660kN,符合要求且有一定的余量克服機械機構中的摩擦力。經計算,矯正設備輸出最大力時,矯正設備各部位強度能達到要求且有一定余量。
6 矯正設備應用情況
6.1 試驗情況
選取10組鋼軌氣壓焊低接頭進行試驗,試驗數據如表1所示。
實驗結束焊接接頭恢復到常溫時,對10組試驗焊接接頭進行落錘試驗,在5.2m落錘實驗中,10組焊接接頭均未出現斷裂現象。
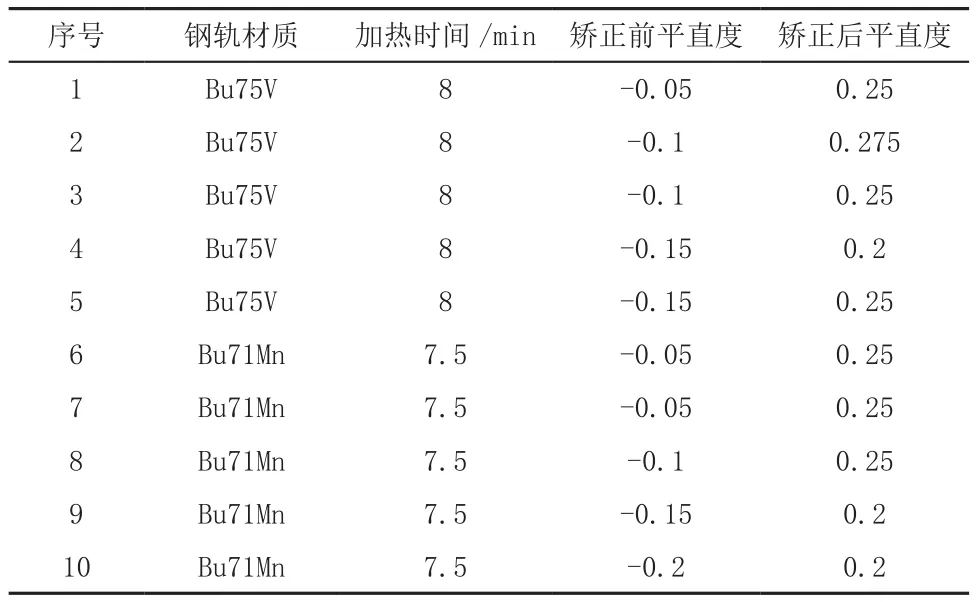
表1 鋼軌氣壓焊低接頭加熱實驗
6.2 試驗現場
5.2m焊接接頭落錘實驗現場圖如圖3所示。

圖3 5.2m焊接接頭落錘實驗現場圖
7 結論
鋼軌平直度矯正設備在低焊頭的矯正中具有良好的使用效果,并且能夠有效降低整體工程運行對資金的消耗和成本預算,在不影響整體焊接的質量情況下能夠順利地對接頭校正并且達到《鋼軌焊接 第1部分:通用技術條件》(TB/T 1632.1—2014)中的平直度要求。相比于傳統的整修方案,鋼軌平直度矯正設備在使用的過程中能夠快速地處理低接頭問題和打磨過量缺陷,并且能夠將人力資源和物力資源的消耗降低到最小,同時也避免了補焊引入的另一個薄弱環節。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中華詩詞(2020年1期)2020-09-21 09:24:52
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
