同徑異速蛇形軋制彎曲曲率建模分析與研究
2020-06-29 03:02:54黃金博甄濤衛垚宇江連運
重型機械 2020年4期
黃金博,甄濤,衛垚宇,江連運
(太原科技大學 機械工程學院,山西 太原 030024)
0 前言
制造業是國民經濟的主體,是立國之本、興國之器、強國之基。高強寬厚板廣泛用于建筑工程、機械制造、船舶、核電、海上平臺和壓力容器等高端裝備領域,是一種非常重要的結構材料[1]。高強、特厚鋼板存在著由心部變形不充分而導致心部力學性能偏低的問題,為改善心部力學性能,一般采用提高總壓縮比的方式來提高心部變形[2]。但受軋機能力和坯料尺寸的限制,壓縮比難以達到要求而出現心部變形不充分、內部裂紋無法愈合和組織性能不均勻的問題,已經成為提高厚板質量的關鍵技術瓶頸。蛇形軋制綜合了異步軋制的強變形滲透作用以及板形調控能力[3],為解決厚板心部變形不充分的問題指明了方向。
在非對稱軋制過程中,變形區域內存在較高的剪應力,有利于使變形滲入中心部位,改善中心變形。M.Wroński[4]研究了非對稱軋制鈦的微觀結構、晶體結構和殘余應力,結果表明非對稱軋制細化了金屬的微觀織構。A. Pesin[5]研究了非對稱軋制過程。結果表明,剪切應變在非對稱軋制鋁合金的晶粒細化中起著關鍵作用。B.F. Li[6]測試了非對稱軋制復合材料的微觀結構和性能。結果表明,非對稱軋制后鋁基體的平均晶粒細化并提高了硬度。
非對稱軋制具有改善中心區域板變形的能力,但是由于上、下工作輥的線速度不同,將出現彎曲問題。Mousavi[7]通過有限元方法模擬了非對稱薄板的軋制。在其工作中,研究了工作輥速度失配對彎曲曲率、軋制力和軋制扭矩的影響。L. Hao[8]通過有限元模型研究了不同軋制半徑引起的非對稱軋制后的彎曲曲率,并通過實驗研究了軋制半徑失配作為彎曲曲率控制方法的有效性。Qwamizadeh[9-10]通過主應力法研究了非對稱薄板軋制后的彎曲曲率。
蛇形軋制兼備增強厚鋼板中心變形并保持厚鋼板形狀的優點,引起了許多學者的關注。S.Y. Li[11]和G.F. Xu[12]研究了蛇形軋制后鋁合金板的組織和織構,證實蛇形軋制可以細化鋁合金板中心的晶粒尺寸并改善機械性能。T.Zhang和J.X. Yang[13-16]通過數值和實驗方法分析了蛇形軋制過程中鋁合金板的變形行為和溫度分布。研究了軋輥偏移,壓下量和異速比對彎曲行為和塑性應變在厚度方向分布的影響。由于中性點位置的不同,蛇形軋制變形區組成會有不同[17-18],目前已有的曲率解析模型并不適用。因此,有必要根據變形區的組成,建立蛇形軋制彎曲曲率解析模型。
1 蛇形軋制模型
為了建立蛇形軋制的力學模型,本文提出假設:
(1)厚鋼板的寬厚比很大,寬展相對很小可以忽略不計,因此塑性變形可以簡化為平面應變問題。
(2)與鋼板相比,工作輥的變形可以忽略,因此工作輥可以設置為剛體。所軋制的材料符合Von Mises屈服準則。
(3)上、下工作輥的直徑相同,上工作輥的線速度小于下工作輥的線速度。且軋件在通過輥縫時,同步咬入。
圖1為蛇形軋制塑性變形示意圖,其中坐標系原點位于上工作輥拋出點,x軸方向與軋制方向相反。由于上、下工作輥存在錯位量及表面線速度不同,所以上、下工作輥的中心點的位置也不相同。因此,蛇形軋制變形區可分為四個不同的區域,如圖2所示。

圖1 蛇形軋制示意圖

圖2 變形區中基元體的受力情況
(1)當上工作輥中性點位于輥縫入口內,下工作輥中性點位于輥縫出口內,此時變形區由I、II、III和IV四者組成。
(2)當上工作輥中性點位于入口內,下工作輥中性點位于輥縫出口以外,此時變形區由I、II和IV三者組成。
(3)當上工作輥中性點位于輥縫入口外,下工作輥中性點位于輥縫出口外,此時變形區由II和IV組成。
1.1 屈服準則
變形區內任意一點服從Von Mises屈服準則,平面應變條件下可得
(1)
(2)
式中,c1和c2為引入系數[19],在搓軋區c1=c2=1,在其他區c1=c2=0.5。

可得
(3)
1.2 塑性變形區單位壓力
由于上、下軋輥半徑相等R1=R2=R,軋板上下部分的厚度變量可表示為
(4)
于是得到軋板總厚度變量
h=h0+[x2+(x-d)2]/2R
(5)
變形區單元在水平方向的受力平衡方程為
d(σxh)+(p1tanθ1+p2tanθ2-e)dx=0
(6)
I區內的受力具有以下關系
p1=p-1tanθ1,p2=p-2tanθ2,e=1+2,代入(6)并對其中x積分可得I區內的單位壓力為
(7)

II、III和IV區受力關系分別為
p1=p+1tanθ1,p2=p-2tanθ2,e=2-1;
p1=p+1tanθ1,p2=p+2tanθ2,e=-1-2;
p1=p+1tanθ1,p2=0,e=-1。
同理可得II、III和IV區內的單位壓力分別為
1.3 剪切應變引起的彎曲曲率
根據流動準則,軋板上、下部分的剪切應變的微分可表示為
(9)
考慮軋輥間隙中上、下部平均值的情況,可得
(10)


CII(x=xn1)=CII(x=xn2)
(11)
軋制過程中的金屬材料體積保持不變,因此
(12)
聯立式(11)和式(12)即可求得xn1和xn2。
I區軋板上、下部分的剪切應變方向相反,單元剪切應變可表示為dλI=(dλxy2-dλxy1)/2。同理II、III和IV區單元剪切應變分別為:dλII=(dλxy1+dλxy2)/2,dλIII=(dλxy1-dλxy2)/2,和dλIV=dλxy1/2。因此,軋板在I、II、III和IV區內的角位移可以通過式(13)計算
(13)
(14)
(3)當變形區由II和IV組成。整理可得II和IV區角位移分變為
(15)

1/r1=αT/l
(16)
1.4 軸向應變引起的彎曲曲率
根據流動準則,軋板上、下部分在x方向上的應變微分可表示為
(17)
對式(17)分別在(0,h1)和(-h2,0)范圍上積分,因此軋板上、下軸向應變差所引起的彎曲曲率可由下式計算得到
(18)
式中,C為相關系數,與板厚H和偏移量d有關。
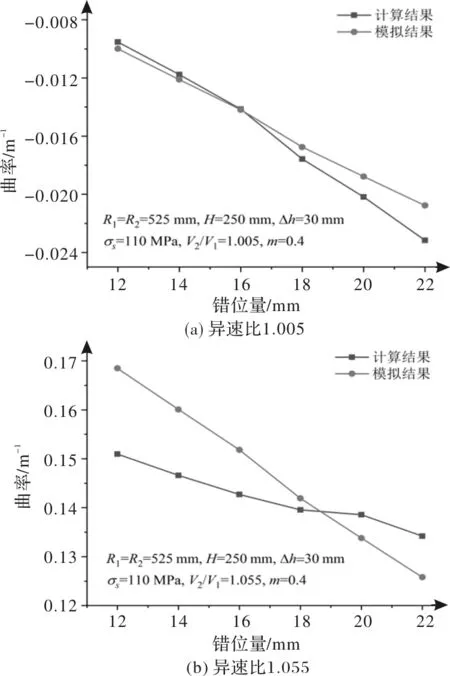
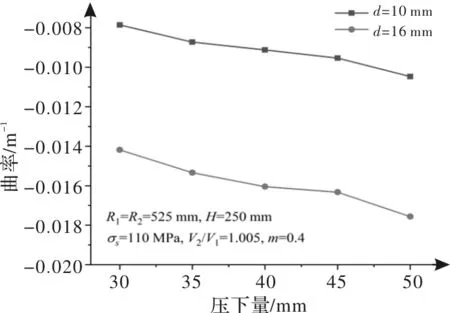
當四個區域存在時,0 軋板總的彎曲曲率為剪切應變引起的彎曲曲率和軸向應變引起的彎曲曲率之和,即 1/r=1/r1+1/r2 (19) ANSYS LS-DYNA為顯示動力分析有限元程序,可用于金屬塑性成形模擬[20-21],因此使用該軟件來模擬同徑異速蛇形軋制的過程。由于本模型忽略寬展,模擬采用二維模型。模擬所需數據如表1所示。最后得出不同參數的變化對彎曲曲率的影響情況。 表1 軋制參數 將數值模擬的彎曲曲率與理論計算的曲率結果進行對比,如圖3所示。由圖3可以看出,當異速比分別為1.005和1.055時,最小相對誤差分別為0.3%和1.7%,最大相對誤差分別為10.4%和11.6%。與數值模擬相比,所建立模型的相對誤差小于12%,此精度在當前條件下可以滿足工藝需要。 圖3 數值模擬與理論計算結果對比 如圖4所示為不同錯位量對彎曲曲率的影響,圖4a是異速比為1.005時不同錯位量下的彎曲曲率。此時,根據計算的xn1和xn2,變形區域由四個區域(區域I,II,III和IV)組成。當異速比較小時,板向下彎曲,計算出的曲率值為負。曲率的絕對值大小隨錯位量的增加而增加,表明板向下彎曲的幅度越大。 圖4b是異速比為1.02時不同錯位量下的彎曲曲率。此時,根據計算出的xn1和xn2,變形區域由三個區域(區域I,II和IV)組成。當錯位量較小且壓下量為30 mm時,板向上彎曲,然后隨著錯位量的增加而向下彎曲。當壓下量為50 mm時,隨著錯位量的增加,板向下彎曲趨勢更加明顯。 圖4c是異速比為1.055時不同錯位量下的彎曲曲率。此時,根據計算出的xn1和xn2,變形區域由兩個區域(區域II和IV)組成。此時曲率值為正,表示板向上彎曲。曲率隨著錯位量的增加而減小,軋板向上彎曲幅度減小。 圖4 不同錯位量對彎曲曲率的影響 圖5所示為當上、下工作輥的線速度分別為1.30~1.43 m/s和1.30 m/s時,本文建立的模型計算出的彎曲曲率。對于給定的錯位量,隨著異速比的增加,曲率從負變正,并且當異速比達到一定值后,曲率值幾乎保持相同。軋板從向下彎曲逐漸變為向上彎曲,并且在異速比達到一定值后保持不變。 圖5 不同異速比對彎曲曲率的影響 圖6所示為壓下量分別為30 mm、35 mm、40 mm、45 mm和50 mm時的彎曲曲率。從圖6可以看出,曲率值的絕對值大小隨壓下量的增加而增加,在圖中所示參數的設置下,板向下彎曲。因此,壓下量可以使板在相同條件下更彎曲。 圖6 不同壓下量對彎曲曲率的影響 圖7顯示了當初始板厚分別為150 mm、200 mm、250 mm、300 mm和350 mm時的板曲率。從圖7可以看出,曲率值的絕對值隨著初始板厚的增加而減小。在圖中所示參數的設置下,板向下彎曲。在相同條件下,若初始板厚越厚,板材更不易彎曲。 圖7 初始板厚對彎曲曲率的影響 (1)利用主應力法根據變形區的不同組成,建立了用于計算相同輥徑的蛇形軋制彎曲曲率的解析模型。由于應變沿厚度方向的不均勻性,數值結果與理論結果之間存在偏差,但可以控制在0.3%~12%以內,驗證了解析模型的準確性。 (2)剪切應變引起的彎曲曲率會使板向上彎曲。而由軸向應變引起的彎曲曲率可使板向下彎曲。隨著異速比的增加,變形區域的組成將從四個區域,三個區域變為兩個區域。在給定的錯位量下,曲率值會隨著異速比的增加而從負變為正,并且在達到一定的異速比后不會改變。 (3)錯位量、異速比、壓下量和初始板厚會對彎曲曲率產生一定的影響。該模型為基于板材的一定曲率要求的工藝參數優化提供了依據,可為工藝參數的設置提供重要參考。1.5 總的彎曲曲率
2 結果討論與分析





3 結論
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
