復雜電纜柔性化布線系統研究
2020-07-07 22:03:15譚元英
裝備維修技術 2020年30期

摘 要:本文闡述了電纜的重要性及現階段的生產加工窘境,對其能實現布線等瓶頸工序智能生產的柔性化系統進行研究,著重介紹了系統的整體組成部分,詳細描述了該系統的整機結構、軟件系統及工作原理,為推進電纜生產的自動化、智能化有著重要意義。
關鍵詞:電纜;柔性化;布線
1 引言
復雜電纜作為武器及設備的控制神經中樞,是電子產品的重要組成部分,是連接系統內或系統之間各種儀器的橋梁,電纜組件能否精確無誤地將每個信號指令傳遞到各儀器中,關系著整體產品是否運行正常。如果把每臺儀器比作一個神經單元,那么各儀器之間的電纜組件就如同神經網絡一樣,星羅密布、縱橫交錯。物理上,它是由一定類型與規格的導線和電連接器經過相應工藝要求加工而成的成套電纜
目前,在小批量定制化的電纜組件制造過程中,除了剪線、下線等少部分工序實現了自動化生產以外,其余都屬于手工制造的加工狀態,但國外很多公司如博世、上銀等已經投入大量人力、物力去實現電纜組件的自動化加工水平,并都取得了一些階段性進展,因此,提高國內電纜組件整體的自動化生產制造加工水平,提高自身在行業中的競爭力,已經迫在眉睫。
2 復雜電纜柔性化布線技術研究
2.1復雜電纜柔性布線整體布局
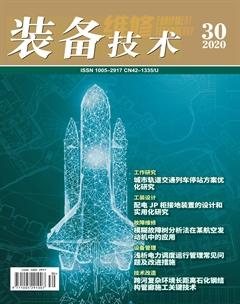
智能布線一體機的功能主要由結構設計、智能布線軟件系統和電氣控制等三方面構成。其中,整個設備的機械整體結構主要由放線機構(導線庫)、貼標簽機構、導線中轉機構、布線頭機構、印標簽機構、四軸龍門機構、布線輔助線夾庫、布線平板、機架等組成。布線系統的軟件體系框架主要由線纜數據信息、軟件平臺、功能應用和交互層等四個部分構成。而電氣控制系統主要運用多軸聯動技術實現布線頭的運動軌跡控制。其具體功能框架如下圖所示。
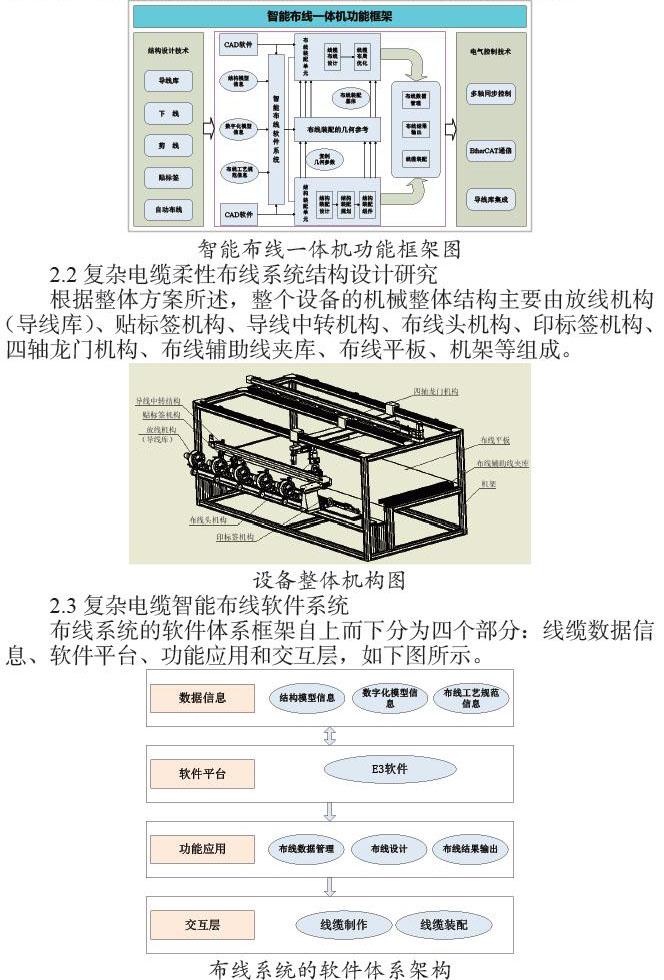
2.2復雜電纜柔性布線系統結構設計研究
根據整體方案所述,整個設備的機械整體結構主要由放線機構(導線庫)、貼標簽機構、導線中轉機構、布線頭機構、印標簽機構、四軸龍門機構、布線輔助線夾庫、布線平板、機架等組成。
2.3復雜電纜智能布線軟件系統
布線系統的軟件體系框架自上而下分為四個部分:線纜數據信息、軟件平臺、功能應用和交互層,如下圖所示。
2.4復雜電纜柔性化布線系統工作原理
根據下線、剪線、貼號、布線四道工序的工作特性,該設備運行分為準備階段、運行階段、收線階段三部分組成。
第一部分,準備階段
準備階段過程可分為線料準備、布線路徑規劃、導線特征設定三個部分。
1)線料準備:該階段需人工將一盤盤導線安放到放線架上,在安放的過程中需要對每一個放線架的導線規格型號進行綁定確認(可以采用掃描二維碼的方式將導線與放線架綁定,這樣可以很大程度上避免下錯導線的問題出現),設備將自動把放線架與導線的綁定信息存在到設備信息系統中,
2)布線路勁規劃:工藝人員或操作者根據客戶的訂單要求,設計并繪制電纜組件的路線圖,并將該圖紙按照規定的格式導入到設備路徑生成系統中,設備路徑生成系統將自動識別路線圖,并產生路徑及各個節點(這里節點是指連接器插頭序號)的坐標。
3)路徑生成系統自動產生的路徑圖及各個節點的坐標
路徑生成的節點坐標
5)導線特征設定,操作人員將每一根所需布置的導線兩頭所對應的節點(這里節點是指連接器插頭序號)及所要貼的對應標簽、所要經過的路徑節點、導線長度、導線型號和線架號(在設定導線型號和線架號時,系統將自動將設定的導線型號、線架號與線料準備階段所產生的導線型號線架號綁定信息進行比對,防止線料下錯的問題發生)等信息進行設定,特征設定的模式:
第二部分,運行階段
設備在自動布線過程中,自動選擇相對應的放線架、貼對應的標簽、剪設定好的長度、安裝規定好的布線路徑進行布線。
第三部分,收線階段
人工將布好的電纜,用手持式扎線機將各個節點安裝順序綁扎好電纜即可。
總結
該系統實現了復雜電纜的在剪線、下線、布線、貼標簽等相關工序的自動化、智能化生產,對推動復雜電纜自動化、智能化生產有著重要意義
參考文獻:
[1] 《人機工程學》,丁玉蘭主編,2005,北京理工大學出版社
[2] 《機械設計基礎》,沈樂年、范珍良等編,2005,清華大學出版社
[3] 《機械設計使用機構與裝置圖冊》,(美)Neil Sclater,Nicholas P.Chironis,2012,機械工業出版社
作者簡介:
譚元英(1985-12)男,湖南安仁人,碩士研究生,工業設計專業,中級工程師,研究方向:非標自動化設計。
(貴州航天電器股份有限公司,貴州 貴陽 550000)