劣弧圓柱面上向心圓周孔的加工
2020-07-16 04:05:48馬建斌戴廣永
航天制造技術 2020年3期
關鍵詞:測量
馬建斌 張 剛 戴廣永
劣弧圓柱面上向心圓周孔的加工
馬建斌 張 剛 戴廣永
(天津航天機電設備研究所,天津 300458)
航天小批量生產中劣弧圓柱面上向心圓周孔的生產加工存在準備時間長,孔位精度不易保證,檢測結果隨機誤差大的問題。以角盒產品為例,分析了零件的結構特點和加工難點,介紹了劣弧圓柱面鏜孔的裝夾定位方法和鏜孔刀位點的坐標計算方法,最后提出角盒產品劣弧圓柱面上孔位精度的檢驗方法。采用誤差分析原理對檢測數據分析,孔位測量數據符合3σ準則,使用該工藝方法加工的孔位精度能滿足零件設計指標要求。
劣弧;圓柱面;向心圓周孔

1 引言
航空航天產品以單件和小批量生產為主,生產中經常遇見一類在圓柱面上加工安裝接口孔的零件產品。如果在加工產品的外型輪廓后,使用專用的工裝裝夾工件繼續鏜孔,則要求工裝的設計和制造精度比產品精度更高,工裝的生產、精度檢測和在機床上裝配調整必然占據較長的生產準備時間。
本文提出一種使用坐標鏜床加工圓柱面孔系的加工方法,該方法在單件和小批量生產中能有效縮短該類型零件產品的生產準備時間,加工精度能滿足零件的設計精度要求。
2 角盒零件的結構及加工難點
如圖1所示,角盒零件外形尺寸為230.71mm×60mm×65mm,壁厚最薄位置為2mm。在端面分布12-M5螺紋孔,在R185mm 的圓柱表面上,分布著12-5.5mm孔,位置精度為±0.5°。
角盒零件存在以下加工難點:
a. 材料為鋁合金2A14T6,屬于特硬鍛鋁,在薄壁及弱剛度位置容易變形[1]。
b. 12-5.5 mm孔為安裝接口,與端面12-M5螺紋孔存在關聯關系,12-5.5mm孔位置影響兩個鉸鏈機構和1個電機支架在端面上的安裝位置,因此,需要分清各工序之間的加工基準并進行基準轉換,保證不同表面上的多個孔系之間的相對位置精度[2]。
c. 測量難度大,185mm的圓柱面軸線位置受到采點位置及圓柱面型面輪廓度誤差影響較大,測試的準確度不高。
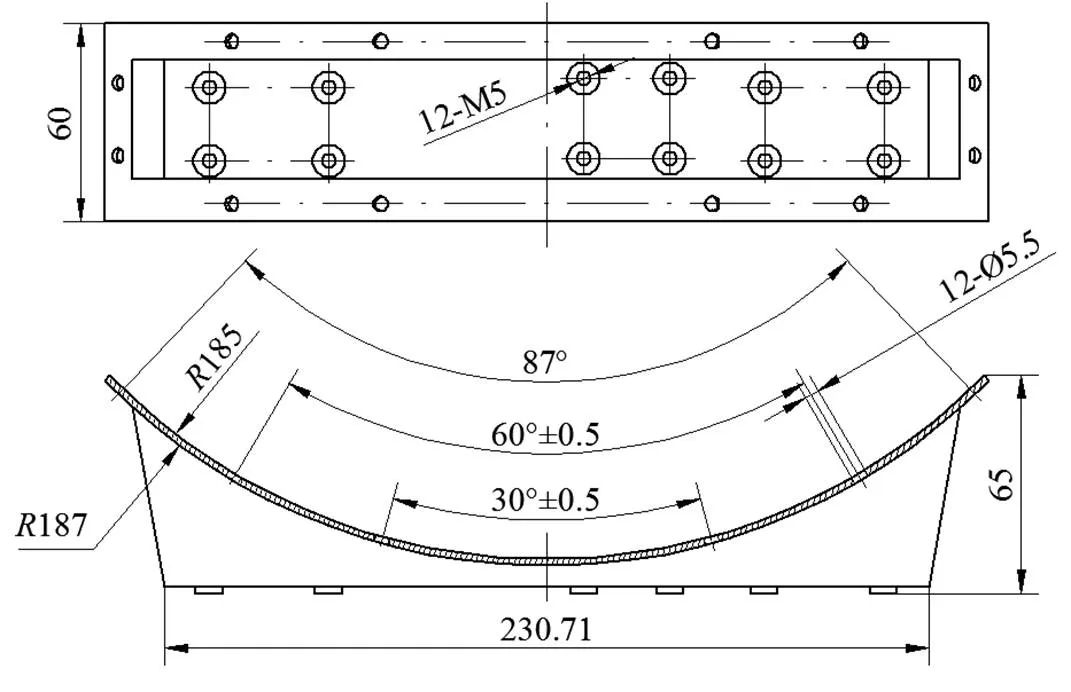
圖1 角盒零件設計圖
3 工藝過程設計
3.1 加工策略
為了消除加工硬化及材料內部殘余應力,加工過程分為粗加工和精加工兩個階段,中間安排一次人工去應力退火工序,減小零件變形對加工精度的影響[3]。工藝路線為:粗加工、去應力退火、精銑外形內腔、鏜孔、去毛刺、攻螺紋[4]。本文主要研究圓柱面上5.5mm圓孔的加工。
3.2 劣弧圓柱面鏜孔過程控制及坐標計算
3.2.1 裝夾及機床對刀
如圖2所示,找正裝夾,千分表固定于機床主軸,打表找正角盒底面與鏜床的軸平行,找正誤差小于2μm;壓板壓緊工件,控制壓板壓緊力,避免工件發生較大形變。
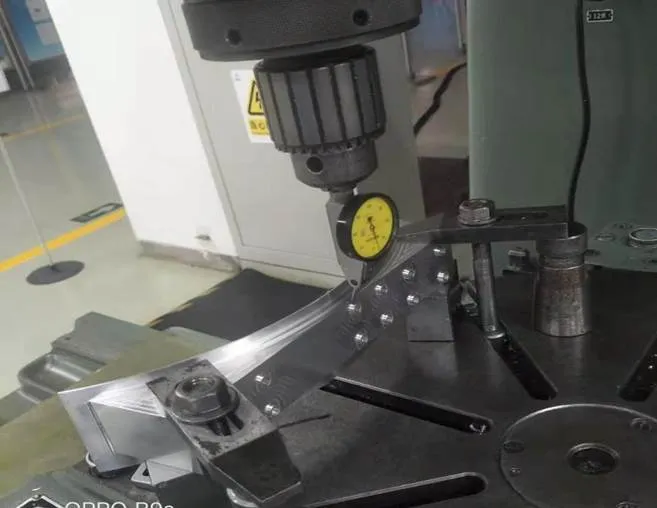
圖2 角盒鏜孔裝夾方式
回轉機床主軸,千分表掃描轉臺中心孔的輪廓[5],保證千分表的擺動小于2μm,讀取光學坐標鏜床的坐標值,記錄轉臺中心孔0(0,0)的值。
3.2.2 計算圓弧中點1坐標
如圖3、圖4所示,尋邊器在靠近圓弧起始位置任找一點1(z1, y1),向右平移尋邊器獲取對稱位置2(z1, y2),計算求出中點坐標3(z1, 0.5×y1+0.5×y2)。
沿著-方向移動尋邊器,獲得1(1,0.5×y1+0.5×y2)。
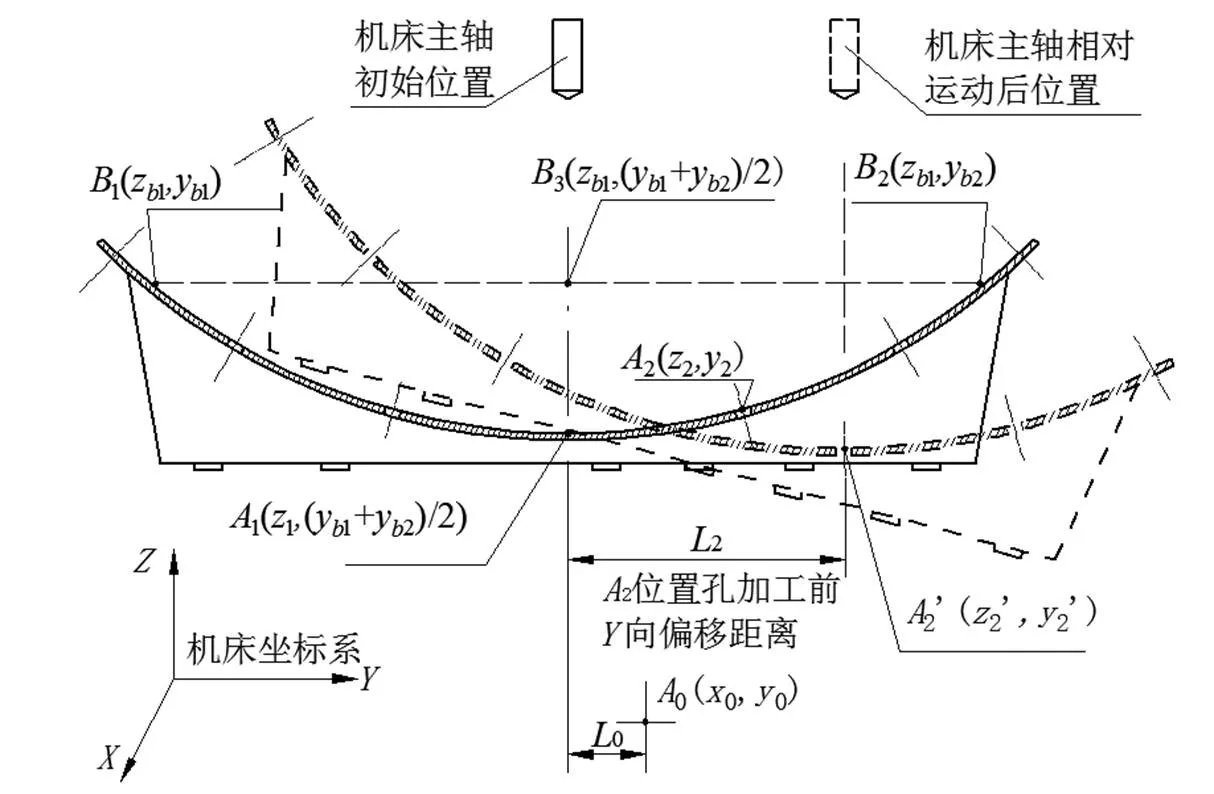
圖3 A2孔加工過程坐標計算圖

圖4 尋邊器獲取B1、B2位置坐標值
3.2.3 工裝準備
主軸移動到換刀位置,更換5.5mm的鉆頭。轉臺整體翻轉90°,使主軸與31連線共線。旋轉分度盤15°(圖1所示30°的一半),使主軸與2孔的軸線平行。
3.2.42孔位對正機床主軸并鏜孔
如圖3所示,利用AUTOCAD軟件1∶1制圖,以0為中心旋轉零件,使2孔軸線平行于主軸方向,測量旋轉以后圖中2′上邊緣點距離圖中13直線的距離2。向偏移工作臺距離2,使主軸對正2孔軸線鏜孔,控制走刀速度保證孔的尺寸精度。
3.3 其余孔位加工
以0為中心旋轉分度盤,使各孔的軸線方向與鏜床主軸方向一致,重復本文3.2.4節的步驟計算其余各孔偏移坐標值,依次完成其余各孔的加工。
4 產品精度檢測
4.1 檢測方法
如圖5中所示,在三坐標測量儀上,以185mm的圓弧采點,計算,擬合圓心位置,每次采點位置不同,第一次計算出的圓心位置為1,第二次為2,第三次為3,第四次計算出的圓心位置為4,對四次測量的圓心位置繪制最小包絡圓,以最小包絡圓的圓心位置作為185mm的圓弧平均圓心位置[6]。
在185mm和187mm的圓弧面中間平分圓柱面(圖示R186圓柱面)上,采樣計算各5.5mm孔的位置1,2……6,1,2……6分別與點的連線值即為各5.5mm孔的分布角位置,計算得出30°,60°,87°轉角的測量值,如表1所示。
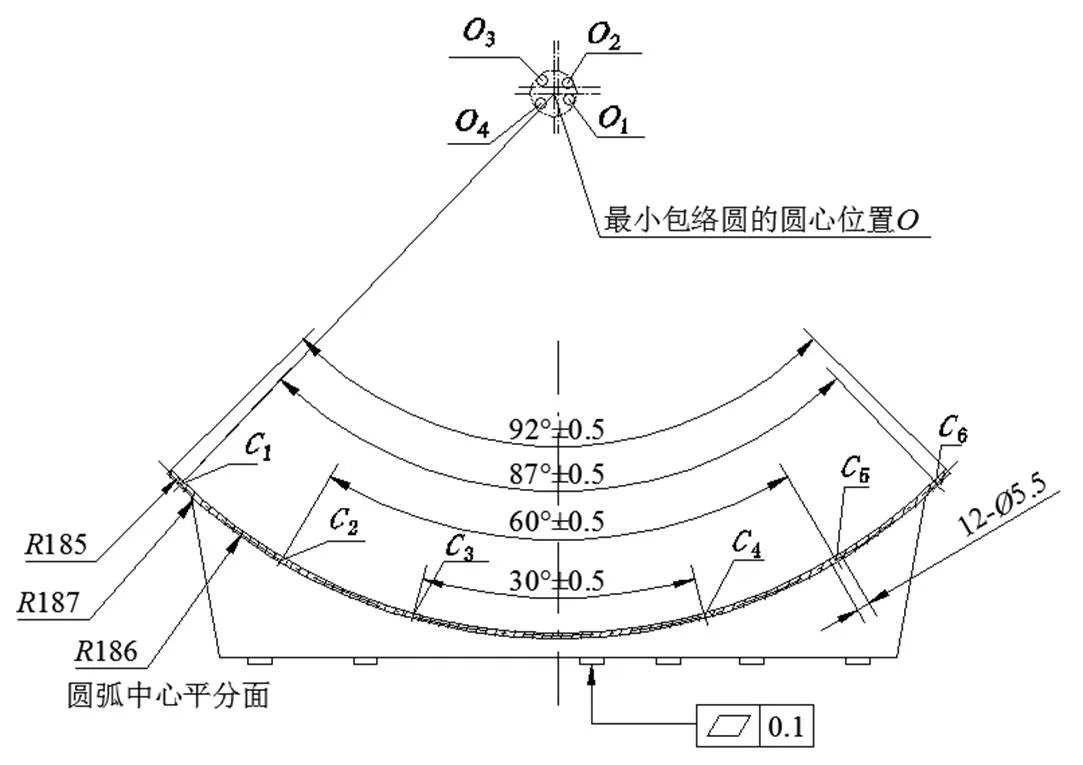
圖5 角盒孔位檢測示意圖
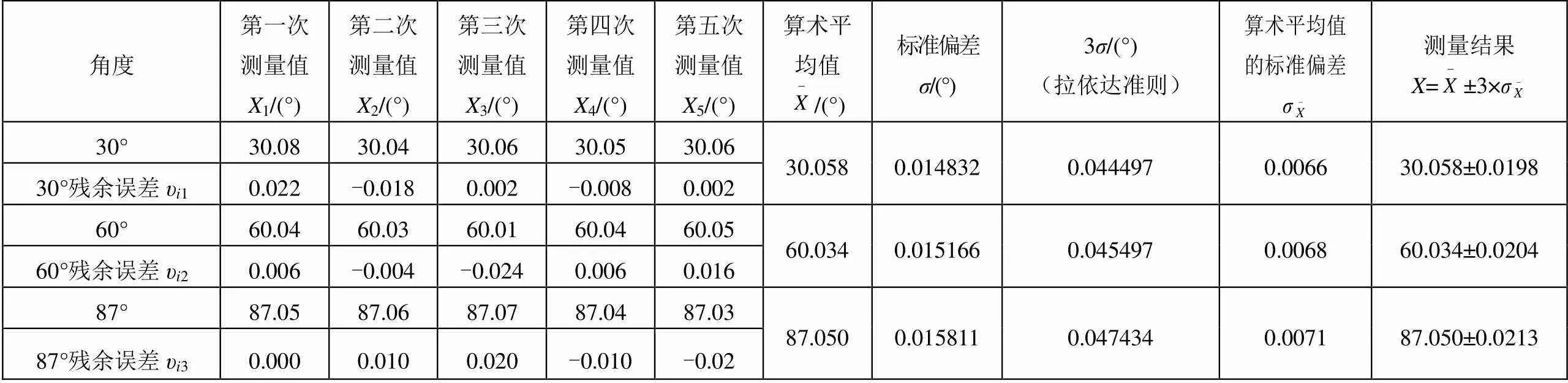
表1 C1,C2……C6孔的角度測量結果
4.2 測量結果分析

圖6 殘余誤差散點圖
a. 將表1所示的殘余誤差υ1,υ2,υ3制作成圖6所示的散點圖,依據殘余誤差觀察法,得出測量出的數據無顯著的變化規律,沒有線性系統誤差或者周期性系統誤差,因此使用該方法測量的數據不存在系統誤差[7]。
b. 用3準則判斷,所有測量數據的殘余誤差絕對值∣υ∣<3,所以角度的測量數據不存在粗大誤差[8]。
c. 使用本加工和檢測方法,該工件的測量結果為30.058°±0.0198°,60.034°±0.0204°,87.050°±0.0213°的可能性達到99.73%[8]。
5 結束語
從工件找正對刀過程和檢測數據分析過程得出,借助坐標換算法加工劣弧圓柱面的向心孔時,要求劣弧圓柱面結構剛性好,圓柱面的形狀誤差足夠小,這是該加工方法正確使用的前提條件。
借助坐標換算方法,加工出的劣弧圓柱面的向心孔位置度能滿足加工精度要求,能有效縮短生產準備時間,在單件小批量生產中有顯著的生產優勢。
1 韓杰. 鈦合金相機結構零件的精密加工[J]. 航天制造技術,2005(1):43~46
2 尹成湖,周湛學. 機械加工工藝簡明速查手冊[M]. 北京:化學工業出版社,2015
3 王茂元. 機械制造技術基礎[M].機械工業出版社,2010
4 王啟平. 機械制造工藝學[M].第5版. 哈爾濱:哈爾濱工業大學出版社,2005
5 王建平,黃登紅. 數控加工中的對刀方法[J]. 工具技術,2005,39(2):73~74
6 周湛學,趙小明. 機械零件加工精度測量及實例[M]. 北京:化學工業出版社,2015
7 李云雁,胡傳榮. 試驗設計與數據處理[M].第2版. 北京:化學工業出版社,2008
8 廖念釗. 互換性與技術測量[M]. 第4版. 北京:中國計量出版社,2000
The Machining of Centripetal Circular Hole on Cylinder Surface with Inferior Arc
Ma Jianbin Zhang Gang Dai Guangyong
(Tianjin Institute of Aerospace Mechanical and Electrical Equipment, Tianjin 300458)
In the small batch aerospace production processing of centripetal circular holes on the inferior arc cylinder, there are many processing problems, such as long preparation time, difficult to guarantee the accuracy of hole position, and large random error of test results. Taking the angle box product as an example, the structural characteristics and machining difficulties of the parts are analyzed. The fixing and positioning method of the boring with the inferior arc cylindrical surface and the coordinate calculation method of the boring tool positiont are introduced. Finally, the inspection method of the hole position accuracy on the inferior arc cylinder surface of the angle box product is proposed. The principle of error analysis is used to analyze the test data. The measured data of hole position meets the criterion of 3 σ. The accuracy of hole position processed by this technology can meet the requirements of design index.
inferior arc;cylindrical surface;centripetal circular hole
馬建斌(1984),工程師,機械電子工程專業;研究方向:復雜結構類、精密機構件工藝設計。
2020-04-28
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
