鉚釘方向?qū)Ζ?mm 2A10鉚釘鉚接性能的影響
2020-07-16 04:06:34萬(wàn)書(shū)會(huì)張遵生于曉蕾
航天制造技術(shù) 2020年3期
萬(wàn)書(shū)會(huì) 王 鎮(zhèn) 吳 贇 張遵生 于曉蕾
鉚釘方向?qū)?mm 2A10鉚釘鉚接性能的影響
萬(wàn)書(shū)會(huì) 王 鎮(zhèn) 吳 贇 張遵生 于曉蕾
(天津航天長(zhǎng)征火箭制造有限公司,天津 300462)
鉚釘裝配方向是運(yùn)載火箭艙段產(chǎn)品受力及變形的影響因素之一,本文以4mm 2A10鉚釘為研究對(duì)象,基于ABAQUS軟件模擬,分析了兩種不同鉚釘裝配方向?qū)Y(jié)構(gòu)件鉚接性能的影響機(jī)理。分析結(jié)果表明:鉚釘采用電磁鉚接過(guò)程中,鉚釘頭朝向薄結(jié)構(gòu)件一側(cè)裝配有利于釘桿的均勻膨脹,有益于提高運(yùn)載火箭艙段鉚接質(zhì)量。
鉚釘方向;電磁鉚接;ABAQUS;成形質(zhì)量

1 引言
鉚接具有適用范圍廣、連接質(zhì)量穩(wěn)定及成本低廉的優(yōu)點(diǎn),已廣泛應(yīng)用于航空航天飛行器制造中。相比純手工鉚接,電磁鉚接能夠瞬時(shí)完成鉚接操作,釘桿的干涉量分布更均勻[1]。電磁鉚接在鉚接時(shí)加載速率極高,也稱之為應(yīng)力波鉚接[2]。電磁鉚接是解決難成形材料鉚釘以及大直徑鉚釘鉚接難題的有效途徑。國(guó)內(nèi)對(duì)電磁鉚接的研究工作主要集中在電磁鉚接設(shè)備的研發(fā)及鉚接工藝研究。西北工業(yè)大學(xué)的樊戰(zhàn)亭[3]開(kāi)展了低電壓電磁鉚接設(shè)備的控制系統(tǒng)設(shè)計(jì)及試驗(yàn)。黃宗斌[4]等人開(kāi)展了Q235鋼鉚釘電磁鉚接工藝試驗(yàn),試驗(yàn)結(jié)果表明,電磁鉚接結(jié)構(gòu)干涉量、抗剪切性能和疲勞性能良好。代瑛[5]通過(guò)大量的復(fù)合材料結(jié)構(gòu)工藝試驗(yàn),優(yōu)選出了釘孔間隙、鉚釘外伸量、鉚接電壓等工藝參數(shù)。電磁鉚接技術(shù)已被國(guó)外的大型飛機(jī)制造公司廣泛使用[6]。國(guó)內(nèi)已在部分高校的實(shí)驗(yàn)室初步研制出小型化電磁鉚接設(shè)備,但工藝參數(shù)需要根據(jù)產(chǎn)品結(jié)構(gòu)裝配進(jìn)行完善和調(diào)整[7]。此外電磁鉚接設(shè)備在國(guó)內(nèi)航天產(chǎn)品上廣泛進(jìn)行工程應(yīng)用,因此電磁鉚接各項(xiàng)工藝參數(shù)處于試驗(yàn)摸索和完善階段。運(yùn)載火箭艙段產(chǎn)品基于設(shè)計(jì)要求鉚釘頭的方向絕大多數(shù)朝向殼體外側(cè),但部分位置因受空間的限制采用鉚釘鐓頭朝向殼體外側(cè)裝配。本文主要研究不同的鉚釘裝配方向?qū)﹄姶陪T接鉚釘成形性能的影響,以期提高運(yùn)載火箭產(chǎn)品的鉚接質(zhì)量。
2 有限元模擬
電磁鉚接過(guò)程屬于復(fù)雜接觸問(wèn)題,因此采用ABAQUS/Explicit有限元分析軟件進(jìn)行數(shù)值模擬,整個(gè)模型由平鉚模、圓鉚模、鉚釘、兩個(gè)兩連接板共5個(gè)部件組成。模擬中選用的鋁鉚釘為4mm×10mm 2A10,材料彈性模量=69000MPa,泊松比=0.31,密度=2.79×10-9t/mm3。連接板材料為7075鋁合金,彈性模量=71000MPa,泊松比=0.3,密度=2.81×10-9t/mm3。夾層總厚度1.2mm+4mm=5.2mm。為減少模擬運(yùn)行速度且便于觀察鉚釘內(nèi)部變形的情況,選擇建立1/4的模型。本次模擬采用Johnson-Cook模型描述材料的應(yīng)力及應(yīng)變關(guān)系[8]。為避免鉚釘及連接板的網(wǎng)格存在扭曲變形,分析的精度受影響,鉚釘及連接板均選用線性減縮積分單元C3D8R。上下鉚模設(shè)置為剛體,所以不需要進(jìn)行網(wǎng)格劃分。鉚釘頭朝向薄、厚連接板的數(shù)值模型圖如圖1所示。

圖1 數(shù)值模型圖
2.1 數(shù)值模擬結(jié)果分析
2.1.1 釘頭在薄連接板區(qū)的變形分析
圖2為鉚釘頭靠近薄連接板(厚度1.2mm)一側(cè)鉚接后各階段受力及變形圖,本次模擬設(shè)置仿真求解時(shí)間=0.6ms,取6個(gè)步長(zhǎng),每個(gè)步長(zhǎng)0.1ms。由圖2可知,鉚接初始階段,鉚釘發(fā)生整體自由鐓粗,鉚接中期鉚釘變形及受力在鉚釘鐓頭一側(cè)較為集中,鉚接后期鉚釘桿在兩個(gè)連接板的交界附近受力較為集中。
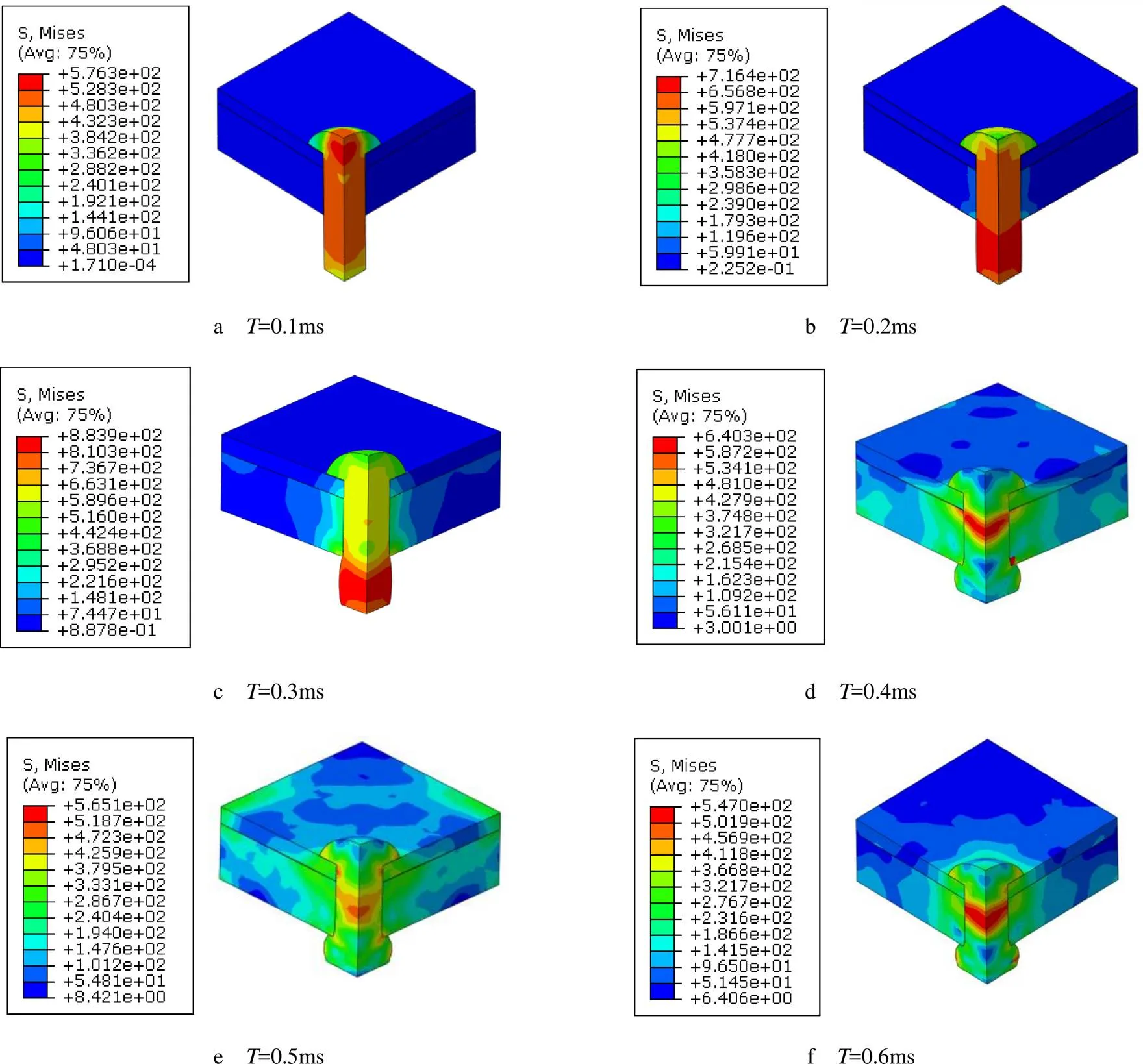
圖2 鉚釘應(yīng)力及變形效果圖
2.1.2 釘頭在厚連接板區(qū)的變形分析
圖3為鉚釘頭靠近厚連接板(厚度4mm)一側(cè)鉚接后各階段受力及變形圖,鉚接初始階段鉚釘?shù)淖冃闻c圖2相似,鉚釘仍呈現(xiàn)整體自由鐓粗狀態(tài),鉚接中期鉚釘頭附近的釘桿受力不明顯,鉚接后期鉚釘桿的受力及變形主要集中在不受約束的鐓頭處。
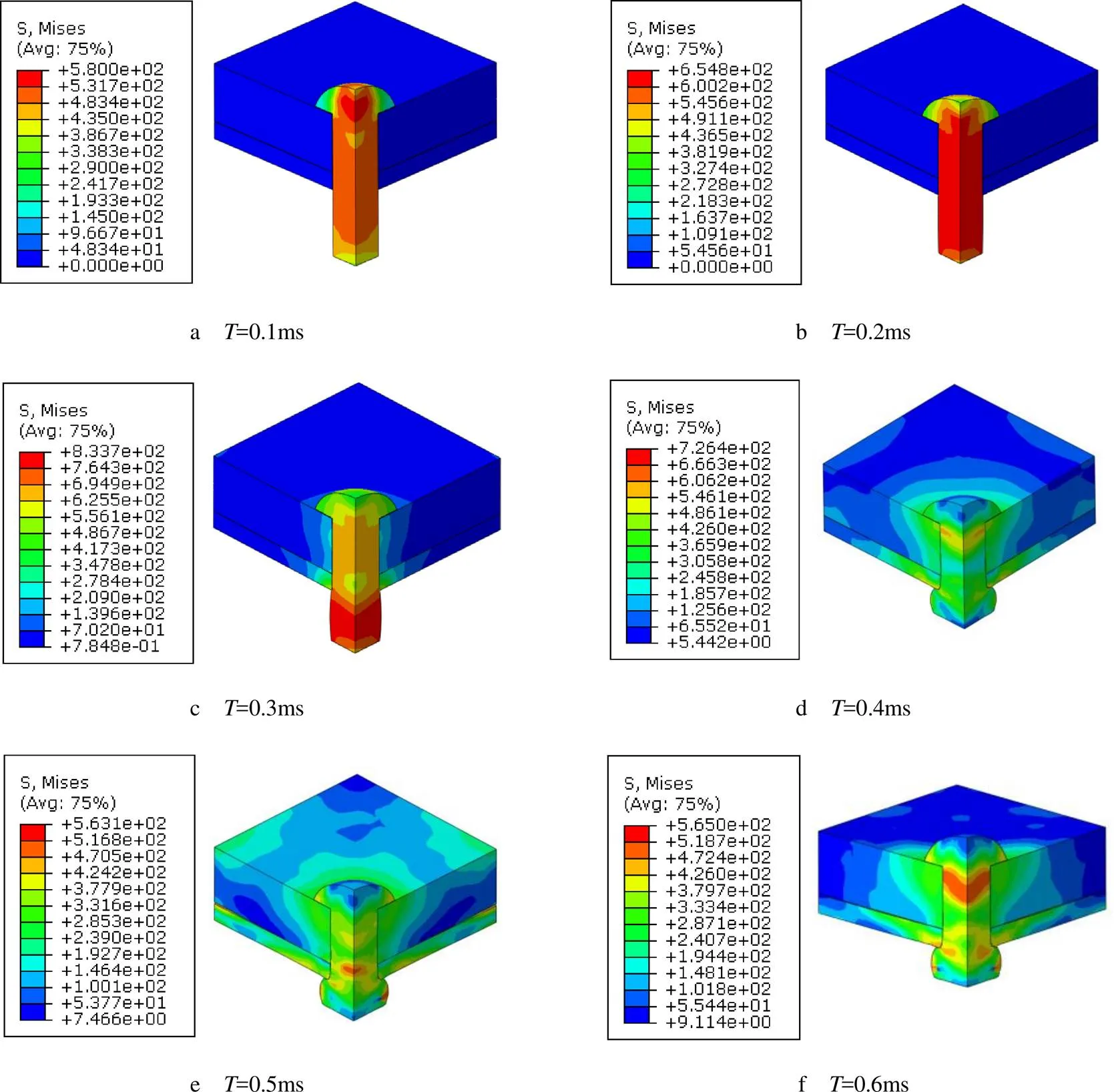
圖3 鉚釘應(yīng)力及變形效果圖
2.1.3 連接板孔內(nèi)壁受力分析
鉚釘在鉚模的沖擊下,鉚釘桿受力膨脹時(shí)連接板的孔內(nèi)壁會(huì)受到釘桿的擠壓,從而使得孔內(nèi)壁存在反向擠壓力,圖4為鉚釘頭靠近薄連接板一側(cè),連接板孔內(nèi)壁的受力狀態(tài)。
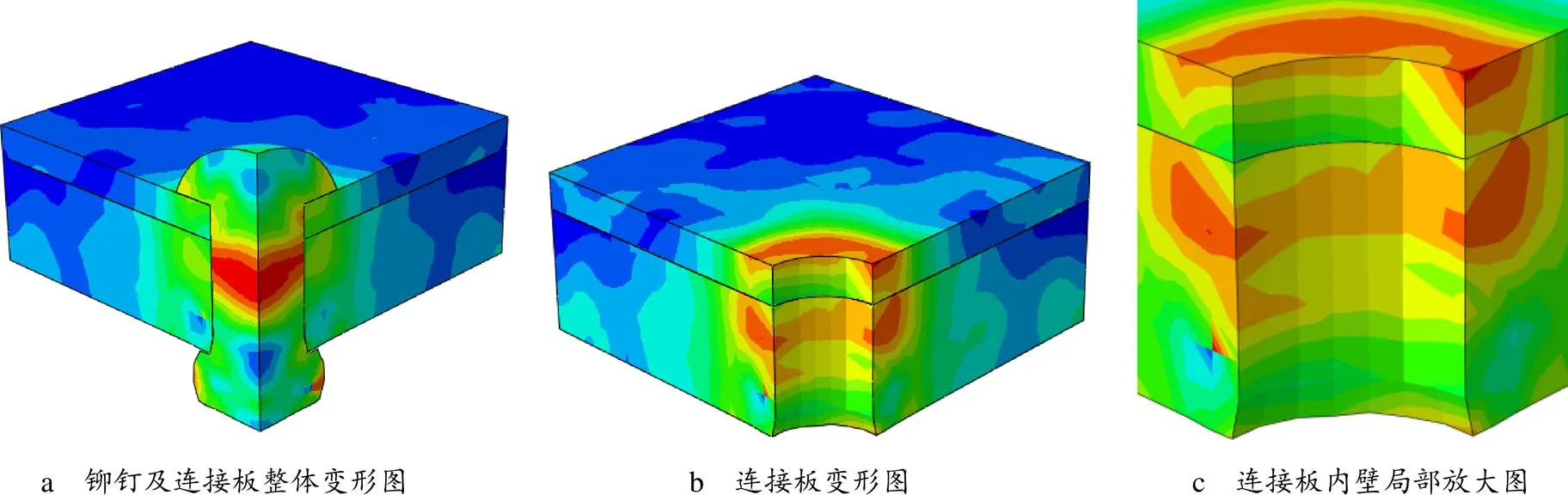
圖4 連接板內(nèi)壁受力效果圖
由圖4可知,鉚釘頭朝向薄連接板一側(cè),兩個(gè)連接板均產(chǎn)生了不同程度擠壓力,主要是因?yàn)殂T釘兩端受整體自由鐓粗,鉚接初期薄連接板區(qū)域附近的鉚釘桿易于膨脹鐓粗。鉚接后期靠近鉚釘頭附近的釘桿膨脹處于飽和狀態(tài),而厚連接板區(qū)靠近釘桿端,釘桿端(即靠近鐓頭一側(cè))在鉚接后期仍在繼續(xù)變形,因此厚連接板仍受到釘桿的膨脹擠壓,使鉚釘桿整體的膨脹量較均勻。
圖5為鉚釘頭靠近厚連接板一側(cè),連接板孔內(nèi)壁的受力狀態(tài)。由圖4可知,鉚接后薄連接板的受力很明顯,主要是因?yàn)殂T釘鐓頭朝向薄連接板,鉚釘受到鉚模的沖擊后,使鉚釘可以迅速地膨脹變形,薄連接板的孔內(nèi)壁被釘桿的膨脹撐大,因此受力較大。而厚連接板區(qū)域,在鉚接后期,鉚釘受到孔內(nèi)壁的反向擠壓很難繼續(xù)膨脹,因此厚連接板的孔壁受力不明顯。
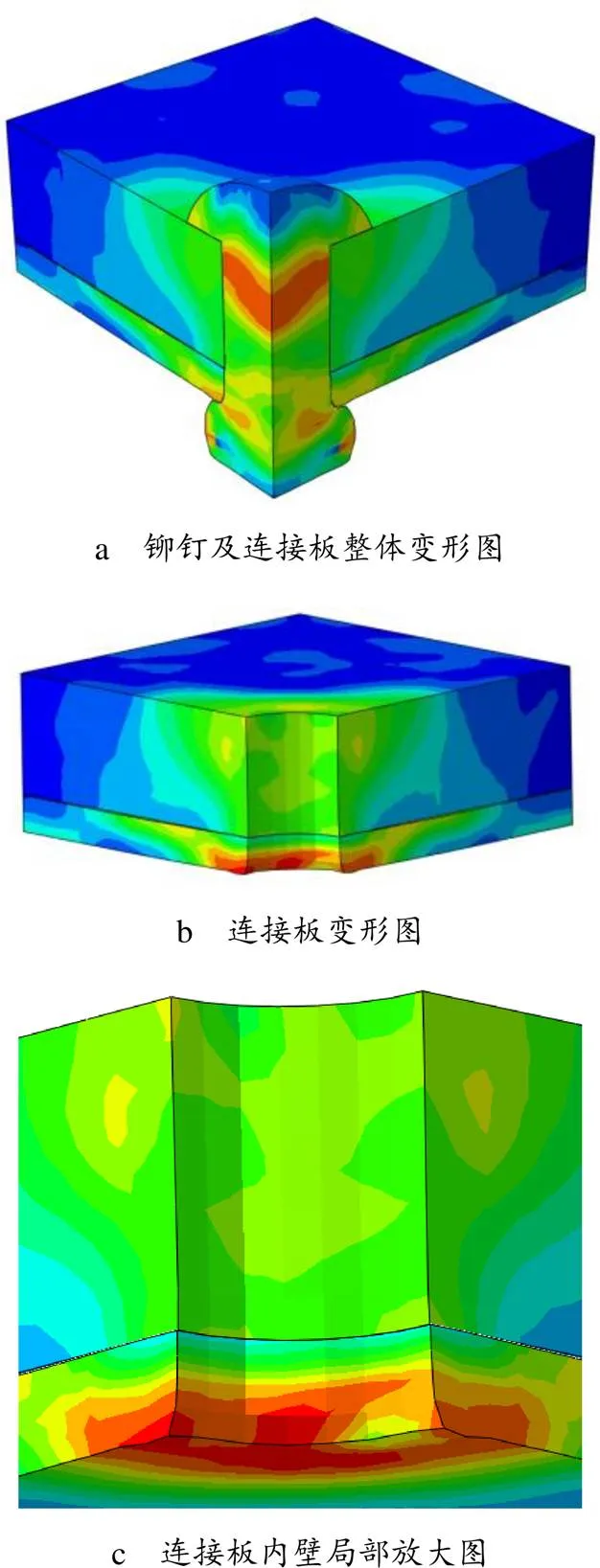
圖5 連接板內(nèi)壁受力效果圖
綜上可知,鉚釘頭靠近薄連接板一側(cè),連接板孔內(nèi)壁受力更為均勻,鉚釘桿的膨脹量一致性較好。
2.1.4 鉚釘桿膨脹量分析
為了進(jìn)一步分析鉚釘方向?qū)︺T接變形的影響,沿釘頭向鐓頭方向在鉚釘桿上取點(diǎn)測(cè)量鉚釘?shù)陌霃街担瑢煞N鉚釘方向進(jìn)行數(shù)據(jù)統(tǒng)計(jì),得出以下曲線圖,如圖6所示。由圖6可知,鉚釘桿在鐓頭位置的半徑值最大,說(shuō)明靠近鐓頭處的釘桿膨脹量均較大,而鉚釘頭在薄連接板一側(cè)的連接方式下,鉚釘桿的整體膨脹一致性優(yōu)于鉚釘頭在厚連接板一側(cè)的連接方式。

圖6 鉚釘半徑隨節(jié)點(diǎn)變化曲線
綜合2.1.3和2.1.4的分析可知,鉚釘頭裝配在薄連接板一側(cè),鉚接的膨脹量更均勻,運(yùn)載火箭產(chǎn)品在飛行時(shí)鉚釘主要承受剪切力,鉚釘桿的膨脹一致性有益于提高鉚接質(zhì)量。
3 結(jié)束語(yǔ)
a. 鉚釘頭靠近薄結(jié)構(gòu)件一側(cè)裝配,連接板孔內(nèi)壁受力更為均勻,鉚釘桿的整體膨脹量一致性較好。
b. 鉚釘頭靠近厚結(jié)構(gòu)件一側(cè)裝配,鉚釘鐓頭一側(cè)的變形顯著,但整體膨脹均勻性較差。
1 于海平. 大直徑鋁合金鉚釘以鉚代螺可行性試驗(yàn)研究[J]. 航天制造技術(shù),2016(4):1~4
2 馮曉旻. 電磁鉚接過(guò)程的有限元分析[D]. 南京:南京航空航天大學(xué),2009:1~54
3 樊戰(zhàn)亭. 低電壓電磁鉚接設(shè)備控制系統(tǒng)的研究[D]. 西安:西北工業(yè)大學(xué),2005:1~68
4 黃宗斌,韋超忠,徐志丹,等.6mm-Q235鋼鉚釘電磁鉚接工藝試驗(yàn)[J].精密成形工程,2017(1):76~79
5 代瑛. 電磁鉚接技術(shù)在復(fù)合材料結(jié)構(gòu)中的應(yīng)用研究[D]. 西安:西北工業(yè)大學(xué),2007:1~57
6 姜玉鳳. 電磁鉚接技術(shù)在大飛機(jī)鉚接裝配上的應(yīng)用[J]. 機(jī)械工程與自動(dòng)化,2011(3):167~169
7 郭鴦鴦. 電磁鉚接鉚釘變形及鉚模結(jié)構(gòu)優(yōu)化的研究[D]. 哈爾濱:哈爾濱工業(yè)大學(xué),2013:1~62
8 陳靜怡. 電磁鉚接過(guò)程及接頭力學(xué)性能數(shù)值模擬與試驗(yàn)[D]. 哈爾濱:哈爾濱工業(yè)大學(xué),2012:1~61
Effect of Rivet Direction on Riveting Performance of4mm 2A10 Rivet
Wan Shuhui Wang Zhen Wu Yun Zhang Zunsheng Yu Xiaolei
(Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462)
Rivet assembly direction is one of the factors that influence the force and deformation of the rocket cabin. Taking4mm 2A10 rivet as the research object, the influence mechanism of two different rivet assembly directions on riveting performance of structural parts was analyzed based on ABAQUS software. The results of analysis indicate that, the assembly of the rivet head towards the side of the thin structural part is conducive to the uniform expansion of the nail rod, and it is beneficial to improve the riveting quality of carrier rocket cabin.
directing of the rivet;electromagnetic riveting;ABAQUS;shaping quality
萬(wàn)書(shū)會(huì)(1986),工程師,機(jī)械設(shè)計(jì)專業(yè);研究方向:長(zhǎng)期從事運(yùn)載火箭鉚接殼段裝配工藝研究。
2020-04-20
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
