雙相鋼埋弧焊接頭組織性能研究
2020-07-16 04:07:06崔衛則秦永強賈江鵬曹一龍
航天制造技術 2020年3期
關鍵詞:影響
崔衛則 李 青 郭 帥 秦永強 郭 青 賈江鵬 曹一龍
雙相鋼埋弧焊接頭組織性能研究
崔衛則 李 青 郭 帥 秦永強 郭 青 賈江鵬 曹一龍
(山西航天清華裝備有限責任公司,長治 046012)
通過對雙相鋼SAF2507進行埋弧焊試驗,研究了不同焊接熱輸入對接頭的組織轉變、相比例、顯微硬度和沖擊性能的影響。結果表明:隨著焊接熱輸入的增加,熱影響區組織中鐵素體向奧氏體轉變更加充分,奧氏體含量不斷增加且組織變得粗大,且隨著析出相的出現導致顯微硬度值增高及沖擊值下降。推薦在埋弧焊焊接雙相鋼時優先采用焊接熱輸入為1.24kJ/mm的焊接工藝參數。
雙相鋼;埋弧焊;焊接熱輸入;熱影響區

1 引言
雙相鋼具有優良的耐晶間腐蝕和耐氯化物應力腐蝕性能,且是一種節鎳型不銹鋼,在航空航天、石油化工、海洋等行業有廣泛應用前景[1]。在航空與航天工業中雙相鋼S32550(UR52N+)主要用于制造飛行加速器、宇宙飛艙、飛機的彈射器等。焊接是雙相鋼生產制造中的重要加工工藝,然而焊接SAF2507的關鍵技術問題是焊接熱影響區雙相比例失衡以及接頭的力學性能下降。近年,熊慶人等學者[2~4]對雙相鋼焊接工藝進行了深入研究,探討了不同焊接方法對雙相鋼焊接熱影響區組織及耐腐蝕性能的影響。西安向陽航天材料股份有限公司張立君等[5]進行了雙相鋼雙金屬復合管的焊接工藝研究。然而對雙相鋼埋弧焊接工藝及接頭組織性能研究較少。本文通過埋弧焊試驗,研究不同焊接熱輸入對焊接熱影響區組織變化及性能影響。
2 試驗材料及方法
2.1 母材、焊材化學成分
焊材選用與母材金屬成分接近的E2594Ni基焊絲和HJ260焊劑,它們可以有效提高焊縫金屬中奧氏體化合金元素含量。母材、焊絲、焊劑的化學成分見表1。

表1 母材焊材的化學成分(質量分數,%)
2.2 焊接工藝參數制定
對接試板尺寸為135mm×500mm×10mm,鋼板供貨狀態為熱軋態。使用MZ-1000IV埋弧焊機進行焊接,焊接參數見表2。注意控制層間溫度不要超過150℃。一般情況下,焊接雙相鋼的焊接熱輸入要求在0.2~1.5kJ/mm之間[6],對于埋弧焊,為了避免因冷卻速度過快導致的奧氏體含量不足,它的焊接熱輸入應盡量選取上限值。
焊接熱輸入計算公式為:
=××/
式中:是焊接熱輸入,kJ/mm;是電流,A;是電壓,V;是焊度,mm/s;是熱效率系數,埋弧焊熱效率系數為0.92。
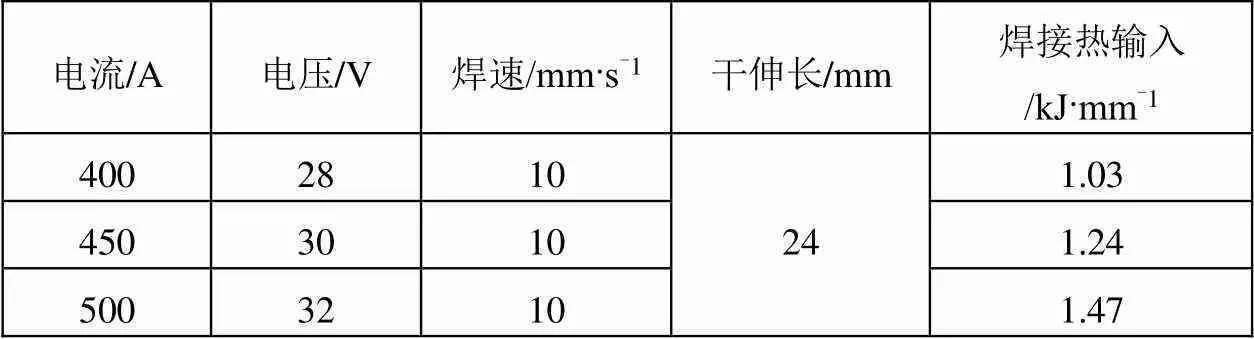
表2 SAW焊接工藝參數
2.3 焊前準備
焊絲與焊劑都會參與熔池的化學冶金反應,這會直接導致焊接接頭成分、組織及性能的變化。因此,焊前必須對焊絲焊劑進行清理并烘干,對坡口及母材表面(寬度20~30mm)進行清理。參考埋弧焊焊縫坡口的基本形式和尺寸的相關標準,選用Y型坡口,對接坡口角度為60°,如圖1所示。
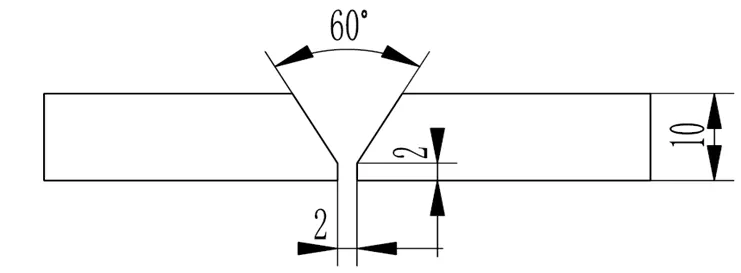
圖1 埋弧焊Y型坡口
3 組織觀察及力學性能檢測
3.1 金相組織觀察
金相侵蝕實驗按照ASTM A923-01《奧氏體-鐵素體雙相鋼軋材中有害金屬間相的標準試驗方法》執行。腐蝕液為FeCl3溶液,具體配方是FeCl310g,鹽酸30ml,水120ml。試驗溫度為室溫,侵蝕時輕度擦拭30s左右即可。金相觀察采用Axio Image立式金相顯微鏡。
3.2 相比例測試及顯微硬度試驗
相比例測試按照標準GB/T6401—1986執行,通過圖像分析軟件Image-ProPlus6.0測量相比例。測量時,在每一區域選取10個不同視場進行數據記錄,通過誤差計算,最終確定該組織所占相比例。使用顯微硬度計按照標準GB/2654—2008《焊接接頭硬度試驗方法》對接頭焊縫區和熱影響區進行顯微硬度測試。每個區域取多點測試并取其平均值確定其顯微硬度值。
3.3 夏比沖擊試驗
使用沖擊試驗機按照標準GB/T229—2007 《金屬材料夏比擺錘沖擊試驗方法》進行沖擊試驗。試驗采用6mm×10mm×55mm標準V型缺口夏比沖擊試樣,在室溫進行試驗。試樣形狀及尺寸見圖2。

圖2 夏比(V 型缺口)沖擊試驗試樣尺寸
4 結果及分析
4.1 金相組織及相比例分析
圖3是不同焊接熱輸入下接頭組織,由鐵素體(α)和奧氏體(γ)組成,其中黑色組織為鐵素體,白色條塊狀組織為奧氏體。焊接焊接熱輸入為1.03kJ/mm時(圖3a),組織形貌與母材的組織相似,但兩相相比例不同于母材,其奧氏體含量略低。這是由于焊接過程熱輸入相對較小,加熱階段高溫停留時間較短,基體雙相組織中奧氏體只有較少一部分轉變為鐵素體;當冷卻時,鐵素體向奧氏體轉變也不充分,至室溫時組織形貌與母材相似。焊接焊接熱輸入為1.24kJ/mm時(圖3b),由于焊接熱輸入較大,冷卻時間增加,該組織形貌發生了些許變化,奧氏體組織由基體時長條狀轉變成粗大的條塊狀,樹枝狀奧氏體組織從粗大鐵素體組織晶界和晶內逐漸析出,同時奧氏體含量增多,奧氏體相比例為50.26%。焊接焊接熱輸入為1.47kJ/mm時(圖3c),奧氏體形貌呈現為連續條塊狀,兩相邊界更加明顯,奧氏體相比例增多為58.18%。
以上結果表明,接頭組織經過不同的焊接熱輸入焊接后,組織形貌分布與母材逐漸有了很大區別。特別是經高溫加熱后,奧氏體組織隨著冷卻時間的延長,由原來的長條狀變成粗大條塊狀,從鐵素體晶界和晶內會析出更多的奧氏體。由表3相比例分析可知,熱影響區組織內鐵素體的含量隨著焊接熱輸入的增加不斷減少,相應的奧氏體含量增多。這主要是由于冷卻時間延長促使鐵素體向奧氏體的轉變,并提高了奧氏體含量。綜上所述,隨著焊接熱輸入增加及冷卻時間延長,會促使焊接熱影響區組織中鐵素體向奧氏體轉變,奧氏體含量增加的同時組織變得粗大;相比較三種焊接熱輸入,當焊接熱輸入為1.24kJ/mm時,組織相對較為細小,雙相比例合適,且析出相很少。

圖3 不同焊接熱輸入下HAZ組織
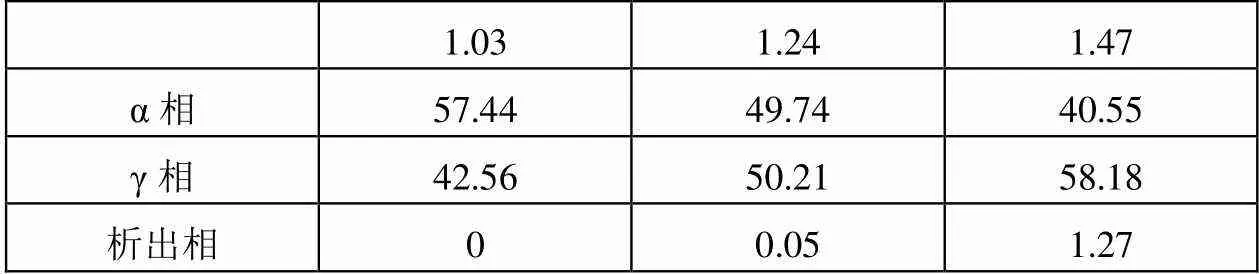
表3 不同焊接熱輸入相比例 %
4.2 顯微硬度分析
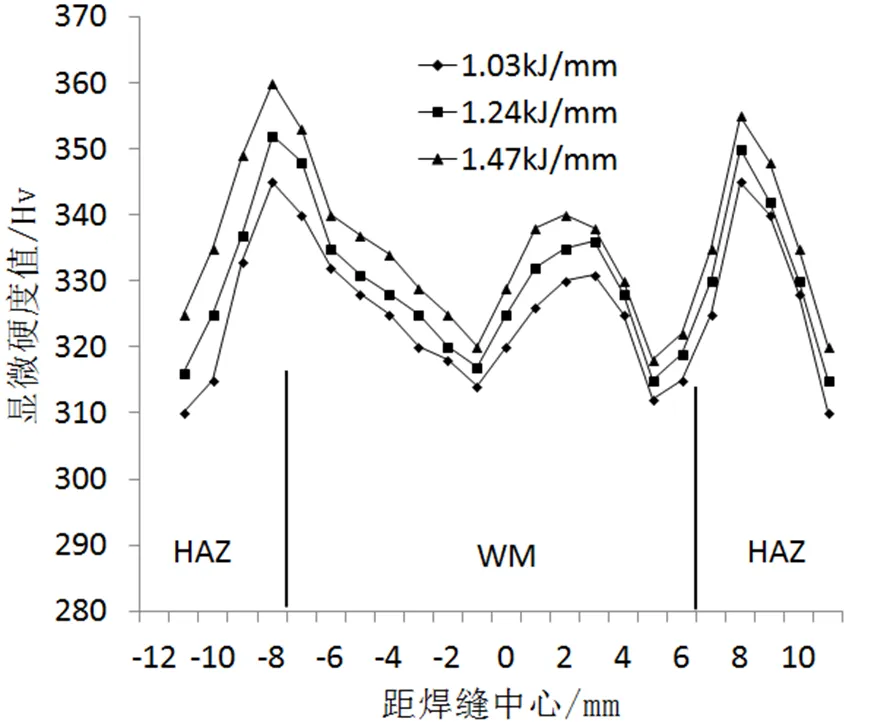
圖4 不同焊接熱輸入的橫向顯微硬度值
焊接接頭不同區域組織顯微硬度值與其組織微觀結構有著密切關系。通過對接頭組織進行顯微硬度測試,制定了不同焊接熱輸入下同一位置橫向顯微硬度曲線圖,如圖4所示。分析可知,隨著焊接熱輸入增加,熱影響區組織的顯微硬度值增高。這主要是因為隨著焊接熱輸入的增加,高溫停留時間延長,鐵素體相向奧氏體相轉變加快,這促進了析出相(尤其是σ相)的析出,σ相是一種硬度高的金屬間相,其平均顯微硬度可達900HV,要遠遠大于鐵素體組織和奧氏體組織的平均顯微硬度值。
4.3 室溫韌性沖擊性能檢測
圖5是焊接接頭母材(BM)、焊縫(WM)、熱影響區(HAZ)和熔合線(FL)在室溫時(20℃)的沖擊值。由圖5可知,在相同焊接熱輸入時(即同一試件),熔合線處平均沖擊值最低,熱影響區和焊縫區居中,母材處最高;隨著焊接熱輸入的增加,熱影響區處平均沖擊值下降。這主要是因為,隨著焊接過程熱輸入增加,高溫加熱區域停留時間長,熱影響區的粗晶區范圍加大,同時鐵素體組織變得粗大,并且伴有析出相的產生,尤其是σ相,它會顯著地降低接頭的塑韌性。
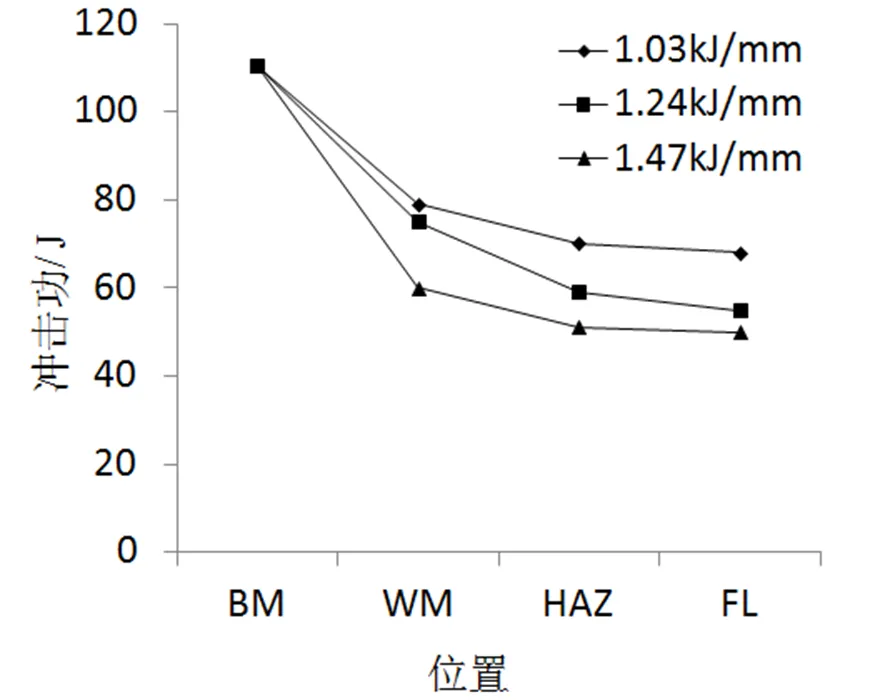
圖5 不同焊接熱輸入焊接接頭室溫下(20℃)沖擊韌性
5 結束語
a. 隨著焊接熱輸入增加,接頭組織中奧氏體由原來的長條狀變成粗大條塊狀,且鐵素體含量在不斷減少,奧氏體相和析出相(尤其是σ相)含量不斷增多;
b. 隨著焊接熱輸入增加,析出相(尤其是σ相)的析出導致熱影響區組織的顯微硬度值增高;
c. 隨著焊接熱輸入的增加,析出相(尤其是σ相)的析出,導致熱影響區處平均沖擊值下降;
d. 推薦在埋弧焊焊接雙相鋼時優先采用焊接熱輸入為1.24kJ/mm的焊接工藝參數。
1 高娃,羅建明,楊建君,等. 雙相不銹鋼研究進展及應用[J]. 兵器材料科學與工程,2005,28(3):61~64
2 熊慶人,霍春勇,李為衛,等. 2205雙相鋼焊接熱影響區的組織轉變行為[J]. 焊接學報,2007,28(11):53~57
3 Sathirachinda N, Pettersson R, Pan J. Depletion effects at phase boundaries in 2205 duplex stainless steel characterized with SKPFM and TEM/EDS[J]. Corros. Sci. 2009, 51: 1850~1860
4 Yang Yinhui, Yan Biao, Li Jie, et al. The effect of large heat input on the microstructure and corrosion behavior of simulated heat affected zone in 2205 duplex stainless steel[J]. Corros. Sci. 2011, 53: 3756~3763
5 張立君,張燕飛,郭崇曉,等. 2205雙相不銹鋼雙金屬復合管焊接工藝研究[J]. 焊管,2009,32(4):30~34
6 [美]利波爾德,[美]科特基. 不銹鋼焊接冶金及焊接性[M]. 陳劍虹譯. 北京:機械工業出版社,2008
Study on Properties of Duplex Stainless Steel Welding Joint Based on Submerged Arc Welding Steel
Cui Weize Li Qing Guo Shuai Qin Yongqiang Guo Qing Jia Jiangpeng Cao Yilong
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
Various welding heat inputs influence the properties of the stainless welding joint, including microstructure transition, phase proportion, microhardness and impact performance (toughness). The study on properties of duplex stainless steel SAF 2507 welding joint based on submerged arc welding were researched in this paper. The results indicated that with the increasing of welding heat input, the ferrite of HAZ transformed to austenite more sufficiently. The austenite increased and became more coarser, and the microhardness value increased while the impact toughness decreased with the appearance of precipitated phase. The welding heat input of 1.24kJ/mm is preferred to the duplex stainless steel submerged arc welding.
duplex stainless steel;SAW;welding heat input;HAZ
崔衛則(1988),工程師,材料加工專業;研究方向:不銹鋼焊接。
2020-03-06
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
