基于陶瓷表面化學(xué)鍍鎳的6061鋁合金-Al2O3封接工藝
2020-07-16 02:20:06仇天琳張德庫(kù)熊煜婷代珩孫彪王克鴻
機(jī)械制造與自動(dòng)化 2020年3期
關(guān)鍵詞:化學(xué)
仇天琳,張德庫(kù),熊煜婷,代珩,孫彪,王克鴻
(南京理工大學(xué) 材料科學(xué)與工程學(xué)院,江蘇 南京 210094)
0 引言
金屬封裝陶瓷復(fù)合裝甲具有廣泛的應(yīng)用前景,由于其屬于多種材料的系統(tǒng)問題,而非單一結(jié)構(gòu)材料,其發(fā)展面臨著巨大的難點(diǎn)和挑戰(zhàn),因此對(duì)其進(jìn)行深入研究可以給防護(hù)領(lǐng)域帶來一種更優(yōu)化的選擇。目前主要有鑄造法、陶瓷金屬化、金屬熔覆法、金屬粉末冶金法幾種工藝方法制備金屬封裝陶瓷復(fù)合裝甲[1]。如今的陶瓷/金屬?gòu)?fù)合裝甲的制備技術(shù)各有優(yōu)缺點(diǎn),如鑄造法具有工藝簡(jiǎn)單、成本低廉而且生產(chǎn)效率高的優(yōu)點(diǎn),但金屬材料較大的收縮率有使陶瓷材料產(chǎn)生裂紋的可能;陶瓷金屬化法可以很好地改善陶瓷和金屬的界面潤(rùn)濕,但步驟較繁瑣,設(shè)備較昂貴,成本較高。這些方法存在的一系列缺點(diǎn)限制了其大規(guī)模應(yīng)用[2]。
金屬粉末冶金法制備金屬封裝陶瓷復(fù)合裝甲具有致密性高、性能優(yōu)異、與陶瓷材料連接緊密和可以連續(xù)模塊化生產(chǎn)等優(yōu)點(diǎn),目前在金屬封裝陶瓷復(fù)合裝甲的眾多方式中,國(guó)內(nèi)外對(duì)采用金屬粉末冶金的方式封裝陶瓷的研究較少[3]。
本文通過在Al2O3陶瓷表面化學(xué)鍍鎳,使陶瓷表面預(yù)金屬化,再通過燒結(jié)鋁合金的方式封裝,在不同燒結(jié)溫度下觀察Al2O3(N)陶瓷/6061鋁合金接頭微觀形貌,分析燒結(jié)6061鋁合金封接Al2O3(N)陶瓷接頭的元素?cái)U(kuò)散和反應(yīng)情況,研究不同工藝條件下鋁合金燒結(jié)封接陶瓷接頭界面形成機(jī)制與封接質(zhì)量。
1 試驗(yàn)材料
實(shí)驗(yàn)選用的陶瓷為上海某公司生產(chǎn)的99Al2O3陶瓷。6061鋁合金為市售鋁合金(T6態(tài)),其質(zhì)量分?jǐn)?shù)見表1。中間層Ag箔的純度為99.999%,厚度為0.05mm,Al-Si-Mg釬料厚度為0.1mm。化學(xué)鍍鎳和Al2O3陶瓷晶須生長(zhǎng)所涉及的化學(xué)藥品有硫酸鎳(六水)(NiSO4· 6H2O)、次亞磷酸鈉 (NaH2PO2· H2O)、丙酸鈉(C3H5NaO2)、氯化亞錫(二水)(SnCl2·2H2O)、氯化鈀、氫氧化鈉、鹽酸、丙酮、硼酸等;所涉及的試驗(yàn)材料和設(shè)備有燒杯、玻璃棒、磁力攪拌器、超聲波清洗器等。

表1 6061鋁合金質(zhì)量分?jǐn)?shù)
2 6061鋁合金燒結(jié)封結(jié)Al2O3陶瓷工藝
Al2O3陶瓷表面化學(xué)鍍鎳工藝流程為:預(yù)處理—除油—粗化—敏化—活化—還原—施鍍。
圖1是在保溫時(shí)間1h,不同燒結(jié)溫度條件下得到的燒結(jié)6061鋁合金與表面化學(xué)鍍鎳Al2O3陶瓷封接接頭顯微形貌(為敘述方便,下文中將表面化學(xué)鍍鎳的Al2O3陶瓷簡(jiǎn)記為Al2O3(N)陶瓷)。
從圖1中可以看出,Al2O3陶瓷表面化學(xué)鍍鎳層均勻致密,鍍鎳層中未見孔洞、麻點(diǎn)或裂痕等缺陷。Al2O3陶瓷經(jīng)過粗化后,陶瓷表面微觀上凹凸不平,鍍鎳層沿著陶瓷表面契合,緊密“鎖扣”住陶瓷。可見,采用上述化學(xué)鍍鎳工藝流程可以在Al2O3陶瓷表面得到致密均勻的化學(xué)鍍鎳層[4]。
從鋁合金的微觀組織來看,燒結(jié)鋁合金較為致密,除鋁合金一側(cè)部分區(qū)域有少量氣孔外,6061鋁合金和Al2O3陶瓷結(jié)合處過渡自然,無裂紋、孔洞等微觀缺陷,二者緊密結(jié)合。
從燒結(jié)封接6061鋁合金/Al2O3(N)陶瓷接頭整體形貌來看,左側(cè)為燒結(jié)的6061鋁合金,中間區(qū)域是鋁合金與化學(xué)鍍層反應(yīng)層和未反應(yīng)的化學(xué)鍍鎳層,右側(cè)為Al2O3陶瓷。

圖1 不同燒結(jié)溫度下6061鋁合金/Al2O3(N)陶瓷接頭微觀形貌(t=1 h)
圖2是不同溫度下,采用6061鋁合金燒結(jié)封接Al2O3(N)陶瓷接頭抗剪切強(qiáng)度變化趨勢(shì)。當(dāng)對(duì)陶瓷表面采取化學(xué)鍍鎳處理時(shí),隨著燒結(jié)溫度的升高,接頭強(qiáng)度也隨之升高。當(dāng)溫度提高為570℃之后,接頭抗剪切強(qiáng)度提高顯著,這是因?yàn)闊Y(jié)溫度較低,元素的擴(kuò)散能力較差,鋁合金和鍍鎳層之間擴(kuò)散不充分,反應(yīng)區(qū)較薄所致[5-6]。從圖中縱向?qū)Ρ瓤梢钥闯觯捎?061鋁合金燒結(jié)封接Al2O3(N)陶瓷接頭抗剪切強(qiáng)度比直接封裝Al2O3陶瓷接頭強(qiáng)度值更大。分析認(rèn)為,Al2O3陶瓷表面化學(xué)鍍鎳后,將鋁合金和陶瓷的連接轉(zhuǎn)變?yōu)殇X合金和鎳的連接,此時(shí)鋁合金和鍍鎳層之間由于原子擴(kuò)散發(fā)生反應(yīng)生成新的相,鋁合金和鍍鎳層之間為晶間結(jié)合,而鍍鎳層和陶瓷之間為機(jī)械結(jié)合[7-8]。
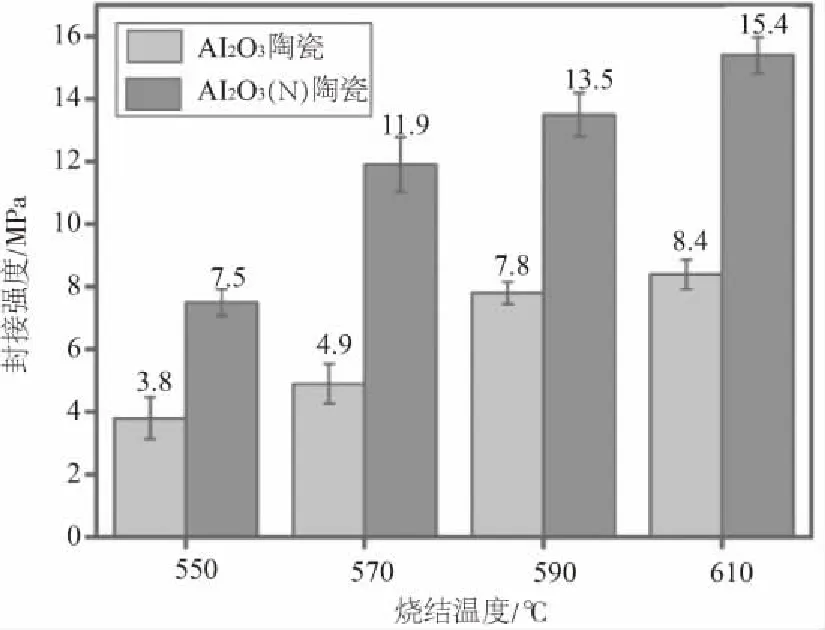
圖2 不同溫度下燒結(jié)Al2O3(N)陶瓷/6061鋁合金接頭強(qiáng)度(t=1 h)
3 封接機(jī)制
為了分析燒結(jié)6061鋁合金封接Al2O3(N)陶瓷接頭的元素?cái)U(kuò)散和反應(yīng)情況,選取在550℃、1h下獲得的接頭進(jìn)行EDS分析。
圖3為燒結(jié)時(shí)間1h、燒結(jié)溫度為550℃工藝下Al2O3(N)陶瓷/6061鋁合金接頭微觀形貌及EDS線掃描分析(因本刊為黑白印刷,如有疑問請(qǐng)咨詢作者)。
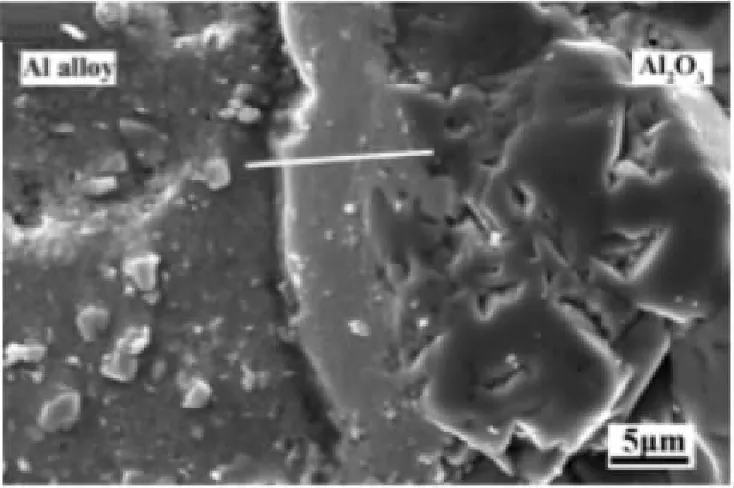

圖3 燒結(jié)溫度為550 ℃,6061鋁合金燒結(jié)封接Al2O3(N)陶瓷接頭微觀形貌及EDS分析(t=1 h)
4 結(jié)語
1) 采用化學(xué)鍍鎳的方式對(duì)Al2O3陶瓷進(jìn)行表面金屬化預(yù)處理,成功得到致密均勻、形態(tài)為胞狀突起的化學(xué)鍍鎳層,EDS分析表明化學(xué)鍍鎳層為Ni-P非晶與微晶的混合物。
2) 在不同溫度下采用6061鋁合金燒結(jié)封接Al2O3(N)陶瓷,接頭緊密無缺陷,燒結(jié)鋁合金較為致密,6061鋁合金和Al2O3陶瓷結(jié)合處過渡自然,無裂紋、孔洞等微觀缺陷,二者緊密結(jié)合。燒結(jié)鋁合金一側(cè)表面整體呈現(xiàn)粗糙度較大,接頭界面分層明顯。接頭中Al與Ni原子發(fā)生擴(kuò)散生成Ni-Al金屬間化合物,接頭界面結(jié)構(gòu)為6061鋁合金/Al3Ni/Al3Ni2/化學(xué)鍍鎳層/Al2O3陶瓷。
3) 隨著燒結(jié)溫度的升高,Al2O3(N)陶瓷/6061鋁合金燒結(jié)接頭強(qiáng)度也隨之升高,最大可達(dá)15.4 MPa,且進(jìn)行陶瓷表面化學(xué)鍍鎳后,6061鋁合金燒結(jié)封接Al2O3(N)陶瓷接頭強(qiáng)度大于直接封接Al2O3陶瓷接頭強(qiáng)度,接頭斷裂于鎳鋁擴(kuò)散反應(yīng)區(qū)。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年3期)2021-04-13 08:26:20
科技知識(shí)動(dòng)漫(2017年7期)2017-08-09 19:52:45
科技知識(shí)動(dòng)漫(2017年5期)2017-05-11 21:34:16
科技知識(shí)動(dòng)漫(2017年4期)2017-04-15 22:24:55
科技知識(shí)動(dòng)漫(2017年2期)2017-02-06 20:59:46
科技知識(shí)動(dòng)漫(2016年10期)2016-10-18 20:35:00
中學(xué)生天地(C版)(2016年2期)2016-08-23 12:06:30
考試周刊(2016年63期)2016-08-15 22:51:06
中學(xué)生數(shù)理化·中考版(2015年12期)2015-09-10 07:22:44
發(fā)明與創(chuàng)新(2015年25期)2015-02-27 10:39:25