小麥秸稈纖維地膜原料打漿工藝參數優化
2020-07-22 14:37:28邢振雷陳海濤李龍海
農業工程學報 2020年11期
張 穎,邢振雷,宗 浩,陳海濤※,李龍海,劉 爽
(1. 東北農業大學工程學院,哈爾濱 150030;2. 山東瑞博斯煙草有限公司,臨沂 276400;3. 山東臨沂煙草有限公司,臨沂 276002)
0 引 言
小麥秸稈作為農作物秸稈的重要組成部分,因其纖維素含量比多種農作物秸稈高,故可采用不同工藝進行高值化利用[1-3]。纖維素基可持續發展環保材料就是一種高值化利用形式,現已替代多種非環保材料[4-5]。盡管小麥秸稈作為一種廉價、量多以及易獲取的原料得到廣泛應用,但近些年來,國內仍有大量小麥秸稈就地焚燒,對環境產生了極不良影響[6]。為擴大小麥秸稈的應用范圍,解決環境污染問題,學者們對小麥秸稈的不同預處理加工工藝進行了研究。小麥秸稈預處理加工工藝主要有:用酸、堿或有機溶劑等化學方法;蒸汽爆破、研磨、水熱處理等物理方法;酶解等生物方法;或采用兩種及兩種以上方法綜合預處理。周靜等[7]采用水熱和堿醇聯合預處理對麥草進行結構解析;Ihnat 等[8]將麥草研磨用于絕緣纖維板的填料,曹瑤瑤等[9]利用堿處理、微波處理、酸處理和水熱處理等手段制備不同預處理的麥秸樣本,探究其微觀結構、化學組分變化以及Pb2+吸附效果差異;Ullah 等[10]將麥稈用高溫熱水處理后與其它作物進行對比研究;Vergara 等[11]利用乙醇-水和稀硫酸預處理小麥秸稈與其它作物進行比較研究,陽雄南等[12]研究不同生物酶改性處理對麥秸稈纖維/高密度聚乙烯復合材料性能的影響,Du 等[13]對小麥秸稈采用蒸汽爆破預處理,為研究提高小麥秸稈作為反芻動物飼料或生物燃料生產原料的營養水平。Coolong 等[14]將用漿料制成的紙地膜進行了田間覆蓋。已有研究表明,采用生物方法周期較長,采用化學方法預處理會對環境造成污染、處理污染代價高,且漿料對土壤是否有生態毒性有待進一步研究。
全降解植物纖維地膜是一種有潛力替代塑料地膜的纖維素基可持續發展的綠色環保材料[15-16],其纖維原料制取過程采用熱蒸汽爆破,與化學處理相比,無生態毒性[17]。目前,制取用于植物纖維地膜原料的小麥秸稈纖維后,纖維制漿工藝沒有進行深入研究,且在該加工過程中,亟需研究綠色環保、可持續發展的預處理加工工藝。
鑒于此,為擴大小麥秸稈的應用范圍、增加全降解植物纖維地膜原料種類、探索小麥秸稈纖維地膜原料打漿工藝過程對漿料性能的影響規律,本文對小麥秸稈采用物理方法預處理的打漿工藝進行了試驗研究。通過對小麥秸稈纖維地膜原料打漿過程中工藝參數的優化,為制造及改進全降解小麥秸稈纖維地膜及秸稈纖維制取機提供技術支撐。
1 材料與方法
1.1 試驗材料與設備
試驗材料:2018 年6 月于山東收獲的打圓捆后的濟麥26 小麥秸稈(纖維素質量分數約37%,半纖維素質量分數約20%,木質素質量分數約25%)。
試驗設備:ZJG-100 型肖伯氏打漿度測試儀(精度1 °SR,長春月明試驗裝置有限公司),DRK101A 紙制品質量檢測儀(精度0.1 N,山東德瑞克儀器有限公司),JA5003B 型電子天平(精度0.001 g,上海精科天美儀器有限公司),RPSY-4 電子恒溫水浴鍋(精度0.1 ℃,天津泰斯特儀器有限公司),Leica Qwin plus V3.5.0 型光學顯微鏡-德國徠卡顯微系統(德國徠卡顯微系統有限公司),D200 型秸稈纖維制取機(東北農業大學自制),ZT4-00 型瓦利打漿機(中通試驗設備公司),秸稈粉碎機(哈爾濱龍牧機械有限公司),ZCX-A 型手抄片成型器(長春月明試驗裝置有限公司)。
1.2 試驗設計與方法
本試驗以單因素預試驗為基礎,以節本增效為目標,選取浸泡水溫、浸泡時間、打漿時間、打漿負荷、漿池水量為影響因素,干抗張指數、打漿度、漿料纖維長度為性能指標,采用五因素五水平(1/2 實施)二次回歸正交旋轉中心組合優化試驗方法,因素水平編碼表如表1所示,利用Design-Expert 軟件(6.0.10 版本)探尋試驗最佳工藝參數組合。
整株小麥秸稈在室外經粉碎機粉碎,放入室內常溫浸泡,再利用秸稈纖維制取機獲取纖維,自然風干后待用。打漿前按照表1 內所需的浸泡水溫和浸泡時間將纖維放入設定溫度的恒溫水浴鍋內浸泡,按照文獻[18]中的方法進行性能指標的測定。參照實驗室瓦利打漿法打漿,再按照肖伯爾-瑞格勒法測量打漿度;采用快速凱塞法制取定量為60 g/m2手抄片,置于20 ℃、相對濕度為(35±5)%的條件下放置24 h 后,參照抗張強度的測定法測干抗張指數;采用紙漿-纖維長度的測定(光柵法)方法測漿料中的纖維長度。計算各性能指標平均值,利用Design-Expert 軟件(6.0.10 版本)統計分析數據。
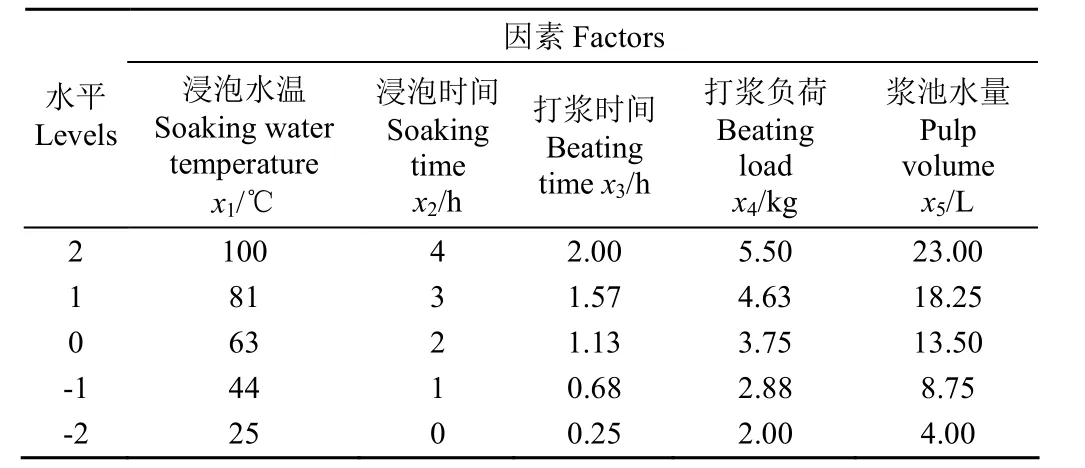
表1 因素水平編碼表 Table 1 Factors and levels code
2 試驗結果與分析
2.1 試驗結果
小麥秸稈纖維地膜原料打漿工藝參數優化試驗結果如表2 所示。

表2 試驗方案與結果 Table 2 Experimental plan and results
2.2 回歸模型及方差分析
2.2.1 回歸模型
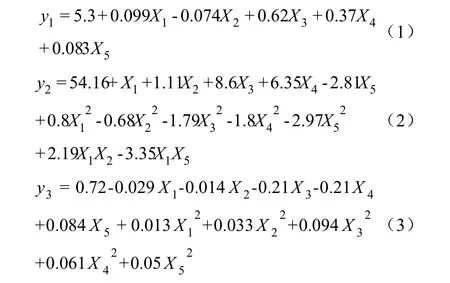
對表2 中的試驗結果進行分析,在置信度0.01 下進行F 檢驗,干抗張指數y1,線性回歸方程模型有極顯著意義(P<0.01);打漿度y2和纖維長度y3,二次項模型有極顯著意義(P<0.01)。剔除不顯著交互項(P>0.05)后,各因素對各性能指標的回歸模型方程如式(1)、(2)和(3)所示。
2.2.2 回歸模型方差分析
對式(1)、(2)和(3)的回歸模型進行方差分析,結果保留單因素和因素交互作用極顯著項(P<0.01)與顯著項(P<0.05)如表3 所示。各指標的回歸項F1
2.3 各因素對各項性能指標影響規律
試驗以中心試驗點及附近區域[19]為重要考察區域。打漿時間和打漿負荷對干抗張指數有極顯著影響(P<0.01),各因素交互對干抗張指數影響不顯著(P>0.05);打漿時間、打漿負荷和漿池水量對打漿度有極顯著影響(P<0.01),浸泡水溫和浸泡時間交互作用對打漿度有顯著影響(P<0.05),浸泡水溫和漿池水量交互作用對打漿度有極顯著影響(P<0.01);打漿時間和打漿負荷對纖維長度有極顯著影響(P<0.01),各因素之間交互作用對纖維長度影響不顯著(P>0.05)。因此,舉例分析單因素和因素交互作用影響的極顯著項、顯著項對各性能指標影響規律。
2.3.1 干抗張指數
圖1 所示為在其余因素處于0 水平的條件下,打漿時間和打漿負荷影響極顯著項對干抗張指數的影響規律。打漿時間對干抗張指數的影響程度大于打漿負荷。打漿時間在高水平時的干抗張指數比在低水平時高。這是由于打漿時間長,使施加在纖維束上的外力次數增加,使纖維束被破壞的程度增高,纖維束被破壞后,暴露出的纖維素通過分絲、帚化的表面氫鍵結合[20]。纖維素經分絲、帚化能增加纖維表面的氫鍵數量,細小纖維通過氫鍵互相結合,從而產生纖維結合力,纖維結合力的增加進一步增強了纖維手抄片的干抗張指數。打漿負荷在高水平時的干抗張指數比在低水平時高,這是由于在低負荷打漿時,打漿機對纖維的切斷或破壞程度低,纖維內的纖維素被暴露的幾率少,纖維素的分絲、帚化程度低,機械打漿過程是降低纖維素的結晶度和聚合度、增加纖維素的比表面積的過程[21-23]。整個打漿過程破壞植物纖維的細胞壁,盡可能多的使纖維素分離、分絲、帚化。細胞壁在輕度外力作用下不易被破壞,在高水平打漿負荷施加下,施加的外力越大,植物纖維細胞被破壞的程度越大,纖維素暴露的幾率越大,纖維素暴露后互相結合,結合力使干抗張指數提高。

表3 回歸模型方差分析 Table 3 Variance analysis of regression model

圖1 打漿時間和打漿負荷對干抗張指數的影響 Fig.1 Influences of beating time and beating loading on dry tensile index
2.3.2 打漿度
圖2 所示為在其余因素處于0 水平的條件下,打漿時間、打漿負荷和漿池水量影響極顯著項對打漿度的影響規律。打漿時間和打漿負荷在高水平時的打漿度比在低水平時的打漿度高,因為延長打漿時間可以增加纖維素被破壞的幾率,使細小纖維增加,增加打漿負荷可以增加纖維被破壞的程度,從而使打漿度增高。漿池水量在中間水平附近時,打漿度最高,漿池水量在低水平時比在高水平時打漿度高,因為漿池水量在低水平時漿料被破壞的次數增加,使細小纖維增加,從而使打漿度增高。

圖2 打漿時間、打漿負荷和漿池水量對打漿度的影響 Fig.2 Influence of beating time and beating load and pulp volume on beating degree
圖3 a 所示為在其余因素處于0 水平的條件下,浸泡水溫和浸泡時間交互作用影響極顯著項對打漿度的影響規律。當纖維原料浸泡時間較短時,浸泡水溫在高水平時比在低水平時測得的打漿度低。因為纖維原料浸泡時間不足,纖維未經充分潤脹,浸泡水的熱能集中在纖維素本身,纖維素相對不易被破壞,使得打漿后的細小纖維少,導致纖維打漿程度低。當纖維原料浸泡時間較長時,浸泡水溫在高水平時比在低水平時測得的打漿度高。這因為浸泡水溫和浸泡時間的增加,植物纖維細胞中的部分可溶性聚糖和揮發性酸等水溶物溶解,部分可溶性聚糖阻擋水分進入纖維細胞的能力減弱,可以使纖維細胞吸水的能力增強[24-26],纖維細胞吸水后軟化程度高,軟化后的纖維細胞被破壞的幾率變大,最終使打漿度增加。增高浸泡水溫的同時增加浸泡時間可以增加打漿度。
圖3b 所示為在其余因素處于0 水平的條件下,浸泡水溫和漿池水量交互作用影響顯著項對打漿度的影響規律。當漿池水量少時,浸泡水溫在高水平時比在低水平時測得的打漿度高。這由于漿池中纖維總數少,纖維因浸泡水溫高而潤脹性好,容易被破壞。同時,漿池水量少時,打漿機中漿池的水位在打漿機飛刀中心線以下,漿池中的纖維隨著飛刀轉動直接進入飛刀與底刀的間隙而被破壞,單根纖維被破壞的幾率大且程度高,所以測量出的打漿度高。當漿池水量多時,浸泡水溫在高水平時比在低水平時測得的打漿度低,由于打漿機中漿池的水位在打漿機飛刀中心線以上,此時漿池中的纖維總數多,使高溫充分浸泡過的纖維在飛刀與底刀的間隙停留時間短,來不及被切斷便隨飛刀甩出,打漿不充分,打漿機在恒定的功率作用下,作用于帶動漿液流動的能量增多,作用于破壞高溫浸泡的纖維的能量相對少,能量作用于纖維上的剪切力不足以打出較高打漿度的細小纖維,所以測量出的打漿度低。由圖3b 可知,增加浸泡水溫的同時減少漿池水量可以增加打漿度。
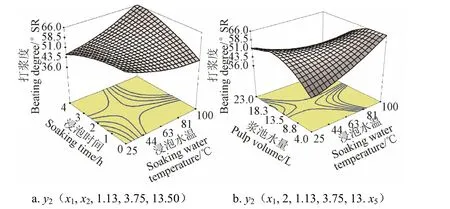
圖3 試驗因素對打漿度的影響 Fig.3 Influence of experimental factors on beating degree
2.3.3 漿料纖維長度
圖4 表明在其余因素處于0 水平的條件下,打漿時間、打漿負荷和漿池水量影響極顯著項對漿料纖維長度的影響規律。打漿時間在高水平時的纖維長度比在低水平時的短,因為打漿時間長,纖維被切斷的次數多,纖維長度逐漸縮短。打漿負荷在高水平時的纖維長度比在低水平時的短,由于高打漿負荷作用,外加機械力強度越高,纖維被切斷的幾率越大,得到的纖維長度越短。漿池水量在高水平時的纖維長度比在低水平時的纖維長度長,這由于漿池水量的增加,使單位體積漿液內的纖維數量減少,從而減少了纖維被打擊破壞的次數,一定程度上保留了纖維長度。
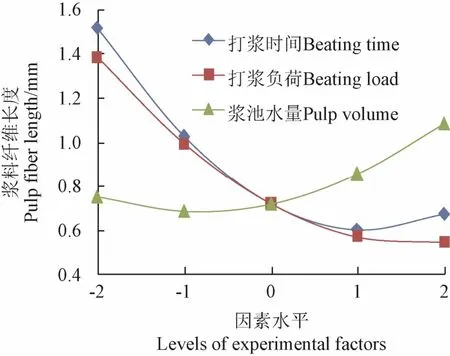
圖4 打漿時間、打漿負荷和漿池水量對漿料纖維長度的影響 Fig.4 Influence of beating time and beating load and pulp volume on pulp fiber length
2.4 優化分析
為滿足小麥秸稈纖維漿料能制造出水、旱田覆蓋栽培作物技術要求的植物纖維基地膜,且地膜的機械強度符合國家標準GB/T 13735—2017[27],以節本增效為原則,利用Design-Expert 軟件設定性能指標要求干抗張指數≥5 N·m/g、打漿度≤50 °SR、漿料纖維長度≥0.9 mm,同時,因打漿負荷和打漿時間對各性能指標均有極顯著影響,故將其余因素定為0 水平,探尋打漿負荷和打漿時間最優區間,得到工藝參數優化組合為:浸泡水溫63 ℃、浸泡時間2 h 和漿池水量為13.50 L 時,打漿負荷≤3.22 kg,打漿時間≥1.07 h(低負荷長時間打漿)和打漿負荷≥4.57 kg,打漿時間≤0.68 h(高負荷短時間打漿),可滿足性能指標要求。
2.5 驗證試驗
為驗證優化結果可靠性,按模型優化后的工藝參數及前述試驗方法,2019 年6 月于東北農業大學旱作主要作物機械化及其材料化試驗室進行單次試驗驗證,現場試驗如圖5。

圖5 試驗現場 Fig.5 Test site
低負荷長時間打漿(打漿負荷≤3.22 kg,打漿時間≥1.07 h)后,打漿度為48.6 °SR,在95%置信區間內滿足模型中預測值,但纖維長度為0.78 mm,小于0.9 mm,干抗張指數為4.3 N·m/g,小于5 N·m/g,在95%置信區間內未能達到模型中預測值要求。因為在此條件下,打漿機的能量消耗主要作用于切斷纖維,而分絲、帚化的纖維含量少,纖維之間的結合力低,導致漿料的干抗張指數低,此結果不作為優化結果。
在高負荷短時間打漿(打漿負荷≥4.57 kg,打漿時間≤0.68 h)后,干抗張指數為5.5 N·m/g、打漿度48.9 °SR、漿料纖維長度0.93 mm,在95%置信區間內達到模型中預測值要求。表明優化結果正確可信。
3 結 論
1)單因素打漿負荷和打漿時間對干抗張指數、打漿度及纖維長度均有極顯著影響;漿池水量對打漿度及漿料纖維長度有極顯著影響。浸泡水溫與浸泡時間的交互作用以及浸泡水溫與漿池水量的交互作用對打漿度有極顯著影響。
2)用于制造小麥秸稈纖維地膜的小麥秸稈纖維原料經物理方法得到的加工工藝參數優化組合為:浸泡水溫63 ℃、浸泡時間2 h、漿池水量13.50 L、打漿負荷4.57~5.50 kg 和打漿時間0.25~0.68 h。