鋼管超聲波探傷通孔與刻槽校驗靈敏度差異原因探究
2020-07-23 09:21:10徐振亞
焊管 2020年6期
陳 鵬, 王 琦, 徐振亞, 董 斌
(寶山鋼鐵股份有限公司, 上海201901)
HFW 高頻焊管生產(chǎn)線共有兩套探傷設備,一套為焊接后的在線焊縫探傷, 另一套為精整水壓后的離線焊縫探傷。 在線焊縫探傷為過程檢測, 主要為了減少批量廢管, 監(jiān)控焊接過程是否正常; 離線焊縫探傷為終探。
HFW 高頻焊管生產(chǎn)線在線焊縫探傷與離線焊縫探傷的一致性平均在93.9%, 對于毛刺和錯邊類缺陷, 在線焊縫探傷能較好地檢測出來, 也能起到較好的預警作用, 可避免批量缺陷的產(chǎn)生, 降低生產(chǎn)成本。 但是對于部分點狀裂紋和夾雜類缺陷, 在線焊縫探傷檢驗時敏感性不高, 常出現(xiàn)離線焊縫探傷存在異常而在線焊縫探傷未發(fā)現(xiàn)類似缺陷的現(xiàn)象。 然而, 此類缺陷是危害性缺陷, 對于HFW 焊管不允許存在, 會導致大批量廢管, 對產(chǎn)品質(zhì)量、 成本控制和產(chǎn)量的影響很大, 也是多年來困擾在線焊縫探傷的一個問題。
1 在線焊縫探傷與離線焊縫探傷介紹
1.1 在線焊縫探傷
在線焊縫探傷方式采用探頭自發(fā)自收的水浸法脈沖反射探傷, 水層距離約20 mm, 采用直探頭、 圓晶片, 通過縱波19°斜入射至鋼管內(nèi)部折射后, 采用45°折射橫波對焊縫進行檢測(如圖1所示), 一對探頭檢測外部缺陷, 另一對探頭檢測內(nèi)部缺陷。
1.2 離線焊縫探傷
離線焊縫探傷方式采用探頭自發(fā)自收的水膜法脈沖反射探傷, 水層距離約0.3 mm。 采用斜探頭、 方晶片, 直接入射至鋼管內(nèi), 采用45°折射橫波對焊縫進行檢測 (如圖2 所示), 一對探頭檢測外部缺陷, 另一對探頭檢測內(nèi)部缺陷。
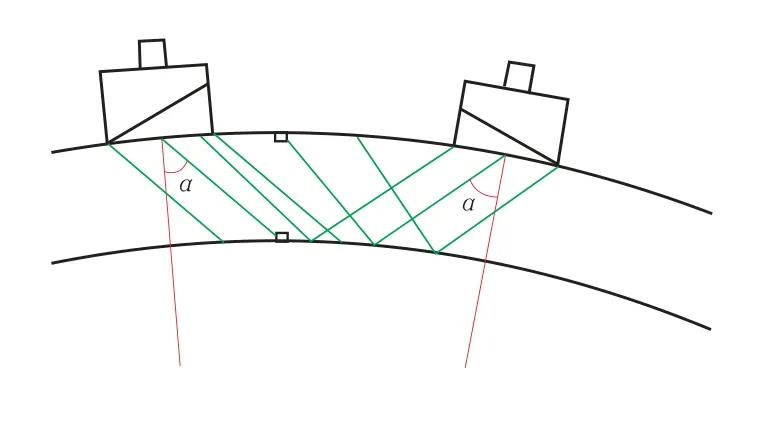
圖2 離線焊縫探傷原理示意圖
2 焊縫探傷結(jié)果存在差異的原因分析
2.1 現(xiàn)場對比試驗結(jié)果
通過現(xiàn)場統(tǒng)計發(fā)現(xiàn), 幾乎所有樣管都有相似的規(guī)律, 即ISO 10893-11 標準規(guī)定N10 (10%壁厚深度刻槽) 與Φ3.2 mm 豎通孔校驗靈敏度之間, 在相同波高下其靈敏度的差值是一致的。 下面以Φ355.6 mm×8.7 mm 規(guī)格焊管為例進行說明。
(1) 在線焊縫探傷時, 在反射波高60%情況下, Φ3.2 mm 豎通孔靈敏度比N10 刻槽靈敏度約高2~3 dB。
(2) 離線焊縫探傷時, 在反射波高60%情況下, N10 刻槽靈敏度比Φ3.2 mm 豎通孔靈敏度約高6 dB。
(3) 手工探傷校驗時, 在反射波高60%情況下, N10 刻槽靈敏度比Φ3.2 mm 豎通孔靈敏度約高6 dB, 與離線焊縫探傷校驗結(jié)果一致。
對比以上試驗結(jié)果可以看出, 在線焊縫探傷校驗時, Φ3.2 mm 豎通孔靈敏度比N10 刻槽靈敏度約高2~3 dB, 可能為異常現(xiàn)象。 結(jié)合現(xiàn)場實際, 推測其原因可能為: ①水浸法與水膜法探傷之間的差異引起; ②圓形芯片探頭與方形芯片之間差異所致; ③探傷時水浸法入射角存在周向差異, 周向折射角不能保證是45°。
2.2 實驗室對比試驗結(jié)果與分析
2.2.1 水浸法與水膜法探傷對比試驗
水層距離20 mm 水浸法采用在線探傷探頭,為圓晶片, 晶片尺寸為10 mm。 試驗結(jié)果為N10刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍,折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB。
水層距離0.3 mm 水膜法采用手工探傷探頭,為方晶片, 晶片尺寸為10 mm×12 mm。 試驗結(jié)果為N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB, 與水層距離20 mm 水浸法試驗結(jié)果一致(如圖3 所示)。
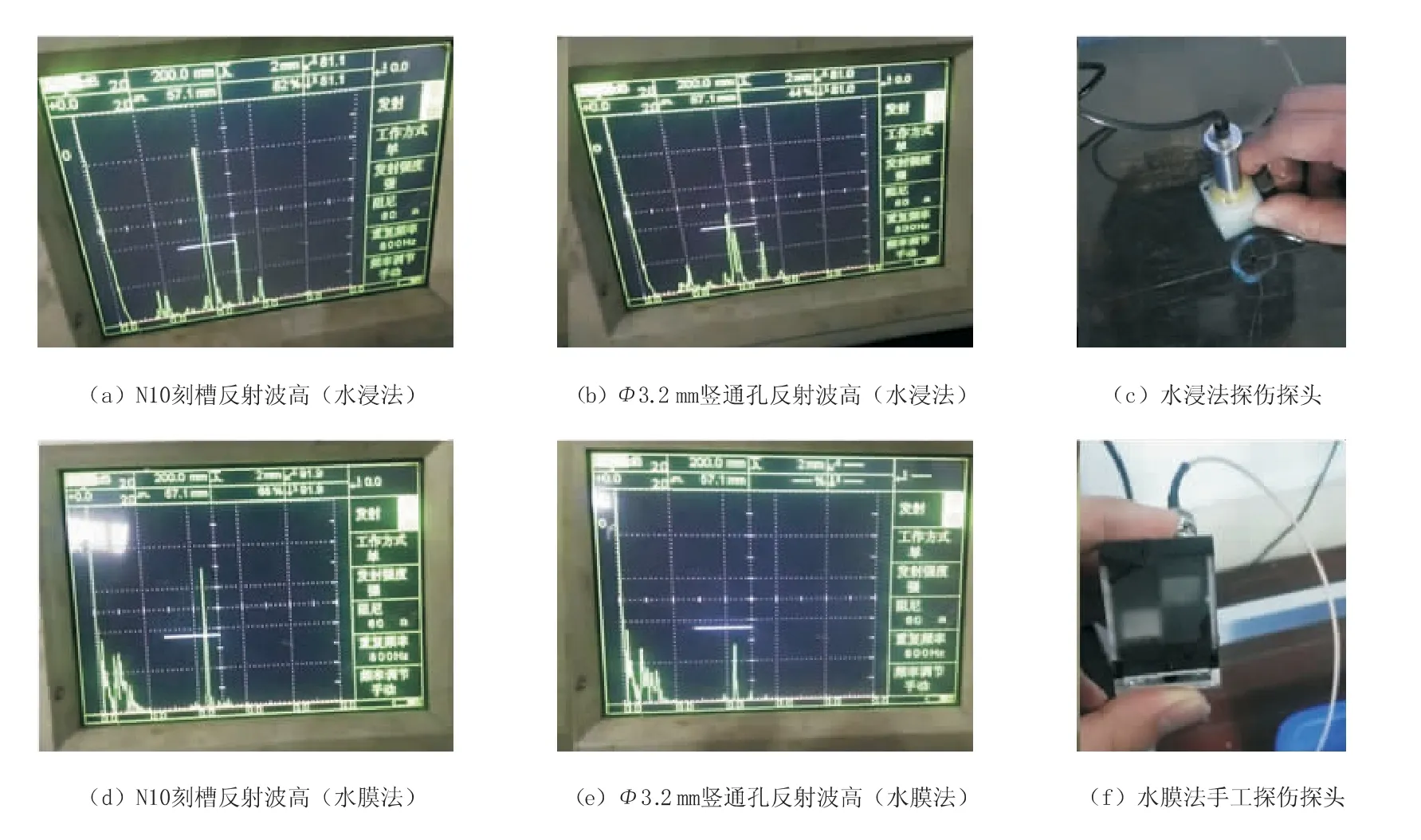
圖3 水層距離20 mm 水浸法與水層距離0.3 mm 水膜法探傷試驗結(jié)果對比
2.2.2 不同晶片尺寸、 類型對比試驗
(1) 不同晶片尺寸對比。 采用10 mm×10 mm方形晶片探頭, N10 刻槽反射波高是Φ3.2 mm豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB; 采用10mm×15 mm 方形晶片探頭, N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍多, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高7 dB。試驗結(jié)果表明, 不同尺寸方形晶片探頭試驗結(jié)果基本一致(如圖4 所示)。
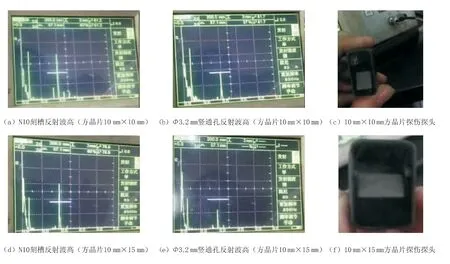
圖4 不同尺寸方晶片探傷結(jié)果對比
(2) 不同晶片類型對比。 采用Φ10 mm 圓晶片探頭, N10 刻槽反射波高是Φ3.2 mm 豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB; 采用10 mm×12 mm 方晶片探頭, N10 刻槽反射波高是Φ3.2 mm豎通孔反射波高的2 倍, 折合為靈敏度, N10 刻槽靈敏度比豎通孔靈敏度約高6 dB。 試驗結(jié)果表明, 圓形晶片與方形晶片探頭試驗結(jié)果一致。
從以上兩個試驗結(jié)果可以得出, 不同晶片尺寸、 不同類型晶片對刻槽和通孔的靈敏性是一致的(如圖5 所示)。
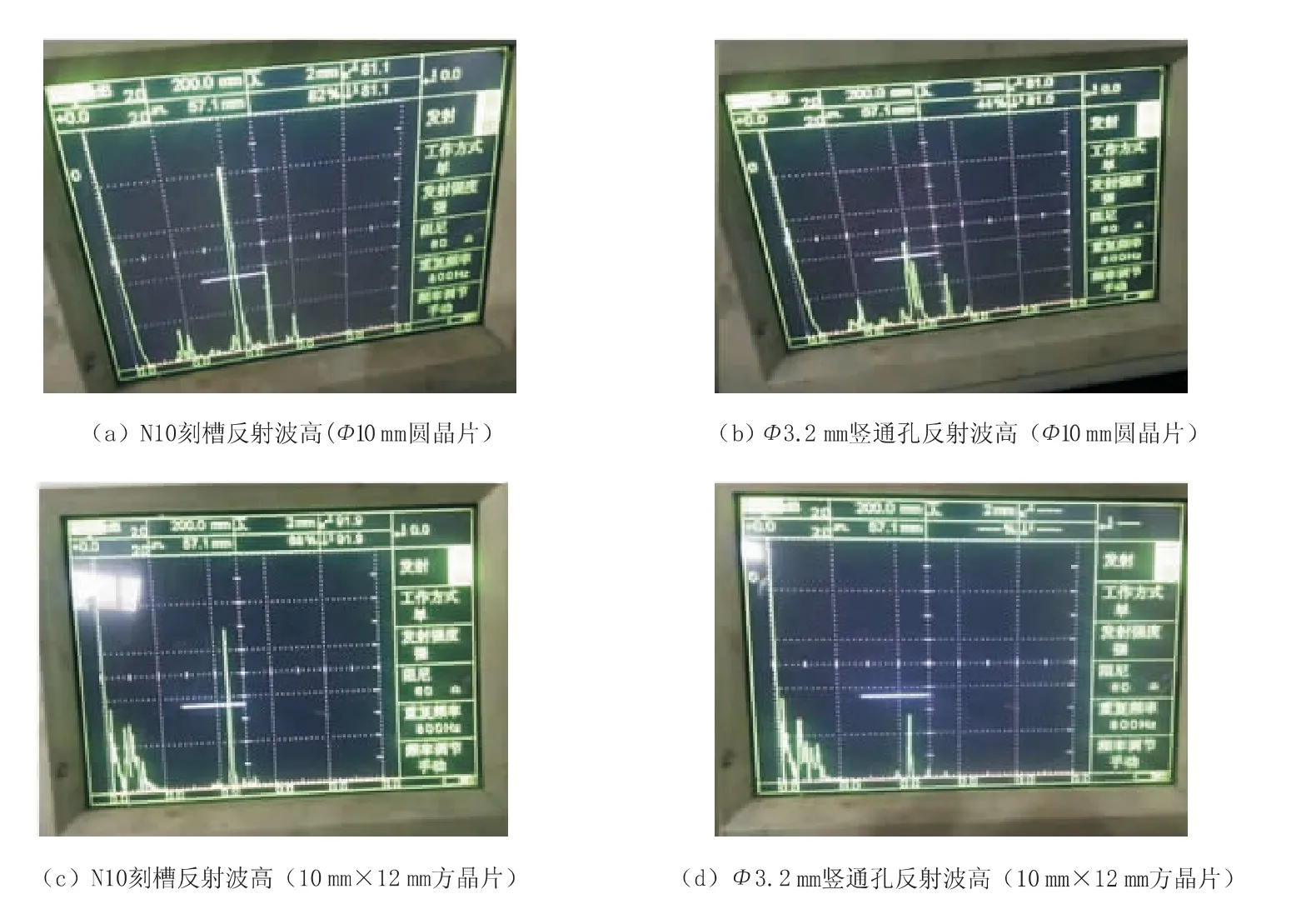
圖5 圓形晶片與方晶片探傷對比
2.2.3 在線焊縫探傷探頭不同入射角對比試驗
在相同反射波高情況下, 模擬探頭周向入射角的變化對N10 刻槽和Φ3.2 mm 豎通孔靈敏度的影響見表1。
由表1 可知, 隨著探頭入射角逐漸增大, 在反射波高同為60%時, 外傷刻槽增益值始終低于豎通孔外傷增益值, 內(nèi)傷刻槽增益值始終低于通孔內(nèi)傷增益值; 隨著入射角的減小, 刻槽增益值也低于豎通孔增益值, 只有入射角為16.1°時, 出現(xiàn)了1 次內(nèi)傷刻槽增益值高于通孔增益值的現(xiàn)象。說明, 相同反射波高時增益值越高靈敏度越低,也就是說, 刻槽靈敏度始終高于豎通孔靈敏度。

表1 模擬探頭周向入射角的變化對刻槽、 豎通孔靈敏度的影響
圖6 為模擬探頭相對于管體周向入射角不變,探頭相對于管體縱向發(fā)生偏轉(zhuǎn), 在60%反射波高下, N10 刻槽與通孔靈敏度的對比結(jié)果見表2。
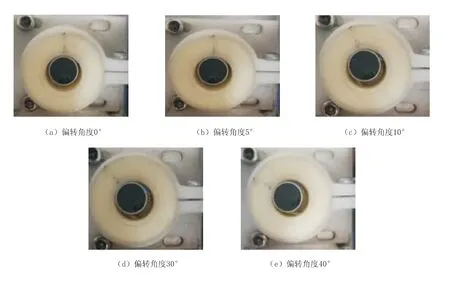
圖6 探頭周向入射角不變時, 模擬探頭發(fā)生不同縱向偏轉(zhuǎn)時的照片
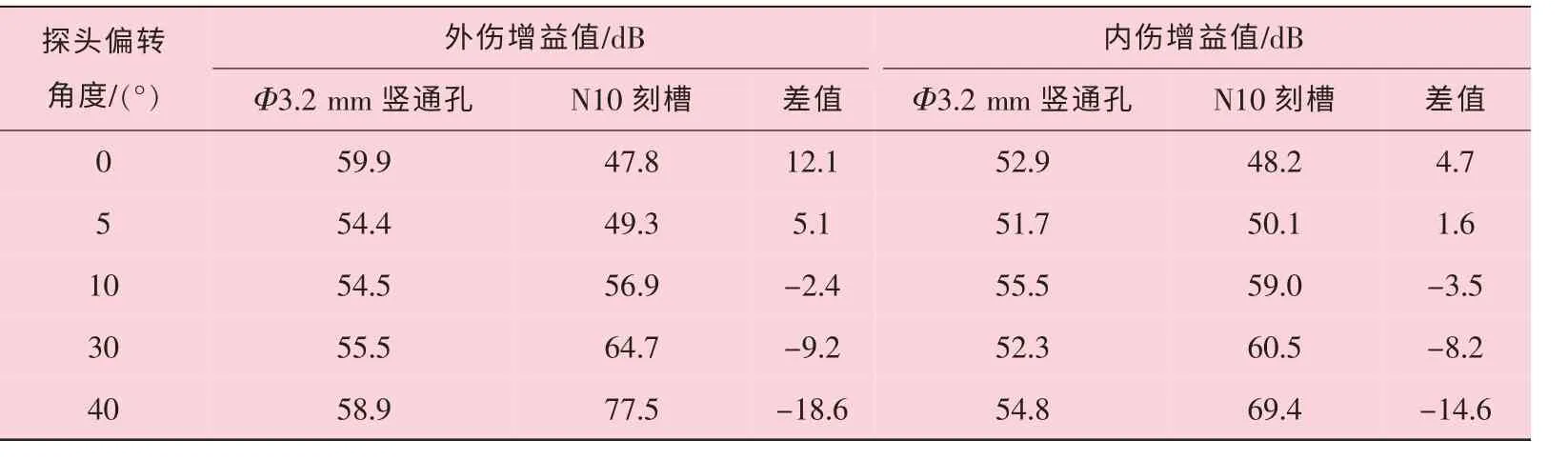
表2 探頭周向入射角不變時,探頭縱向偏轉(zhuǎn)角變化對刻槽通孔靈敏度的影響
試驗結(jié)果表明, 變換周向入射角大小, 刻槽靈敏度始終高于通孔靈敏度, 并無明顯趨勢。 與在線焊縫探傷實際校驗情況相反, 可以斷定, 在線焊縫探傷的情況并非為入射角變大或變小引起。
通過固定探頭周向入射角為19° (鋼中折射角45°), 模擬探頭發(fā)生縱向偏轉(zhuǎn)試驗, 發(fā)現(xiàn)隨著探頭偏轉(zhuǎn)角度的增大, 無論內(nèi)傷還是外傷, 豎通孔與刻槽增益值的差值都由正變?yōu)樨摚?即該角度偏轉(zhuǎn)至10°以上時豎通孔增益值即開始低于刻槽增益值, 相同反射波高時增益值越高靈敏度越低, 也就是說, 該角度的偏轉(zhuǎn)至10°以上時豎通孔靈敏度即開始高于刻槽靈敏度。 與在線焊縫探傷類似,可以斷定, 在線焊縫探傷的現(xiàn)場狀態(tài)為探頭入射角存在偏轉(zhuǎn)現(xiàn)象引起了豎通孔靈敏度高于刻槽靈敏度的現(xiàn)象。 圖7 為探頭發(fā)生縱向偏轉(zhuǎn)示意圖。
2.2.4 試驗原理分析
(1) 探頭在縱向處于正常狀態(tài)時, 探頭與焊縫方向為垂直狀態(tài), 當探頭檢測到鋼管內(nèi)部缺陷時, 如夾雜等, 超聲波會原路返回到探頭處,探頭接收到的缺陷信號能量高, 就會顯示在檢測屏幕上。
(2) 探頭與焊縫存在縱向偏轉(zhuǎn)角時, 此時探頭檢測到鋼管內(nèi)部缺陷, 如夾雜等, 探頭發(fā)射的聲束在鋼管內(nèi)部發(fā)生了反射現(xiàn)象, 返回來的聲束能量很少, 則檢測返回探頭的信號能量就小,檢測屏幕上就沒有顯示或者顯示很低; 如果一味地提高靈敏度的話, 那么雜波的信號也會很高,操作工很難找到缺陷。
3 現(xiàn)場應用
通過大量的試驗找到了在線焊縫探傷異常的根本原因是探頭出現(xiàn)縱向角度偏轉(zhuǎn), 當探頭出現(xiàn)10°縱向偏轉(zhuǎn)時, 豎通孔外傷靈敏度比外傷刻槽靈敏度高2.4 dB, 豎通孔內(nèi)傷靈敏度比內(nèi)傷刻槽靈敏度高3.5 dB, 現(xiàn)場在線探傷設備檢測時豎通孔靈敏度比刻槽靈敏度高2~3 dB, 由實驗室結(jié)果與現(xiàn)場檢測時的數(shù)據(jù)對比可知, 在線探傷設備檢測時探頭存在10°左右的縱向偏轉(zhuǎn)。 由設備專業(yè)人員對在線探傷設備進行了解體、 測量和分析, 找出了探頭出現(xiàn)縱向偏轉(zhuǎn)的原因是探頭整體支架橫梁、 環(huán)形支架、 探頭架內(nèi)軸承及導向柱等發(fā)生了變形磨損, 這些異常使得在線探傷設備在檢測時探頭發(fā)生了10°左右的縱向偏轉(zhuǎn), 進而出現(xiàn)了豎通孔靈敏度高于刻槽靈敏度的現(xiàn)象。
通過對設備的整改, 最終在線探傷與離線探傷的一致性從93.9%提高到98%, 夾雜裂紋類缺陷可在第一時間檢測出來, 極大地降低了批量廢管的產(chǎn)生, 批量廢管事故率由原來的每月2~4 次降低為每月0 次, 大大提高了產(chǎn)能。
4 結(jié) 論
(1) 通過大量的試驗與分析, 找到了在線焊縫探傷異常的根本原因為探頭的縱向偏轉(zhuǎn)。
(2) 找出了產(chǎn)生問題的原因并進行整改,最終解決了多年來制管生產(chǎn)線廢管率高的問題。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
