高硫高鹽油田用825 復合鋼管焊接國際標準探討
2020-07-23 09:21:10陳麗娟王慧心樊學華
焊管 2020年6期
陳麗娟, 王慧心, 谷 豐, 劉 暢, 樊學華
(中國石油工程建設有限公司 北京設計分公司, 北京100085)
825 合金是一種Ni-Cr-Fe-Mo-Cu 系鎳基合金, 具有優良的抗氯化物應力腐蝕、 抗氧化和抗點腐蝕能力[1-2]。 隨著高硫高鹽油氣田的開發, 為同時解決電化學腐蝕及應力腐蝕開裂等問題, 油氣田地面工程越來越多的用到825 耐蝕合金。825 雙金屬復合鋼管在滿足耐蝕性能的同時又進一步降低了成本, 具有更突出的性價比[3-6]。 復合鋼管由于基材和覆層材料化學成分和力學性能相差較大, 在焊接過程中極易發生碳及合金元素的擴散, 從而影響焊接接頭的組織形態, 進而影響焊縫區域的耐腐蝕性以及力學性能, 是制約雙金屬復合管發展的重要因素之一[7]。 國內825 復合鋼管的研究開發相對較晚, 對于高硫高鹽油氣田如何合理地制訂鎳基合金825 復合鋼管的焊接工藝, 提高其焊接接頭的耐腐蝕性和抗應力腐蝕開裂性能, 避免復合鋼管在高硫高鹽油田中出現腐蝕失效, 對825 復合鋼管的使用至關重要。
目前, 國內外對于825 合金的焊接工藝已相對比較成熟, 但缺乏針對825 復合鋼管焊接的相關標準和規范[8]。 國外標準如API RP 582[9]、 挪威M-601[10]以及國際石油公司SHELL 標準DEP 61.40.20.36-Gen[11]、 BP 標準GIS 43-334[12]、 Saudi Aramco 標準SAES-W-019[13]和挪威船級社標準DNV-OS-F101[14], 針對復合鋼管的焊接提出一些特殊規定和要求, 但缺乏系統的規定。 基于國內外標準和研究的基礎, 結合目前中石油在中東地區高硫高鹽油氣田的實際應用, 系統地概述整個高硫高鹽工況下825 復合鋼管的焊接工藝和特殊要求。
1 高硫高鹽工況下825 合金的應用限制
在含H2S 工況下, NACEMR0175/ISO15156-3對鎳基合金的應用范圍提出了明確的限制, 即固溶退火態的4a 類鎳基合金在溫度、 pH2S、 Cl-濃度和pH 值不限的條件下, 可用作任一設備或部件[15]。
SHELL 標準DEP 30.10.02.15-Gen 中規定了825 合金在溫度為200 ℃、 pH2S=1 400 kPa、 Cl-濃度為15%、 pH 值不限的條件下可用作任一設備或部件; 或溫度為200 ℃、 pH2S=2 200 kPa、 Cl-濃度為12%、 pH 值沒有任何限制的條件下可用作管道的內襯層或內覆層; 或溫度為200 ℃、 pH2S=3 600 kPa、 Cl-濃度為15%、 pH 值沒有任何限制的條件下可用作容器的內襯層或內覆層[16]。
SHELL 標準DEP 39.01.10.12-Gen 中規定了當溫度低于200 ℃、 pH2S<1 400 kPa、 Cl-濃度小于15%工況下, 站內工藝管線可采用825 合金[17]。
文獻[18] 給出了825 合金在pH2S<1 500 psi(10.335 MPa)、 pCO2<2 000 psi (13.78 MPa)、 溫度為250 ℃、 不含硫環境下腐蝕速率≤0.05 mm/a 且無SSC 或SCC 的適用性圖譜如圖1 所示。
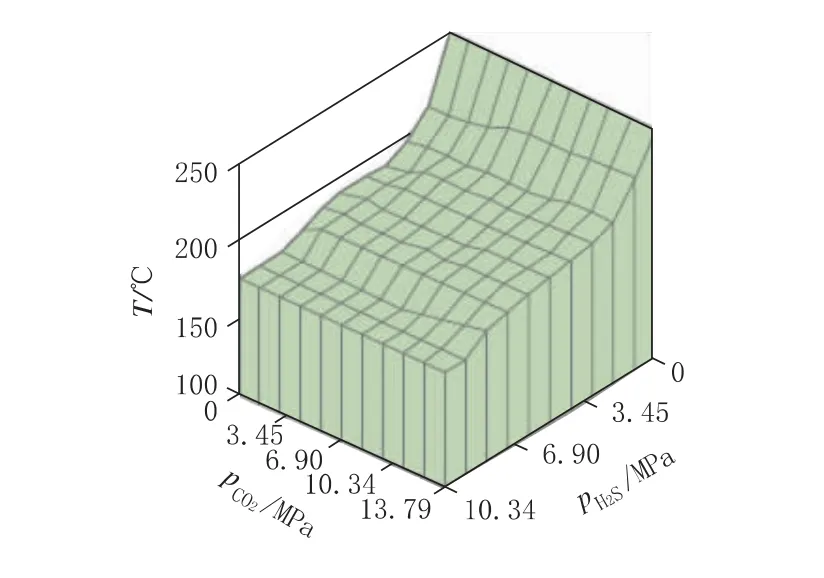
圖1 825 合金在含H2S/CO2、 不含硫環境下的耐腐蝕性[19](腐蝕速率≤0.05 mm/a 且無SSC 或SCC)
除上述標準規定了825 合金的使用限制要求, Edward L.Hibner[19]等人通過慢應變速率法研究了鎳基825 合金在H2S-CO2-Cl-且無硫體系中的SSC 機制, 認為825 合金適用于溫度為205 ℃、pH2S=0.69 MPa、 pCO2=2.76 MPa、 Cl-濃度為15%、pH 值為3.5 且無硫的環境; 或是溫度為230 ℃、pH2S=0.2 MPa、 不限Cl-濃度以及CO2分壓環境;或 是 溫 度 為200 ℃、 pH2S=6 MPa、 Cl-濃 度 為15.175%的環境等。 研究結果同時指出, 對于耐蝕合金來說, 鎳含量比PREN 值更為重要。
2 825 復合鋼管的焊接工藝
2.1 焊接方法選擇
雙金屬復合鋼管適用于焊條電弧焊(SMAW)、鎢極氣體保護焊 (GTAW)、 氣體保護金屬極電弧焊(GMAW) 及埋弧焊(SAW)等[20-21]。 GTAW適用于各種坡口的打底焊, 且焊接完成后背面無熔渣, 有利于保護管內清潔[3]。 SAW 因熱影響區積累的熱輸入量最小, 其獲得焊接接頭韌性最好, 多用于制造車間內厚板的焊接, GTAW 和SAW 獲得的焊接接頭具有更好的韌性和耐蝕性能[22]。 SMAW 因設備簡單, 操作方便, 適用性強,基本不受焊接位置和環境的影響, 因此在管道焊接中應用廣泛[23]。
2.2 焊接工藝的評定
目前長輸管線的焊接主要參考API SPEC 1104 標準[24], 站場管線主要參考ASME BPVC Ⅸ標準[25], 但這些標準均未對雙金屬復合鋼管的焊接有明確要求。 DEP 61.40.20.36-Gen[11]在API 1104 的基礎上做了修改, 并提出了詳細的重要變量規定, 從而為雙金屬復合鋼管的焊接提供了參考。 其重要變量歸納為:
(1) 母材。 包括碳鋼基材強度等級的提高、 成型方式的變化, 以及耐蝕合金層材料UNS 牌號的變化、 成型方式的變化, 外徑超出0.5D~1.5D 的變化。
(2) 接頭設計。 坡口形式的改變, 比如U形變成V 形, 鈍邊的錯邊量增加。
(3) 焊接位置。 軸向夾角較評定試件大25°。
(4) 壁厚。 焊件壁厚≤25 mm 時, 最大評定壁厚不超過1.25t; 焊件壁厚>25 mm 時, 最大評定壁厚為0.75t~1.25t。
(5) 填充金屬。 直徑、 類別 (UNS 牌號)、供貨商、 打包道數及受工程臨界分析 (ECA) 影響的PQR 所用的填充金屬批號。
(6) 電特性及電弧能量。 電壓、 電流、 送絲速度超過±15%, 熱輸入量超過±10%, 背部支撐、 峰值電流以及脈沖持續時間超過±10%。
(7) 焊道間的時間間隔。 頭道根焊與二道根焊之間的時間間隔大于最大允許時間。
(8) 焊接方向。 下向焊變為上向焊, 或反之。
(9) 背部保護氣體和自保護氣體成分及流速。 自保護氣體和背部保護氣體中O2的總體積分數的增加不應超過0.05%, 背部保護氣和自保護氣體的流速超過±10%, 背部保護氣中止前的焊道減少。
(10) 助焊劑。 分類、 類型或者商標、 助焊劑的循環利用率以及受工程臨界分析 (ECA) 影響的PQR 所用的助焊劑批號。
(11) 焊接速度。 包括焊條移動速度的變化應不超過±10%。
(12) 預熱以及層間溫度。 低于最低預熱溫度或高于最大層間溫度。
(13) 焊后熱處理。 增加或取消焊后熱處理要求, 或者熱處理參數變化。
(14) 焊道順序。 焊道順序的任何變化均應視為重要變量。
(15) 對口器的類型及移除。 內對口器變成外對口器, 或在開始正式WPS 前移除對口器。
(16) 定位焊。 定位焊的移除或者進一步完成根部焊接。
(17) 焊接返修。 靠近內表面的局部焊透返修。
2.3 焊材的選擇及要求
針對雙金屬復合鋼管, 其內層耐蝕合金以及基層碳鋼可以選擇不同的焊接材料, 為解決碳鋼對鎳基合金成分的稀釋影響, 內覆層及過渡層的焊接材料要比母材含有更高的鉻鎳[21]。
參照825 合金的焊接, API 582 表A.4 提供了相應的焊材選擇列表, 對于825 合金可采用ENiCrMo-3。 用于含硫工況時, 為保證焊接接頭的耐腐蝕和抗開裂性能, 挪威標準M-601 規定, 焊材應增加Cr 和Mo 含量, w (S) 應不超過0.015%。
2.4 保護氣體
對于GMAW 和GTAW, 自保護氣體可采用Ar 或Ar+He, 背部保護氣體可采用體積分數為100%的N2或者Ar/N2混合氣體, 且N2的體積分數應不小于5%[11,13]。 自保護氣體中不應含有氫,避免在焊接過程中導致焊縫對氫的吸收[8]。
此外, 焊接前應對背部保護氣體中O 含量進行測量, O2的體積分數應低于0.005%, 以保證焊接接頭的抗點蝕性能[11-13], 背部保護氣體宜最少維持至焊縫高度不小于10 mm 時方可移除[12]。
2.5 焊接參數的控制
825 合金復合鋼管一般無需進行預熱, 若需預熱以除去表面的水分和濕氣, 焊接前宜冷卻至室溫[11-13]。 為獲得抗腐蝕開裂性能優異的焊接接頭, 控制熱輸入、 層間溫度和冷卻速率也至關重要。
挪威標準M-601 和BP 標準GIS 43-334 提到對于鎳基合金 (825 合金) 焊接層間溫度不應低于預熱溫度, 且不應超過最大評定溫度, 其推薦溫度為150 ℃。 Shell 標準61.40.20.36-Gen 提到對于鎳基合金 (825 合金) 焊接層間溫度不應超過125 ℃。
825 合金具有較大的焊接熱裂紋傾向, 相對于奧氏體鋼必須更嚴格地限制有害雜質, 焊接時宜采取相對較小的熱輸入[26]。 熱輸入量主要與焊接電流、 電弧電壓、 焊接速度有關[22], 焊接時要用較小的電流且擺幅不宜過大, 焊接速度不應過慢[27]。
3 825 復合鋼管焊接接頭性能控制
3.1 焊接接頭性能測試
3.1.1 力學性能測試
首先焊接接頭應滿足力學性能要求, 按照ASME BPVC Ⅸ[25]的相關要求進行測試, 其中拉伸試驗應按照QW-150 要求進行, 在試驗前應去除825 內覆層, 焊縫的抗拉強度應不低于碳鋼母材; 導向彎曲試驗應按照QW-163 要求進行,試樣彎曲后的凸面上沿任何方向測量, 在焊縫和熱影響區內不得有超過3 mm 的開口缺陷。 沖擊試驗應按照ASTM A370[28]要求在最低設計溫度下進行測定, 在試驗前應去除825 內覆層, 針對酸性高鹽工況下全尺寸試樣焊縫最小平均沖擊功推薦值為50 J, 最小單值為40 J, 熱影響區最小平均沖擊功推薦值為75 J, 最小單值為55 J。
為了避免825 復合鋼管焊接接頭在含H2S高鹽工況下出現應力腐蝕開裂, 應控制焊縫硬度。 NACEMR 0175/ISO 15156-2 中規定碳鋼最大硬度應不超過22HRC 或250HV10。 NACE MR 0103/ISO 17945[29]規定固溶態825 合金經冷加工處理后的最大硬度應不超過35HRC。 NACEMR 0175/ISO 15156-3 中規定鎳基合金焊接后熱影響區的硬度應不超過母材和熔覆金屬的最大硬度。BP 標準GIS 43-334 給出鎳基合金焊縫和熱影響區的最大硬度值不超過345HV10。 酸性高鹽工況下, 推薦其硬度值應控制在不超過345HV10。
3.1.2 耐點蝕性能測試
為保證825 復合鋼管焊接接頭的抗點蝕性能, 應按ASTM G48 的A 法進行耐點蝕性能評價[30], 試樣尺寸10 mm×50 mm (焊縫位于中心位置), 采用6%FeCl3溶液, 試驗溫度(50±1) ℃,試驗周期24 h。
驗收評價: 在20 倍顯微鏡下進行外觀檢查, 應無點蝕坑, 同時記錄失重, 且失重不應超過4 g/m2。
3.1.3 晶間腐蝕性能測試
為保證825 復合鋼管焊接接頭的抗點蝕性能,應按ASTM G28 A 法進行耐晶間腐蝕性能評價[31],試樣面積應在5~20 cm2(焊縫位于中心位置), 采用Fe2(SO4)3-H2SO4沸騰溶液, 試驗周期120 h。
驗收評價: 試樣的腐蝕速率不應超過0.5 mm/a。
3.1.4 硫化物應力腐蝕開裂性能測試
為保證825 復合鋼管焊接接頭的抗應力腐蝕性能, 按照NACE MR0175/ISO 1516-3 要求, 至少應進行常溫條件下硫化物應力腐蝕開裂性能評價以及最大服役溫度下的應力腐蝕開裂性能評價。 試驗按照ASTM G39[32]及NACE TM 0177[33]標準進行, 采用四點彎曲法對焊件進行應力腐蝕試驗。 測試溶液采用現場模擬溶液, 包括產出水中的C1-、 HCO3-以及H2S、 CO2的氣相分壓, 測試加載應力為100%AYS (測試溫度下母材實際屈服強度), 且焊件近管道內壁側承受拉應力,試驗周期720 h。
驗收評價: 在10 倍放大鏡下進行外觀檢查,受拉應力面上應無任何裂紋。
3.2 金相測試
焊接接頭微觀金相測試應按照ASTM E562 放大至400 倍進行[34]。
驗收評價: 焊接接頭的微觀結構應無碳化物、 氮化物和其他中間相組織, 它的總量應不超過0.05%[11]。
3.3 化學成分測試
焊接接頭應進行化學成分測試, 測試位置應在根焊中心線以下距表面0.5 mm 處, 當所用填充金屬化學成分不同于基材時, 接頭處的化學成分測試結果應滿足填充金屬的化學成分要求[11],并且其耐點蝕當量應不低于42[13]。
3.4 焊后熱處理
對于復合鋼管的焊接一般不要求進行熱處理[11-12,35]。 若必須進行焊后熱處理, 首先應保證合金表面的潔凈度, 應無油污、 油脂、 涂層等污染物, 以避免熱處理過程中腐蝕的發生。 同時, 必須要嚴格控制熱處理過程中的加熱和冷卻方式以及爐內氣氛中的S 含量[35]。
4 結 論
近年來, 隨著中石油中東高H2S 高鹽油氣田的開發, 825 復合鋼管的應用不斷推廣。 在基于國內外標準規范和相關文獻的基礎上, 通過理論分析, 并結合現場工程實際, 獲得以下相關結論:
(1) 明確了825 合金在高H2S 高鹽工況下存在的失效風險和適用工況。
(2) 明確了825 復合鋼管在高H2S 高鹽工況下焊接工藝評定的變量、 關鍵焊接參數控制要求、焊材的技術規定以及保護氣體的選擇, 為高硫高鹽工況下825 復合鋼管的焊接提供了參考。
(3) 明確了高硫高鹽工況下825 復合鋼管焊接接頭的性能測試試驗和評定要求, 保證焊接接頭的力學性能和抗腐蝕開裂性能。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
