工業機器人在鋁合金汽車壓鑄件生產中的應用
2020-07-31 06:19:50樊偉
時代農機 2020年5期
樊 偉
(重慶工貿職業技術學院,重慶 涪陵400800)
1 引 言
近年來,我國的汽車行業的市場需求提升較快,各種類型的汽車銷量增長大幅度提升。目前我國汽車行業正處于快速發展階段,市場競爭極為激烈,汽車的改革創新變化可謂是日新月異,琳瑯滿目的各類車型、人性化的配置選擇、低成本的資金投入讓汽車制造行業有了更高的要求。特別是鋁合金壓鑄產品市場需求高漲,歐美等工業發達國家轉而向發展中國家采購鑄件鋁合金汽車配件。主要采用重力壓鑄,傳統的作業模式是人工脫模和上下料。環境溫度高,搬運強度大。而且鑄件品質難以保證鑄件容易產生縮松、縮孔等缺陷,成型過程中造成晶粒尺寸不均勻等缺陷,這些缺陷影響了配件的壽命。工業機器人作為集多學科先進技術于一體的現代制造業重要自動化裝備,以其高度的柔性化在現代鑄造產業中應用日趨廣泛。使用工業機器人進行汽車配件生產,極大地提高了鑄件質量,解放了工人勞動力。因此,解決工業機器人在鋁合金汽車壓鑄件生產中的應用迫在眉睫。
2 汽車壓鑄件的典型應用
(1)發動機缸體。發動機是汽車的“心臟”,汽車質量的好壞關鍵在于發動機是否質量好。而發動機的核心部件就是缸體。早期的缸體主要采用低壓鑄造或砂型鑄造,但從目前對汽車發動機對比分析來看,大部分主流車型及汽車廠商均采用鋁合金壓鑄缸體。雖然鋁合金壓鑄缸體較前兩種制造方式的成本高,但隨著石油價格的不斷攀升及汽車輕量化要求的不斷發展,鋁合金壓鑄缸體越來越廣泛地被汽車廠商所采用。由于鋁合金的導熱性能較鑄鐵好,使用鋁制氣缸蓋和氣缸體可以改善發動機的工作狀態,提高其熱效率,更大地改善和提高發動機的工作效率。缸體的鑄造工藝極其復雜,被譽為鋁合金壓鑄技術中的“金字塔”,掌握了缸體的制造技術及工藝就基本掌握了壓鑄技術的“核心機密”。
(2)支架類零件。此類零件主要用于汽車發動機、變速器等關鍵部件的連接,雖然表面上看不如缸體、缸蓋等關鍵,但本質上此類零件質量的好壞對整個汽車的安全性具有決定性的作用。此類零件在壓鑄生產過程中出現的主要問題是變形。
3 系統的總體設計
文章所述是工業機器人在鋁合金汽車壓鑄件兩大模塊。主要是由1 套PLC 總控系統、1 臺沖床、1 臺油壓機、1 臺6 軸機器人及60kg 機械手(脫模)、1 套脫模系統、1 臺6 軸機器人及60kg 機械手(自動上下料)、1 臺加工中心及其它相關設備組成。
4 脫模系統的設計
拆卸壓鑄模具的過程中存在藥品粉末或顆粒,容易引起爆炸;此外,組成模具的內部組件嵌入到外圍的壓鑄設備中,內部組件與物料之間產生較大的粘著力,人工拆卸勞動強度大;整個壓鑄設備布置在地下升降臺上面,手動作業存在安全危險,因此針對模具拆中存在易爆、人工勞動強度大、不安全等情況,設計一種脫模系統以實現壓鑄模具的自動拆卸是十分必要的。結合目前制造裝備中相關自動化技術的應用情況,設計6 軸工業機器人自動脫模系統的總體設計。
4.1 脫模工序及技術要求
6 軸工業機器人自動脫模系統的工作對象是一組壓鑄模具,其結構如圖1 所示。
每個內部組件上安裝有兩個M10 緊固螺栓,安裝的定銷、松動銷和起吊螺栓均為一個。整個壓鑄模具嵌裝在外圍的圓柱形設備中,需要拆卸的零部件為定位。
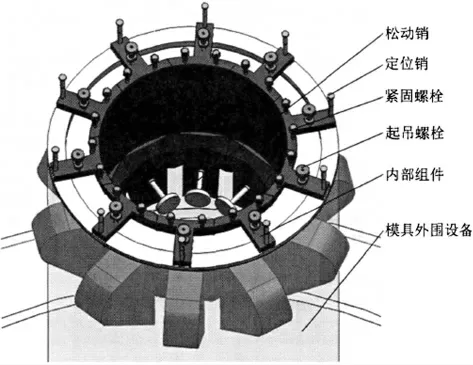
圖1 脫模系統的工作對象
銷、緊固螺栓以及內部組件,具體的脫模工序如下:
(1)拆除軸向緊固螺栓,總共有20 個型號為M10 的緊固螺栓,均勻分布在直徑465mm 的圓周上。
(2)拆除內部組件上的定位銷,將其從圓柱形設備中拔出,總共有10 個定位銷均勻布置在直徑645mm 的圓周上,每拆除一個定位銷,拆除一個內部組件。
(3)敲擊內部組件下端的松動銷,使嵌入到外圍設備中的內部組件松動。
(4)拆除內部組件,總共有10 個內部組件,有大瓣和小瓣的區別,大瓣和小瓣各占半,拆除內部組件時首先要將5 個小瓣的內部組件取出,然后剩余的5 個大瓣的內部組件才可以取出。
在對模具進行拆卸的過程中,為了避免模具發生損壞,同時精確的完成模具的拆卸,對脫模系統的設計提出了相應的技術要求,具體技術要求如下:
(1)軸向緊固螺栓拆卸扭矩:30~70Nm 可調。
(2)內部組件拆卸松動力范圍:200~400N。
(3)拆卸內部組件負載能力:30~60kg。
(4)內部組件定位銷拔出力:≦500N。
(5)拆卸模具定位精度:±1mm。
4.2 脫模系統的組成及工作原理
進行脫模系統設計時要滿足功能完備、結構合理、安全可靠的基本要求,同時元件要布置合理,工件盡量采用標準化產品以便于維護,自動化程度盡量要高,系統操作簡單以便于工作人員快速掌握。
6 軸工業機器人自動脫模系統主要由工業機器人、快換裝置、拆卸工具頭、視覺定位系統、控制系統、監控系統和輔助裝置等部分組成,脫模系統拆卸模具的工位有工具頭調用工位、識別定位工位、緊固螺栓收集工位以及內部組件放置工位。脫模系統的工作原理為:首先,脫模系統項目總控(Project Controlling,簡稱PC)端發送取視覺測量工具頭指令,工業機器人從工具架上取下視覺測量工具頭并將其送至識別定位工位,對內部組件上的緊固螺栓和起吊螺栓進行識別定位,并將測量數據發送至PC 端;其次,工業機器人接收并存儲PC 端發送過來的定位數據;最后,工業機器人調用定位數據,在相關指令下實現內部組件的自動拆卸,脫模的流程如圖2 所示。
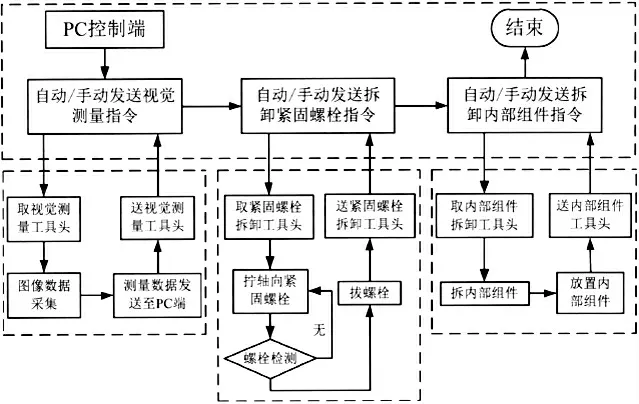
圖2 脫模流程圖
5 自動上下料系統組成及工作流程
工業機器人取件系統由機器人系統部分、打磨部分、上下料部分等組成,如圖3 所示。
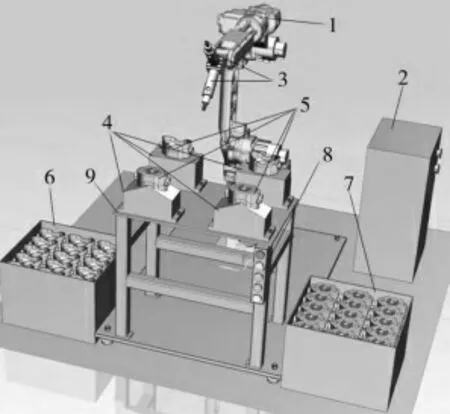
圖3 自動上下料系統
5.1 工業機器人系統
ABB 公司的IRB6620 機器人融合了直線軸機器人和多關節型機器人的各種優點,增添了緊湊性、敏捷性等多種特色。是一款載150kg 的6 軸機器人,并具有ABB 多關節型機器人的高運動范圍和內在柔韌性特點。該型機器人在設計上實現了高性能和高可靠性,能夠提高產量和利用率。6620 的設計舍棄了平衡汽缸,使得機器人更緊湊更敏捷。內置式服務信息系統(SIS)可監控動作機械取件及優化服務需求。載荷和可達距離:150kg and2.2m。IRB6620 不僅可抓取較重、較大工件,更適合處理更大轉動慣性的工件。
5.2 自動上下料工作流程
(1)按下啟動按鈕,機器人伺服使能,機器人啟動,發出機器人上料開始信號。
(2)機器人接到上料開始信號,機器人搬運工件到達壓鑄機正前方50cm 處,發出機器人上料完成信號。
(3)壓鑄機接到上料完成信號,壓鑄機門打開,壓鑄機門開到位,發出機器人送料開始信號。
(4)機器人接到送料開始信號,機器人將工件送入壓鑄機,返回壓鑄機正前方50cm 處,發出機器人送料完成信號。
(5)壓鑄機接到送料完成信號,壓鑄機門關閉,壓鑄機門關到位,壓鑄機加工開始工作,壓鑄完成后,壓鑄機門打開,壓鑄機門開到位,發出機器人取料開始信號。
(6)機器人接到取料開始信號,機器人將壓鑄機內的工件取出,并放置指定位置后,發出機器人取料完成信號。
6 結 語
文章介紹了工業機器人在鋁合金汽車壓鑄件生產中的應用。該壓鑄系統采用6 軸機器人完成汽車模具(壓鑄件)自動脫模與自動上下料的作業。該壓鑄系統采用軟硬件雙重保護,特別加強了操作人員安全防護工作。還優化其生產工藝流程。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
汽車與安全(2019年9期)2019-11-22 09:48:03
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
