雙離合變速器輸出軸前軸承壓裝工藝研究
2020-08-01 09:15:30涂廣平韓雪鄒勇曹元平黃超尹大樂
機械工程師 2020年7期
涂廣平, 韓雪, 鄒勇, 曹元平, 黃超, 尹大樂
(1.浙江吉利動力總成有限公司,浙江 寧波315800;2.合肥工業大學 汽車與交通工程學院,合肥230009)
0 引 言
軸承是變速器的支撐組件,為保證定位,與殼體軸承座孔之間采用過盈配合,軸承壓裝過程直接影響變速器的傳動精度、振動噪聲和使用壽命[1-2]。最初是采用手工敲擊的方法對變速器軸承進行裝配,這種裝配方式不僅效率低下,而且嚴重影響裝配質量。隨著裝配技術的不斷發展,汽車生產廠商開始使用壓力機進行軸承裝配。壓裝受力過程十分復雜,無法準確測量壓裝過程中和壓裝完成后軸承和軸承座的應力分布[3-4],因此,需要對軸承壓裝力進行正確的分析計算。本文在理論計算的基礎上,分析了雙離合自動變速器(DCT)輸出軸前軸承外圈在殼體軸承座孔的壓裝工藝過程及設備,并通過試驗對結果進行了驗證,得到壓裝力-位移曲線,為壓裝設備的設計與壓裝過程的監測提供了理論依據。
1 壓裝力理論計算
為了得到壓裝力的理論值,首先需要計算出接觸面間的徑向接觸應力。多層組合圓筒結構是將厚壁圓筒分為2個或2個以上的單層圓筒,各層之間有一定的過盈尺寸,這種利用緊配合的方法套在一起制成的厚壁圓筒稱為“組合圓筒”[5]。顯而易見,軸承外圈與軸承座孔之間的過盈裝配屬于“組合圓筒”問題,其具體結構如圖1所示。過盈配合的接觸比較復雜,接觸區間在壓裝過程中通常會產生彈性變形和塑性變形[6],在本文中僅考慮了壓裝過程中的彈性變形。對于彈性變形狀態下過盈配合的接觸應力,可采用厚壁圓筒理論與拉梅公式來進行求解[7]。套合前,軸承外圈(內圓筒)內半徑為R1i,外半徑為R1O;軸承座孔(外圓筒)內半徑為R2i,外半徑為R2O。設理論過盈量為δ,則δ=R1O-R2i。
在壓力p的作用下,軸承外圈外壁向內壓縮,軸承座內壁向外膨脹,從而使軸承外圈和軸承座緊密配合。設軸承外圈外徑變形量為u1,軸承座孔內徑變形量為u2,則
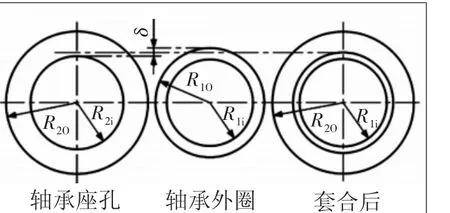
圖1 軸承外圈與軸承座孔套合模型
式中:E1為軸承外圈彈性模量,N/mm2;μ1為軸承外圈泊松比。
由彈性力學理論可以列出軸承座孔內壁的徑向位移為
2 壓裝系統及工藝分析
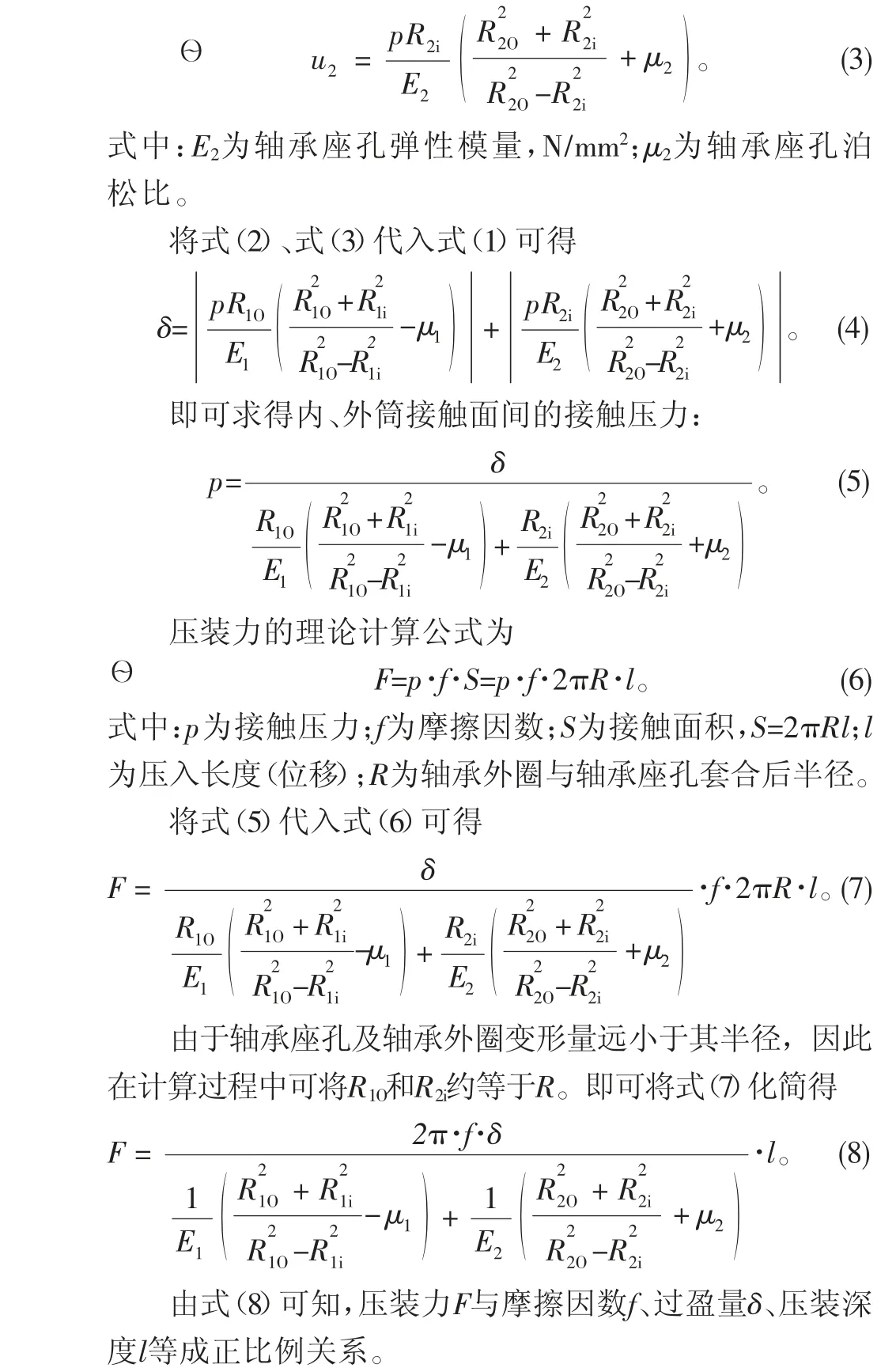
本文介紹的雙離合變速器軸承與軸承座孔具體結構如圖2所示。裝配過程是通過電動伺服壓機完成的,屬于壓力壓裝法。
圖2 DCT輸出軸前軸承與殼體軸承座孔結構示意圖
2.1 電動伺服壓裝設備
電動伺服壓機主要由C形架、反靠機構、托盤舉升定位機構、伺服壓機、壓頭浮動機構、壓機變位機構、離殼隨行托盤、RFID(射頻識別裝置)、操作面板HMI(人機界面)等部分組成,綜合考慮變速器裝配流程和定位要求,伺服壓機固定在隨行托盤下方,伺服電動機通過同步帶輪驅動滾珠絲桿,與滾珠絲桿配套的螺母依靠導向機構帶動抗扭壓軸及其聯結的壓頭實現垂直向上的壓裝動作,具體結構如圖3所示。
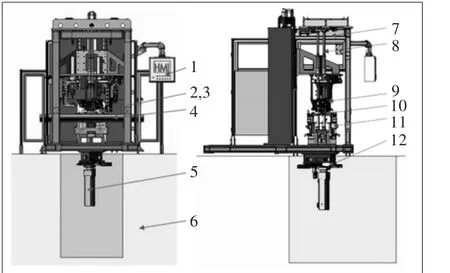
圖3 電動伺服壓機
伺服壓機標配的編程軟件可用于創建簡單和復雜的壓裝程序,記錄、顯示質量數據,存儲壓裝的過程數據。通過操作界面可以在程序步中直接輸入過程參數,如壓力、位移、時間、速度、加速度、減速度等,程序被調用時就會自動向下執行。可以通過力-位移(Fl)曲線上的窗口或包絡線等方式對工件的壓裝過程進行監控。該壓機具有剛性好、噪聲低、效率高、柔性好等優點。
電動伺服壓機的壓裝過程分為快進、探測、壓裝、保壓、返回等5個步驟[8]。開機時設備自動尋找工作原點,人工設置好壓裝參數后,工件9隨托盤2移動到壓裝工位,RFID3讀取托盤2上的信息,托盤2舉升定位,反力機構8下降與工件9接近,壓頭10將在此位置以快進速度上升至探測位置,開始探測過程;壓頭10以探測速度繼續上升,若到了所設定的探測限制位置仍未探測到工件,壓頭10將停止動作,并自動返回工作原點,報警請求工作人員處理;而在探測過程中接觸壓力及其它參數達到設定值時,壓頭10自動切換到壓裝速度,開始壓裝過程;壓裝到設定位置時將按照設定好的時間進行保壓過程;保壓完成后壓頭10按照設定速度返回至工作原點,壓裝過程結束。具體流程如圖4所示。
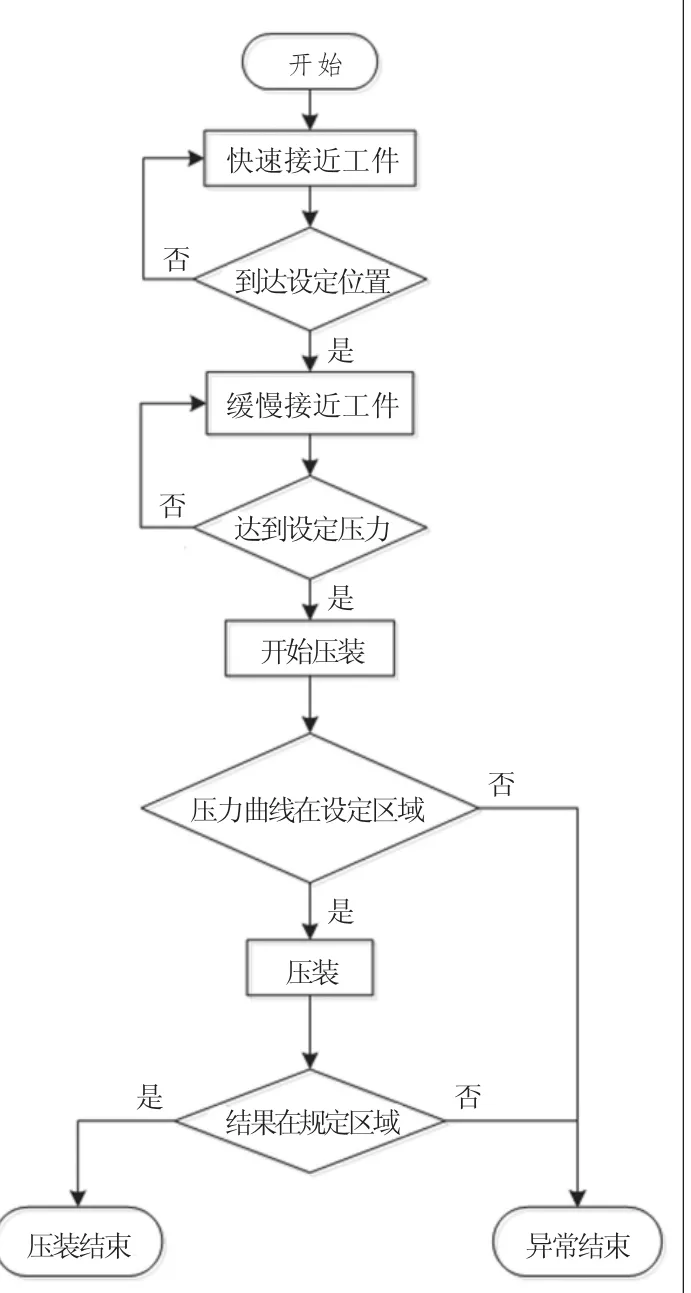
圖4 壓裝流程圖
2.2 工藝分析
為保證壓裝質量,在壓裝過程中應注意以下幾點:1)輸出1軸采用圓柱滾子軸承,且具有正反面,壓裝過程中應注意軸承正反防錯,可以采用光電傳感器對正反面軸承保持架與外圈端面高度差異進行檢測,軸承正確壓裝方向如圖5所示;2)為保證壓裝位置準確,殼體通過3個小平面和2個孔進行定位,如圖6所示;3)殼體為薄壁件,為防止殼體在壓裝過程中受力變形,應采用反力支撐機構,如圖7所示;4)壓裝過程力設置為2~18 kN,壓裝截止力為23 ~25 N。
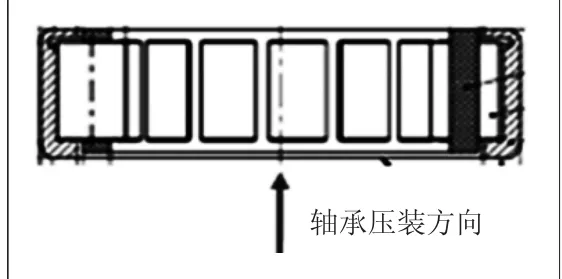
圖5 軸承壓裝方向
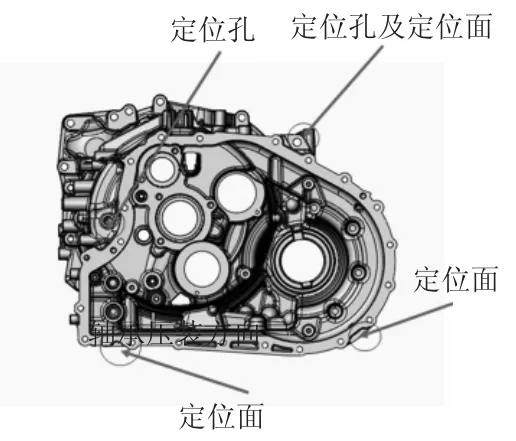
圖6 定位孔及定位面
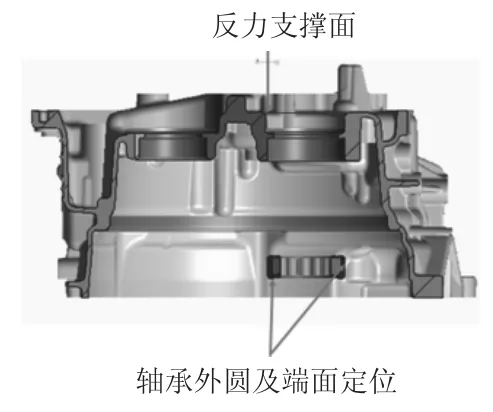
圖7 反力支撐面
壓裝試驗及結果分析
采用第2節所述的電動伺服液壓機,嚴格按照壓裝步驟及壓裝工藝要求,對雙離合自動變速器軸承進行壓裝試驗,試驗結果如圖8所示。在圖8中有一條反映各階段壓裝狀態的時間軸。自設備工進開始,采樣頻率10 000 Hz,將這些點連接起來,便形成一條曲線,從而反映軸承在壓入軸承座孔過程中的每一位置的壓力變化(t5區除外)。在時間軸上,將壓裝曲線劃分為t0、t1、t2、t3、t4、t5共6個時間階段進行分析[9]:1)t0階段。浮動壓頭找正,曲線有起伏。2)t1階段。軸承外圈擠壓壓縮,至外圈未壓入部分直徑與殼體配合孔徑大小接近為止,曲線上升。3)t2階段。軸承外圈和殼體內孔受壓綜合形變進入穩定區域,壓裝力上下小幅度波動。4)t3階段。軸承端面貼靠到殼體,壓裝力急速上升,直至完全貼合。5)t4階段。軸承壓裝系統無間隙,壓裝力近似垂直上升。6)t5階段。壓機達到設定的截止力,開始保壓,保壓5 s(該區域壓頭位移為零)。
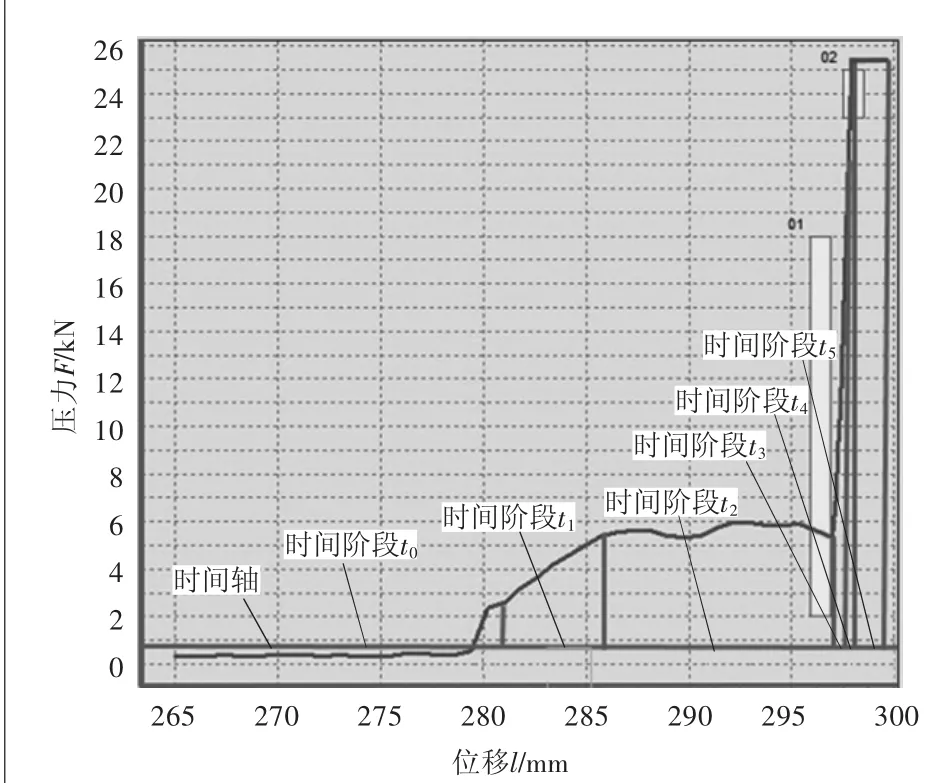
圖8 軸承壓裝曲線
從圖8中軸承壓裝曲線及對各個階段的分析可以看出,壓裝曲線在規定區域內,壓裝結果較為理想。
4 結 論
本文通過理論計算、壓裝工藝的分析與實驗驗證三個方面對變速器軸承壓裝工藝進行研究,得到以下結論:1)變速器軸承外圈的壓裝力F與摩擦因數f、過盈量δ、壓裝深度l等因素成正比例關系;2)壓裝速度對壓裝力的影響很小,在生產過程中可以適當調節壓裝速度以適應生產節拍;3)通過對雙離合自動變速器軸承壓裝試驗結果分析,證明了采用電動伺服壓機按照文中給出的壓裝方法有利于提高生產效率、穩定加工質量。
