一種8AT離合器轂多孔鉆工裝的設計
2020-08-28 17:15:25李偉
機電信息 2020年24期


摘? 要:為解決薄壁件8AT離合器轂上很多不均布孔的加工難題,利用齒輪傳動原理,通過連接鉆床的主軸輸入動力,經過齒輪傳動后輸出多個與離合器轂的孔數量、位置相同的輸出軸,通過輸出軸上的鉆頭加工出離合器轂上的孔。實驗證明,該工裝不但能一次性加工出多個不均布的孔,而且還克服了市面上現有工裝只能一次性加工多個均布孔、單個加工孔效率低和采用沖壓加工出來的孔在底端有毛刺等缺點,同時大幅提升了加工效率。
關鍵詞:離合器轂;齒輪傳動;輸出軸;不均布
0? ? 引言
離合器轂因是薄壁件、孔的數量多且不均布,加工困難,目前沒有一個很好的加工方案,一般是利用機床沖壓或鉆床鉆孔加工,效率低。為解決上述問題,本文設計了一款可加工多個不均布孔的工裝,其主軸連接鉆床的主軸,主軸底端連接一個齒輪,每個離合器轂的孔對應一個輸出軸,每個輸出軸連接一個齒輪,多個輸出軸和主軸的齒輪嚙合在一起,利用齒輪傳動原理,根據離合器轂孔的中心距調節主軸和每個輸出軸上齒輪的中心距,以達到同時加工多個孔的目的。經過驗證,該工裝滿足預期功能,加工效率大大提高。
1? ? 工裝的布局設計
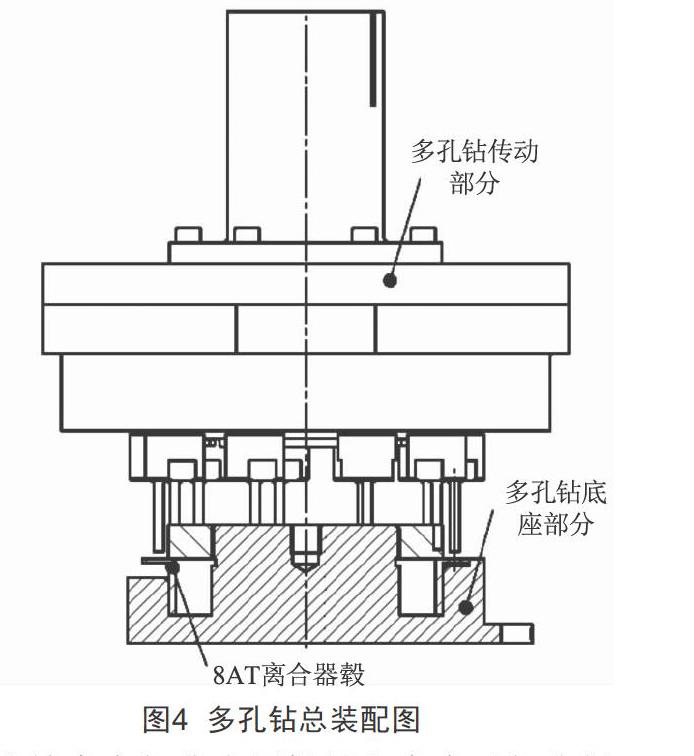
根據離合器轂外形圖(圖1)可知,要實現多個孔同時加工,該工裝需由兩部分組成,一是傳動部分(圖2),二是底座部分(圖3)。加工時,將離合器轂置于底座上,用邊A在圓周上定位(圖1、圖2和圖3),然后用傳動部分加工孔(圖4)。傳動部分直接連接在鉆床主軸上,底座部分位于鉆床工作臺上,用圓螺母將離合器轂固定在底座上,便于加工件的更換,更換完后將傳動部分與底座部分中心線對齊,然后進行鉆孔。
2? ? 工裝的設計
2.1? ? 基本組成
如圖2所示,多孔鉆傳動部分由24部分組成,其中齒輪軸1的下端需根據工件要求加裝不同規格的鉆頭。
如圖3所示,多孔鉆底座部分由圓螺母和底座兩部分組成,工作時,將底座26通過4個光孔用螺栓和機床工作臺固定。然后將離合器轂放到底座26內,用圓螺母25將離合器轂固定在底座26上,如圖4所示。
2.2? ? 組裝過程
多孔鉆傳動部分(圖2)組裝如下:將支座體4放在工作臺上,在圖中的下方向上,再將孔卡19、錐軸承20、球軸承21按照圖示裝到支座體4內。然后將支座體4反向,方向如圖2所示。將太陽輪3如圖2所示反向,把球軸承24中的一個裝到太陽輪3上,且靠近齒端。將球軸承24、太陽輪3總成裝到支座體4上。最后將單鍵5、齒輪6、圓螺母15、止動墊圈16、球軸承17、孔卡18分別裝到支座體4內。將裝好的總成反向,把球軸承24、軸卡22和壓蓋2依次如圖2所示裝好。用螺栓23將壓蓋2固定在支座體4上。用螺釘14將支座體蓋7與支座體4連接。將套筒8、連接軸9、脹緊套10、球軸承12、孔卡13如圖2所示裝配到一起,將其總成用標準件螺釘11和支座體蓋7固定在一起。最后內部腔體需加注潤滑脂。
多孔鉆底座部分(圖3)組裝如下:該部分由圓螺母25和底座26兩部分組成。將底座26通過4個光孔用螺栓和機床工作臺固定。然后將離合器轂放到底座26內,用圓螺母25將離合器轂固定在底座26上,如圖4所示。
2.3? ? 工作過程
脹緊套10連接機床主軸不旋轉部分,連接軸9通過單鍵和機床旋轉主軸連接,連接軸9通過單鍵與太陽輪3連接。機床工作時,主軸將力傳遞到連接軸9上,連接軸9傳遞到太陽輪3上,而太陽輪3通過齒輪6和單鍵5將力傳遞到齒輪軸1上,齒輪軸1通過鉆頭將力傳遞到工件上,從而實現了工件的鉆孔。因離合器轂的孔不均布,同時外圓還有幾個缺口(圖1),因此對離合器轂進行工件安裝時,需將圖1、圖2和圖3中的A處缺口對齊。
2.4? ? 材料
多孔鉆工裝材料的選擇要滿足使用性能,然后再考慮成本。因此,壓蓋2、支座體4、支座體蓋7、套筒8、脹緊套10使用鋁材料來減輕重量,齒輪軸1、太陽輪3、齒輪6、連接軸9采用40Cr,單鍵5采用45鋼。
3? ? 結語
本工裝解決了目前離合器轂孔的加工效率問題。為解決孔的不均布問題,本工裝充分利用齒輪傳動原理,通過齒輪的變位系數或增加惰輪來調整每個輸出軸之間的距離,使輸出軸之間的距離等于離合器轂孔之間的距離,以此實現一次性加工多個孔的目的。同時,工裝由兩部分組成,便于加工件的拆卸與安裝,提高了加工效率。
[參考文獻]
[1] 齒輪手冊編委會.齒輪手冊(上冊)[M].北京:機械工業出版社,2000.
[2] 成大先.機械設計手冊(第3卷)[M].5版.北京:化學工業出版社,2008.
[3] 聞邦椿.機械設計手冊(第2卷)[M].5版.北京:機械工業出版社,2010.
收稿日期:2020-04-20
作者簡介:李偉(1984—),男,山東萊西人,工程師,研究方向:減速機的設計開發。
