游標卡尺測量孔距的方法的適用性淺析
2020-08-31 05:41:24劉斌牟長軍王立鄭延帥
機電信息 2020年18期
劉斌 牟長軍 王立 鄭延帥


摘要:針對游標卡尺自身的結構特點,對目前普遍采用的3種以游標卡尺測量孔距的方法及其產生的測量誤差進行了詳細分析;根據孔徑測量的分析指出,對于孔徑在6 mm以下的,方法二不會產生測量誤差;最后,針對孔徑測量中可能引起誤差的其他問題進行了討論分析,對于工程測量及檢驗具有重要的參考價值。
關鍵詞:游標卡尺;誤差;孔徑
0? ? 引言
游標卡尺作為工程上常用的通用量具,因其操作簡單、測量快速且比較準確,在機械行業得到了廣泛應用,主要用于工件的長度、深度、高度、內外孔徑的測量。一般來說,最小規格為0~125 mm,最大規格為0~2 000 mm,其中0~125 mm和0~200 mm規格的卡尺基本外形如圖1所示。下量爪也稱外量爪,工作部分頭部為刀口形,中后部為平面形狀,主要用來測量外尺寸;上量爪也稱內量爪,工作部分為刀口形,主要用來測量內尺寸。
本文針對工件孔距的測量,重點以游標卡尺測量孔距的方法為例,根據游標卡尺的結構特點并結合具體工件,對目前普遍采用的3種測量孔距方法的測量誤差進行了研究與分析,最終指出了3種測量方法的適用性,對于工程測量及檢驗具有重要的參考價值。
1? ? 游標卡尺測量孔距的方法
根據游標卡尺的結構特點,目前普遍采用的3種以游標卡尺測量孔距的方法分別為:
方法一:卡尺外量爪(測量外徑的卡爪)測距值+孔徑,即L0=L01+D0(孔徑用內量爪測量)。
方法二:卡尺內量爪(測量內徑的卡爪)測距值-孔徑,即L0=L02-D0。
方法三:(卡尺外爪測距值+卡尺內爪測距值)/
2,即L0=(L01+L02)/2。
圖2給出了兩孔孔距L0的測量方法,圖中孔徑D0及尺寸L01、L02都為真值,上述3種方法所列的關系式也為真值的關系,但由于游標卡尺的結構特點,其實測量不到這些尺寸的真值,原因會在后面加以分析。
2? ? 游標卡尺測量誤差分析
2.1? ? 外量爪測孔距的誤差
由于游標卡尺的結構特點,外量爪有刃寬a,與圓周形成間隙δa,會造成測量誤差,如圖3所示。
間隙δa與孔徑真值D0的關系:
由于δa的存在,實際無法獲得L01的測量真值,測量得到的結果是L1,存在以下數學關系表達式:
刃寬a與孔中心線對稱,具體寬度值可以通過對實物的測量及文獻給出的數據得到a=0.5 mm[1]。表1給出了D0在?準2~?準6范圍時,其間隙δa導致的測量值與真值的誤差。
2.2? ? 內量爪測孔徑的誤差
圖4給出了兩個內量爪交錯測孔徑的示意圖。其中,刃寬為b,兩測量爪平面間隙為u,測量刃與孔邊交點寬度為2b+u,與孔圓周邊形成間隙δb,造成了測量誤差。
間隙δb與孔徑真值D0的關系為:
測量的孔徑D2為:
進一步,測距值L2與間隙δb的關系為:
對于刃寬b,其寬度值可以通過對實物的測量及文獻給出的數據得到b=0.3 mm[2]。間隙u的取值不得大于0.12 mm[3],取u=0.1 mm進行分析。當孔徑D0在?準2~?準6范圍時,表1給出了間隙δb、測量孔徑D2、孔徑真值D0與D2的差Δ2的結果。
3? ? 3種測量方法的適用性分析
3.1? ? 3種測量方法的比較
根據上述分析,在實際測量中,方法一用外量爪測得L1,用內量爪測得D2,進一步通過L1、D2計算獲得L01、D0的真值。根據公式(2)和(4),可以得到:
由于δa≠δb,于是使用方法一進行測量時,其誤差為2(δa-δb)。
對于方法二,實際測量中采用內量爪測量得到L2和D2,進一步,通過L2、D2計算獲得L02、D0的真值。同樣地,根據公式(4)和(5)有:
公式中左側的測量值與右側的真值相等,因此可以說明該測量方法沒有形成誤差。
對于方法三,實際測量中采用外量爪測得L1,內量爪測得L2,進一步通過(L1+L2)/2計算獲得(L01+L02)/2的真值,將公式(2)(5)代入后得到:
對比公式(8)兩側,可知方法三的測量誤差為δa-δb。
綜上所述,通過對3種測量孔距的方法進行分析對比可知,方法二在實際測量中不會形成測量誤差,因此,在實際測量過程中可以優先使用。
3.2? ? 孔徑實際測量中的其他問題
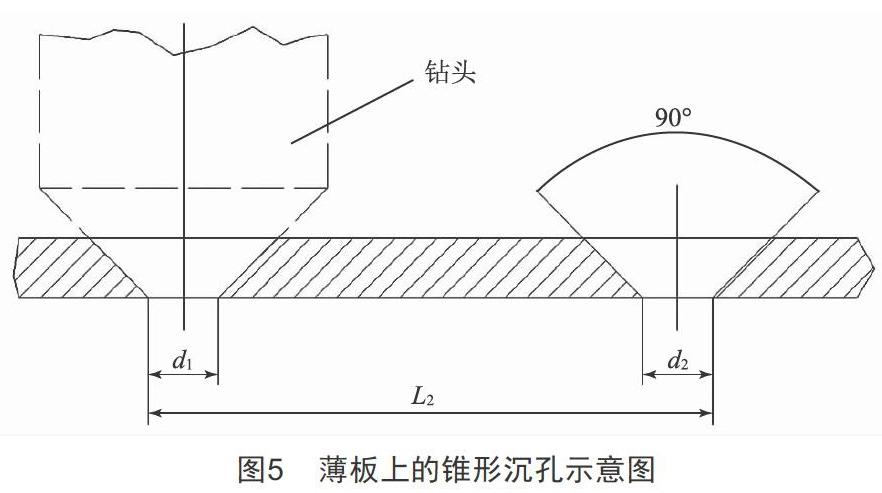
對于圖紙上兩個相等的孔所構成的孔距,實際加工獲得的孔徑值也不可能相等,假設用d1和d2表示,按照上述方法一和方法二,孔徑D2應取d1、d2的平均值,用內量爪測量得到d1、d2,于是有D2=(d1+d2)/2。因此,實際測量中,需對兩個孔的孔徑都進行測量。尤其是當遇到一些薄板上的錐形沉孔時,如底孔的圓柱段沒有,此時測量孔距是以錐形沉孔的小孔為基準,而小孔端的邊緣已是刀刃似的邊,如圖5所示。材料的不平度以及鉆頭向下沉孔的距離都會存在一定的差別,從而導致孔徑d1、d2的差別變得很大。根據某產品的生產檢驗記錄,圖紙要求?準3,但實際加工得到的孔徑可達?準3.3,因此,如果僅僅通過測量一個孔來計算孔距顯然是不合理的。此外,在實際測量過程中還需要注意測量方向,由于孔邊緣已是刀刃似的邊,d1和d2圓度的形狀誤差也可能存在較大的差別,因此,當測量d1和d2孔徑值時,應盡量選在兩孔連線的方向,即L2的方向,從而最大程度減少測量誤差。
另外,還需要值得注意的是,當測量的孔徑較小時,方法一和方法三還存在不滿足標準要求的情況[4],下面以方法一為例進行分析說明。
從表1可以看出,當孔徑越小時,誤差δa與δb的差值越大。比如在進行鈑金件加工時,常常會出現?準3.5的孔。此時如果采用方法一進行孔徑測量,根據公式(6)可知,測量誤差為0.035 mm。
對于孔距偏差±0.1 mm的情況,如果使用0.02 mm分度值的游標卡尺,示讀誤差不小于卡尺的分度值[3,5],取示讀誤差0.02 mm,兩者之和可達0.055 mm。也就是說,卡尺的結構特點導致在進行?準3.5孔測量時,采用方法一就可能會產生0.055 mm的誤差。如果孔距偏差±0.1 mm,即公差0.2 mm,其測量誤差與公差之比達0.275。
檢驗計量工具的自身誤差占工件公差的比例分為三檔——1/10、1/6、1/4,優先采用1/10檔,其次采用1/6、1/4檔[4]。1/4檔為0.25,上述比例0.275連國標規定的最低檔1/4都不能滿足。如改用0.01 mm分度值的游標卡尺,此時其測量誤差與公差之比為0.225,可以滿足最低檔,但還滿足不了1/6檔,更別說優先采用的1/10檔。
對于孔距偏差±0.2 mm的情況,公差0.4 mm,用0.02 mm分度值的游標卡尺,誤差0.055 mm與公差0.4 mm之比為0.138;即使采用0.01 mm分度值的游標卡尺進行測量,獲得的誤差0.045 mm與公差0.4 mm之比為0.113,也大于1/10檔(0.1),沒有達到優先采用1/10檔的要求。
綜上所述,對于?準6以下的孔,孔距偏差在±0.2 mm及以下時,孔距測量應首選方法二。需要注意的是,以上的推導分析適用于刀刃形測量爪的游標卡尺,對于圓弧式卡爪游標卡尺并不適用[3]。
4? ? 結語
本文針對工件孔距的測量,針對游標卡尺自身的結構特點,詳細介紹了目前普遍采用的3種以游標卡尺測量孔距的方法;在此基礎上,對3種測量方法產生的誤差進行了詳細分析與討論,指出文中所提到的測量方法二在實際測量中不會形成測量誤差,應在實踐中優先采用;最后,針對孔徑實際檢驗測量過程中可能引起測量誤差的其他問題進行了討論分析,并給出了相關建議,對提高測量檢驗結果準確性起到了積極的指導作用。綜上所述,本文的研究成果對于工程測量及檢驗具有重要的參考價值。
[參考文獻]
[1] 顧建森.淺析孔間距的測量方法與誤差[J].科技視界,2015(32):235.
[2] 高振亞,于冀平.保證卡尺內尺寸測量準確度問題的探討[J].航空計測技術,1997,17(3):42-43.
[3] 游標、帶表和數顯卡尺:GB/T 21389—2008[S].
[4] 光滑工件尺寸的檢驗:GB/T 3177—1997[S].
[5] 游標類卡尺 通用技術條件:GB/T 1214.1—1996[S].
收稿日期:2020-04-20
作者簡介:劉斌(1979—),男,山東武城人,高級工程師,主要從事電子設備結構設計工作。
