汽車底盤焊接工藝開發
2020-09-02 06:21:23李立輝
汽車世界·車輛工程技術(中) 2020年4期
李立輝
摘 要:采用低倍組織觀察、測定焊道表面形狀、模擬應力集中、循環鹽霧腐蝕試驗和彎曲疲勞試驗等實驗方法,分析對比了Ar-20%CO2和Ar-5%CO2兩種不同混合比例的氣體保護焊對汽車底盤構件焊接性能的影響。結果表明,Ar-5%CO2混合氣體保護電弧焊,能夠改善焊趾形狀、提高底盤部件焊接接頭耐蝕性和疲勞強度。
關鍵詞:CO2;混合氣體保護焊;汽車底盤;焊接性能
0 前言
汽車底盤是整個汽車的基礎,要承受汽車的總重量和汽車內外的各種載荷,另一方面,汽車在行駛時暴露在容易生銹的水分環境中,因此底盤必須具有一定的疲勞強度和耐腐蝕性。在焊接時決定焊接接頭疲勞強度的主要因素是焊趾的應力集中,另外,焊道和焊趾上面附著的焊接熔渣等非金屬物質不易形成保護層,通常是發生腐蝕的起點。焊趾處的應力集中會導致焊接接頭疲勞強度的降低,焊趾處環境的腐蝕也會致使鋼板變薄,從而進一步降低焊接接頭的疲勞強度。
1 實驗材料和方法
本實驗采用熔化極混合氣體保護焊(MAG),兩種焊接方法的混合氣體成分分別為:Ar-20%CO2和降低CO2混合之比例的Ar-5%CO2,其他焊接條件相同。焊接材料均為汽車底盤用440MPa級Q345熱軋鋼板,厚度為2.0mm。
采用搭接角焊接的形式,焊后低倍組織觀察主要是通過熱酸浸試驗,用型號為OADM的激光位移傳感器測定焊道表面形狀。和車體、底盤一樣,將焊接頭進行化成處理,電鍍涂裝層厚為20μm,然后在型號為Q-FOGCCT/CRH的循環鹽霧腐蝕試驗箱中進行干燥-鹽霧-熱干-濕潤的腐蝕試驗,用DPG-2腐蝕坑深度測量儀測量腐蝕深度。用SUP_PLXT彎曲疲勞試驗機進行純脈動疲勞試驗[1]。
2 實驗結果與分析
2.1 焊接接頭的焊趾形狀
分別使用Ar-20%CO2比例和Ar-5%CO2比例保護氣體進行熔化極焊接,兩種方法搭接角焊接頭斷面的低倍組織。通過比較發現,Ar-5%CO2混合氣體保護焊接方法,會使焊趾形狀變得更加勻稱、整齊,焊角有所增大,過渡更加平滑。為了研究焊縫中的應力集中情況,利用激光位移傳感器測量焊道表面輪廓,然后把輪廓測量結果制作成仿真模型,最后通過有限元法計算焊接接頭在承受平面彎曲載荷作用下的應力分布。有限元法是將模型離散成若干個有限尺寸單元組進行分析,假設包含焊接部等在內的模型范圍為均勻鋼,將鋼的密度設為7.85g/cm3、彈性模量設為206GPa、剪切模量設為80GPa、泊松比設為0.29、線膨脹系數設為1.3×10-5/K。通過比較發現,Ar-5%CO2混合氣體保護焊的焊趾形狀平滑,作用在焊趾附近的最大拉應力值降低了10.8%[2]。假設包含焊接部等在內的模型范圍為均勻鋼,將鋼的密度設為7.85g/cm3、彈性模量設為206GPa、剪切模量設為80GPa、泊松比設為0.29、線膨脹系數設為1.3×10-5/K。通過比較發現,Ar-5%CO2混合氣體保護焊的焊趾形狀平滑,作用在焊趾附近的最大拉應力值降低了10.8%。
2.2 焊接處的腐蝕性
在循環鹽霧腐蝕試驗中兩種焊接方法其焊接處外觀的變化結果。實驗表明:Ar-20%CO2氣體保護焊在焊趾處存在熔渣形狀缺陷,鍍層缺陷的原因正是不規則的熔渣造成的,銹蝕也正是從此處開始。30個循環周期時,在鍍層缺陷處產生了銹蝕,并在鍍層下迅速發展,隨著鋼材和空氣中的水和氧氣共同作用,85個周期時,腐蝕嚴重。Ar-5%CO2保護氣體的焊接焊道周邊無明顯鍍層缺陷,循環腐蝕試驗后僅發生極其輕微的腐蝕[3]。
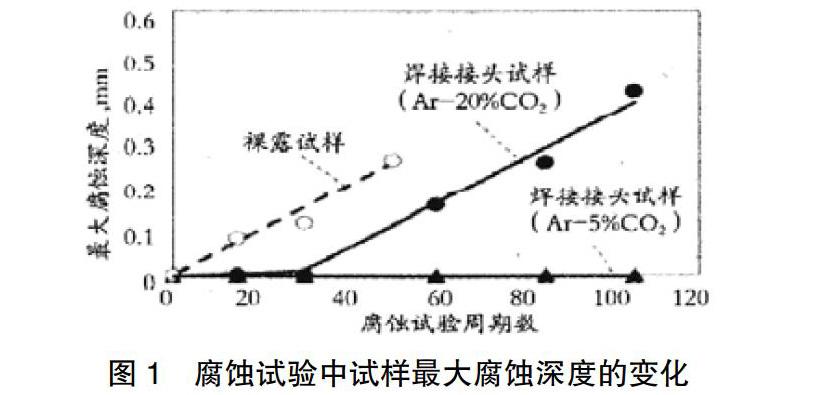
通過測試確定了焊接部腐蝕試驗中產生最大腐蝕深度的部位是在焊趾附近。測定了未進行電鍍涂裝的裸露試樣、Ar-20%CO2保護氣體焊接接頭電鍍涂裝試樣、Ar-5%CO2保護氣體焊接接頭電鍍涂裝試樣三種最大腐蝕深度隨腐蝕時間的變化情況,如圖1所示。
分析可得,在30個腐蝕循環前,Ar-20%CO2氣體保護焊接頭的腐蝕深度無變化,幾乎為零,如圖中實心圓點連線。在此期間,只在鍍層下產生腐蝕,但腐蝕深度尚未達到可檢測的水平。因此,可以認為鍍層仍能保持防銹功能,鍍層發揮了很大作用。經過30個周期的腐蝕循環之后,兩條曲線的斜率相同[4]。
這就表明由于鍍層早期剝離和防銹功能喪失,底盤構件相當于暴露在銹蝕環境中,Ar-20%CO2氣體保護焊的焊接處開始以與未涂層的裸試樣同樣的腐蝕速率在腐蝕。使內層金屬持續受到腐蝕介質的侵蝕,腐蝕深度逐漸加深,這種腐蝕是在焊趾附近,從焊渣鍍層缺陷處開始,在電鍍層下產生的。
3 結語
與Ar-20%CO2混合氣體保護焊相比,Ar-5%CO2混合氣體保護焊可以有效改善焊趾形狀、使焊趾平滑化,焊縫成形良好,應力集中減緩,焊接接頭的強度得到提高。Ar-5%CO2混合氣體保護焊,可以降低焊接臨界電流,能穩定和控制電弧陰極斑點的位置,使電弧燃燒和熔滴過渡穩定,能減少焊接熔渣量的產生,使焊接接頭具有高耐蝕性,并且可以大幅度提高在腐蝕環境下的疲勞強度。
參考文獻:
[1]閆超杰.兩種不同比例的氣體保護焊對汽車底盤構件性能的影響[J].遼寧科技學院學報,2020,22(03):11-13.
[2]閆超杰.等離子-電弧復合焊技術在汽車底盤焊接中的應用[J].吉林工程技術師范學院學報,2020,36(04):84-87.
[3]高宏適.汽車底盤焊接新技術的開發[N].世界金屬導報,2019-07-30(B14).
[4]SOYER均衡磁場焊接工藝:汽車底盤控制臂的安全保障[J].焊接,
2018(12):10.
