某水泵葉輪輪轂開裂原因及措施
2020-09-02 06:21:23王凱凱
汽車世界·車輛工程技術(中) 2020年4期
摘 要:為解決某四缸發動機水泵塑料葉輪輪轂開裂問題,本文通過分析故障現象和校核相關設計,確定塑料葉輪輪轂壁厚偏小是開裂主要原因,提出了加大塑料葉輪輪轂壁厚等改進措施,并對更改前后的葉輪進行對比試驗以驗證措施的有效性。
關鍵詞:水泵;葉輪輪轂;開裂原因
隨著經濟社會的發展,汽車應用技術朝著輕量化、高效率等方向進化。常規中小型發動機水泵總成塑料葉輪以其重量輕、高效率、易成型、耐腐蝕、低噪聲等特性,逐步替代金屬葉輪成為必然選擇。由于塑料材質強度較金屬差,因此需要合理進行結構和尺寸設計,否則使用中,會不可避免地出現斷、開裂等問題。
1 開裂原因及改善措施
1.1 原因分析
在對某四缸發動機水泵完成壓裝PPS+GF40塑料葉輪工序后,檢驗人員發現部分產品存在葉輪輪轂開裂問題,裂紋沿著軸心方向貫穿延伸。由于PPS+GF40塑料材質具有較高的脆性,結合開裂裂紋的類型,經技術判定,此處開裂原因為塑料葉輪輪轂局部抗拉強度不足。通過對故障件進行尺寸檢測,發現:(1)塑料輪轂外徑理論尺寸為22mm,由于葉輪輪轂處需要拔模,導致塑料輪轂外徑小端尺寸僅為21.85mm。(2)葉輪襯套外徑理論尺寸為17mm,由于襯套外緣進行滾花處理,導致實際尺寸在17.5mm附近。綜上,葉輪輪轂壁厚理論尺寸為2.5mm,實際尺寸在2.175mm附近,且注塑過程中襯套與葉輪輪轂的同軸度也存在偏差,導致局部壁厚可能會更薄。另外,塑料葉輪在完成注塑工藝后,體積會發生收縮,導致葉輪內部會存在較大的內應力。在生產過程中,對于此類小產品,往往只通過周轉過程中的靜置來消除內應力,不會采取其它的措施。若產品周轉周期較短,內應力得不到有效消除,在壓裝軸承后,內應力會進一步加大,加之壁厚不足,種種因素結合在一起,便會由于抗拉強度不足發生開裂(圖1)。
1.2 改善措施
葉輪輪轂壁厚增加0.5 mm,即輪轂理論外徑由22 mm增大至23mm。
2 措施有效性驗證
2.1 漲裂破壞性試驗
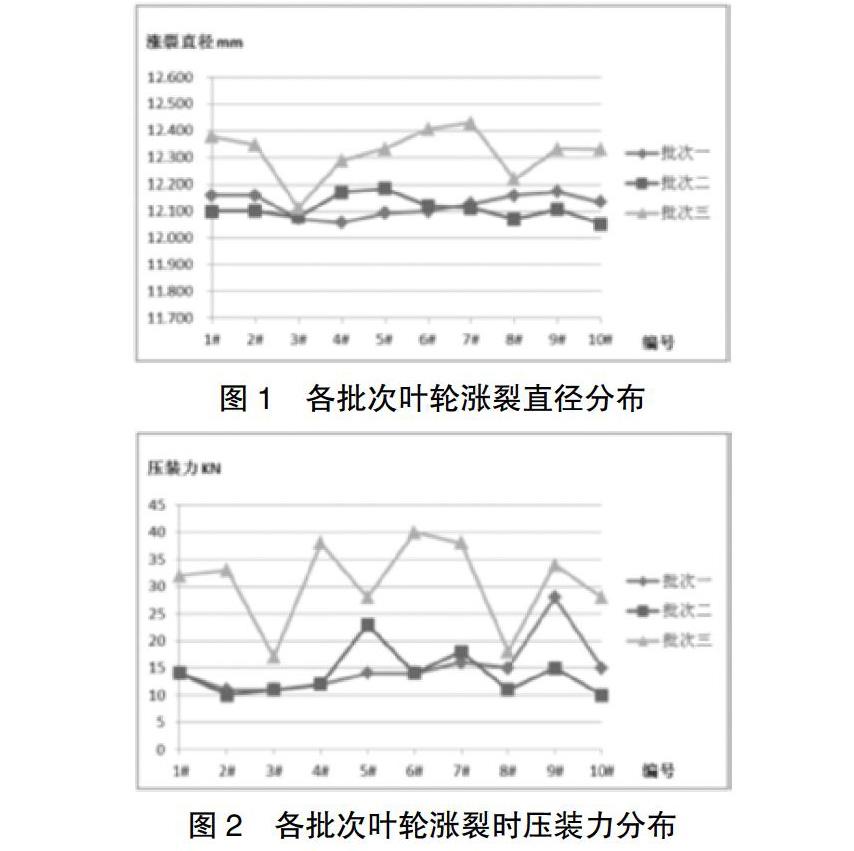
按下列要求,制作3批葉輪:批次一:原狀態故障批次中隨機抽取10件,依次編號1#,…,10#;批次二:選取外徑為17.50 mm,內徑為11.96±0.01 mm的襯套,按原狀態制作葉輪,從中隨機抽取10件,依次編號11#,…,20#;批次三:選取外徑為17.50 mm,內徑為11.96±0.01 mm的襯套,按葉輪輪轂壁厚增加0.5 mm狀態制作葉輪,從中隨機抽取10件,依次編號21#,…,30#。試驗步驟:(1)測量葉輪輪轂外徑尺寸,記錄測量數據并編號。(2)安裝試驗工裝,將葉輪安裝至錐形芯軸,調試智能壓裝機及試驗工裝,進行葉輪的壓裝,直至葉輪輪轂開裂,記錄壓裝力,并于襯套的兩端劃線標識。(3)安裝實驗工裝,調試智能壓裝機,將葉輪壓出錐形芯軸,使用外徑千分尺分別測量錐形芯軸標識處直徑并記錄數據。(4)依次記錄30件葉輪的試驗數據,并進行整理和分析(圖1、2)。由圖中數據可以看出,三個批次的平均漲裂直徑分別為12.123、12.109、12.318,三個批次的平均壓裝力分別為15.0、13.8、30.6,增大塑料葉輪輪轂壁厚對于防止水泵塑料葉輪輪轂開裂具有明顯改善作用。
2.2 高低溫交變試驗
步驟一:隨機選取改善后的葉輪10件,將其裝配至水泵總成后,將水泵總成放置在高低溫交變試驗箱。步驟二:設定試驗條件,由20℃開始,按5℃/min的溫度變化速率在-40℃-140℃范圍內進行20個循環,其中每隔20℃恒溫保持1min。步驟三:完成20個循環后,通過觀察葉輪輪轂表面,未發現有開裂現象,判定增大塑料葉輪輪轂壁厚后,基本上不會發生水泵塑料葉輪輪轂在低溫使用環境下出現開裂現象。
3 對性能的影響評估
采用ANSYS CFX軟件進行計算,基本設置過程如下:控制方程離散:采用廣義QUICK格式,即二階中心差分、二階迎風或者標準QUICK。瞬態問題:采用Crank-Nicolson時間積分方案和全隱式時間積分方案。壓力耦合問題算法:SIMPLE算法,交錯網格,其中瞬態問題采用外部接口鏈接PISO算法。求解目標:設定旋轉域轉速為5200rpm,設定一定的入口流量和出口壓力,進行計算,測量進、出口總壓,計算出總揚程。(1)當轉速為5200rpm、溫度為80℃、進口流量為212L/min時,葉輪輪轂壁厚增大0.5mm后,水泵的總揚程下降1.31%,仍可滿足要求值。(2)當轉速為5200rpm、溫度為80℃時,通過設定不同的進口流量,獲得葉輪輪轂壁厚增大0.5mm前后的水泵的性能曲線。對于特定的轉速和整車冷卻系統,葉輪輪轂壁厚增大0.5mm后,冷卻系統流量下降0.66%。原狀態冷卻系統進出水設計溫差為8℃時,更改后冷卻系統進出水溫差為8.05℃,由于整車冷卻系統散熱能力設計有較大盈余,因此該溫差差異影響較小,判定此更改可以滿足使用要求。
4 結論
(1)中小型發動機用水泵塑料(PPS+GF40)葉輪輪轂處最小有效壁厚設計應大于2.5-3.0 mm。(2)增大塑料葉輪輪轂壁厚對于防止水泵塑料葉輪輪轂開裂具有明顯改善作用。(3)增大水泵塑料葉輪輪轂壁厚,或對水泵的性能產生不利影響,應采用CFD分析或試驗對比的方法評估變更對整車冷卻系統的影響。
作者簡介:王凱凱(1989-),男,山東德州人,本科,發動機設計工程師,主要研究方向:發動機設計開發。
