論軸類工件在普通車床上加工工藝的分析設計
2020-09-02 06:21:23孔祥瑞王倩劉秉承
汽車世界·車輛工程技術(中) 2020年4期
孔祥瑞 王倩 劉秉承
摘 要:現階段隨著我國社會的不斷發展,普通車床加工工藝性能需求也在逐漸提高,尤其是在軸類工件的加工過程中,為了確保軸類工件擁有更好的使用性能,必須要提高軸類工件的加工精度和加工準確性。但是由于普通車床在對軸類工件進行加工的過程中,經常會出現圖紙分析不明確,夾裝方式不準確以及定位基準不夠清晰等現象,這樣既會影響軸類工件的加工精度,又會影響軸類工件在后期使用過程中能夠產生的經濟效益,因此必須要合理分析普通車床上的具體加工工藝方案,并且盡量縮短軸類工件的加工時間,從而提高普通車床加工的效率。
關鍵詞:軸類工件;普通車床;加工工藝;分析設計
0 引言
軸類工件在普通車床上進行加工時,經常會出現尺寸形位的精度不準確問題或者軸類工件的表面粗糙度不符合軸類工件使用性能需求的問題,所以必須要對普通車床上加工軸類工件的工作流程進行合理的分析,并且相關的管理人員也要明確普通車床在對軸類工件進行加工時存在的問題,然后通過對設計方案和加工方案進行合理的調節,改善軸類工件在加工過程中的粗糙度和尺寸精度。確保普通車床的加工工藝性能得到有效的提高,不僅能夠使軸類工件有更好的使用性能和使用質量,還可以確保為工廠創造更多的經濟價值,所以相關負責人員要不斷改善加工工藝方案,并對加工流程進行合理的分析設計。
1 軸類工件在普通車床上加工工藝分析
首先軸類工件在普通車床上進行加工,主要包含以下幾個流程。
1.1 分析加工圖紙
首先要根據軸類工件的設計圖紙以及其他零部件圖紙進行尺寸的調節,在使用普通車床進行加工的過程中,由于使用了自動化的加工流程,所以必須要根據加工零部件的設計方案及設計圖紙,提前對普通車床上的尺寸參數進行合理的控制及調節,防止在實際加工過程中出現尺寸精度較差,以及尺寸偏差過大的問題。在對參數進行調節的過程中,主要關注徑向尺寸,由于這些尺寸中通常會出現同軸度公差的要求,所以必須要保證加工過程中工件的剛度能夠符合加工流程的需求。在對于長度相對較長的工件進行加工的過程中,確保裝夾能夠達到徑向尺寸的公差需求。
1.2 設計加工方案
其次是需要對實際的加工方案進行合理的設計,在設計加工方案的過程中,第1步需要設計裝夾方案。對于不同的零部件來說,在進行加工的過程中要明確開始是從左端還是右端,然后以一端為基準進行調頭加工,并且在另一端進行裝夾的過程中,可以進行精確的基準調節,同時在裝夾的基準面上還應該墊上銅皮,防止在裝夾的過程中使工件表面受到損壞。第2步則需要進行加工順序的確定,對于不同的工件來說一定要根據工件的具體加工流程進行工件順序的確定,防止在實際加工過程中,由于順序沒有確定而影響工件的加工效率。同時還需要根據不同的加工性能要求,對刀具進行合理的選擇,刀具的尺寸以及道具的類型都是在道具選擇過程中的主要考慮問題,只有選擇了合理的刀具,才能夠提高加工質量和加工效率。第3步則需要對加工的余量進行確定,在實際的加工過程中難免會出現一定的誤差,而如果在車削時,對軸類部件的加工沒有進行余量的設計,如果一旦設備出現了問題,將會導致整個軸類工件原材料出現浪費現象,從而增加了生產成本,降低生產工藝所產生的經濟效益。最后是需要對原材料的使用數量以及在加工過程中所使用的普通車床上其他的配件進行合理的選擇。
1.3 加工和檢測流程
在設計好了加工方案以后,則相關的工作人員應該嚴格按照加工方案進行加工流程。在加工完成以后,需要對加工出來的成品進行檢測,檢測的內容主要包含以下幾個方面,首先是需要對加工零部件的徑向和軸向尺寸精度進行相應的檢測,確保其尺寸能夠合理的控制在工件的使用誤差范圍之內。在精度檢測的過程中,必須選擇合理的檢測工具,例如對于精確度要求較高,但是尺寸相對較小的零部件進行檢測的過程中,可以選擇游標卡尺或者千分尺,而對于尺寸相對較大并且精度要求不高的零部件進行選擇的過程中,則可以選擇普通的卡尺進行檢測。然后是需要對形狀及相關位置進行相應的檢測,這時則需要檢測人員嚴格按照設計圖紙和設計方案對其中的位置情況及形狀進行對比,確保行為能夠符合設計圖紙要求,最后是需要對表面的粗糙程度進行檢測,可以通過觸摸法進行檢測也可以通過觀察法進行檢測。
2 加工實例分析
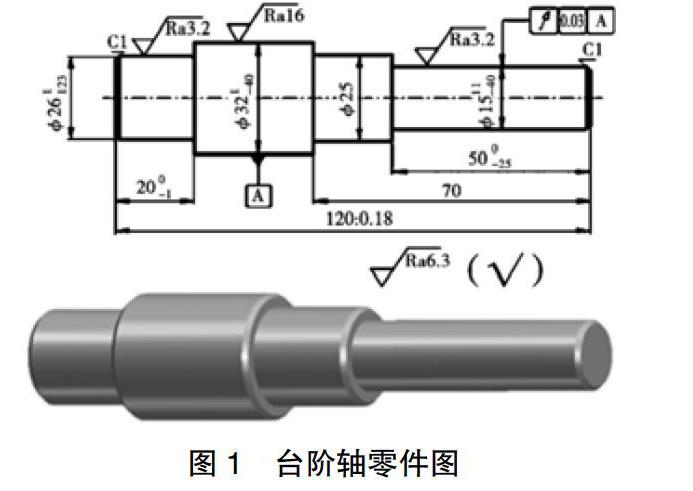
為了能夠明確軸類工件在普通車床上進行加工的工藝性能,需要列舉出相應的實例進行分析,根據以上加工流程的探究,可以明確在針對軸類工件進行加工的過程中,必須按照以上幾個步驟,才可以盡量減少勞動力及原材料的浪費,并且提高加工的效率。本次在加工實例中選取的實驗原材料為45#鋼,加工的數量為20件。首先為了滿足加工需求,制定了相應的工件設計圖紙如圖1。
通過對圖紙及外觀圖進行分析,可以明確每一個加工軸部件的直徑以及長度。為了確保能夠節省后期的加工時間,在選擇原材料的過程中,應該按照最大直徑的軸部件進行45#鋼的選擇,其選擇的規格為35 mm×125 mm。然后選擇普通車床設備進行加工,在對毛坯進行找正和夾緊的過程中要特別注意,一定要經過精細調節,確保能夠提高加工的精度。同時加工完成以后,要針對直徑及長度進行尺寸的精確檢測。
3 結束語
綜上所述,現階段我國普通車床在對軸類部件進行加工的過程中,為了提高加工工藝性能,必須要嚴格按照加工流程進行。尤其是在前期加工方案的設計和制定過程以及后期的檢測過程中,必須要確保能夠以加工部件的精準度和質量為前提,對其進行合理的控制。
參考文獻:
[1]王輝.基于PLC控制的普通車床車削軸類工件的加工工藝研究[J].數字技術與應用,2019,37(12):1-2.
[2]薛勤.對提高普通車床零件加工質量和車削軸類零件加工步驟的選擇原則[J].時代農機,2018,45(03):38-39.
[3]胡新生,鄧自清.論軸類工件在普通車床上加工工藝的分析設計[J].農機使用與維修,2018(02):4-5.
[4]羅智驍.用普通車床加工曲線軸類零件的一種方法[J].設備管理與維修,2014(04):17-19.
通訊作者:王倩
