淺談ASMEBPE標準中關于潔凈管道焊接的描述
2020-09-04 08:58:24時子安
科學與信息化 2020年21期
關鍵詞:焊接
時子安
摘 要 本文介紹了醫藥行業潔凈管道普遍采用的自動鎢極氬氣保護焊接技術的原理。從ASMEBPE標準的角度出發,闡述焊接影響焊接效果的因素,并剖析焊接質量的檢驗合格標準,為焊接工藝的工程事實提供參考。
關鍵詞 ASMEBPE;潔凈管道;焊接;質量檢驗
American Society of Mechanical Engineers在對生物工藝設備大量研究、總結的基礎上制定了《Bioprocessing Equipment》標準(下文簡稱“BPE標準”)。該標準圍繞制藥行業特別是生物工藝部件(包括容器、管道和其他附件等)的設計、選材、施工、檢驗和試驗制定了大量的規定。由于其具有要求高以及適用性強的特點,逐漸被全球幾十個國家和地區采用。本文闡述的內容并不討論BPE標準中的具體技術細節,而是從BPE標準出發介紹其中有關潔凈管道焊接的內容。
1自動焊技術
談到潔凈管道工程施工不得不說的是自動軌道焊接技術(Automatic Orbital Welding Technology)(下文簡稱“自動焊”)。現在制藥行業內最常用的是俗稱的自動鎢極氬弧焊(Autogenous Orbital Gas Tungsten Arc Welding (GTAW),亦稱TIG)方法,其最大的優勢在于焊接后管道內部可以形成平整的表面,盡可能地減少了容納污染物殘留的死角,且避免或限制微生物的滋長,能保證工藝系統的潔凈性;更重要的一點是,相對于手工焊接而言,自動焊依靠機器而非人的操作,也能在最大程度上保持焊接作業質量的穩定性和可重復性。也正是如此,促使BPE標準中強調:“在潔凈界限范圍內部件應盡可能地使用自動焊,并且應符合相應的規定”[1]。
焊接過程電弧作用產生的高溫會破壞不銹鋼金屬材料表面鈍化層,在焊接熱影響區產生氧化變色,從而導致金屬在后續使用過程中的耐腐蝕性能下降,氧化變色程度越深耐腐蝕性能減弱越嚴重。焊接過程中如果采用適當的惰性氣體保護,能控制焊接熱影響區的氧化變色,從而最大限度地保留耐腐蝕性能。氬氣容易獲得、價格低廉,是目前首選的惰性保護氣體。工程中使用的保護氣體純度至少要在99.99%以上,否則基本無法得到好的焊接結果。
2焊接質量檢驗
眾所周知,為確認焊接質量,金屬管道在焊接后需要進行檢驗。我國的壓力管道和一般工業管道均有標準和監察規定體系,而且規定在某些特殊工況下工作的管道還需采用射線或超聲波進行無損檢測。從服從標準、規定的角度出發,制藥行業的流體大多為低壓、無毒、不可燃,因此并不要求進行無損檢測,但必須“目檢”。BPE標準也指出:“管道焊接后的外表應全部目檢,如非業主要求,可不做射線、超聲波等檢查”,其強調了所有者的質量管理要求。有一個因素是制藥行業特別是生物工藝系統中經常有管徑或壁厚過小無法進行無損檢測的問題。
參照BPE標準中的規定,制藥行業目前普遍采用的是可視的檢驗方法--內窺鏡檢驗(Borescopic Examination):“…每個系統取至少20%的焊點”用于觀察焊縫是否存在氣孔、裂紋或錯口等不可接受缺陷、判斷氧化變色等級,并結合基于統計學的抽樣方法對系統整體的焊接質量進行判定。其制定了一套完善的適用于潔凈系統的質量體系,該體系同時還包括有焊樣制備、焊樣檢查記錄、焊接記錄和文件體系等要素。焊樣在這套體系中扮演重要角色,因為檢測合格的焊樣是作為焊接參數符合焊接要求的最直接證據,同時也是抽樣檢測理論的事實依據之一。因此,BPE標準花了大量篇幅對焊樣制備方法、檢測方法,以及配套的材料規格偏差做出詳細規定[2]。
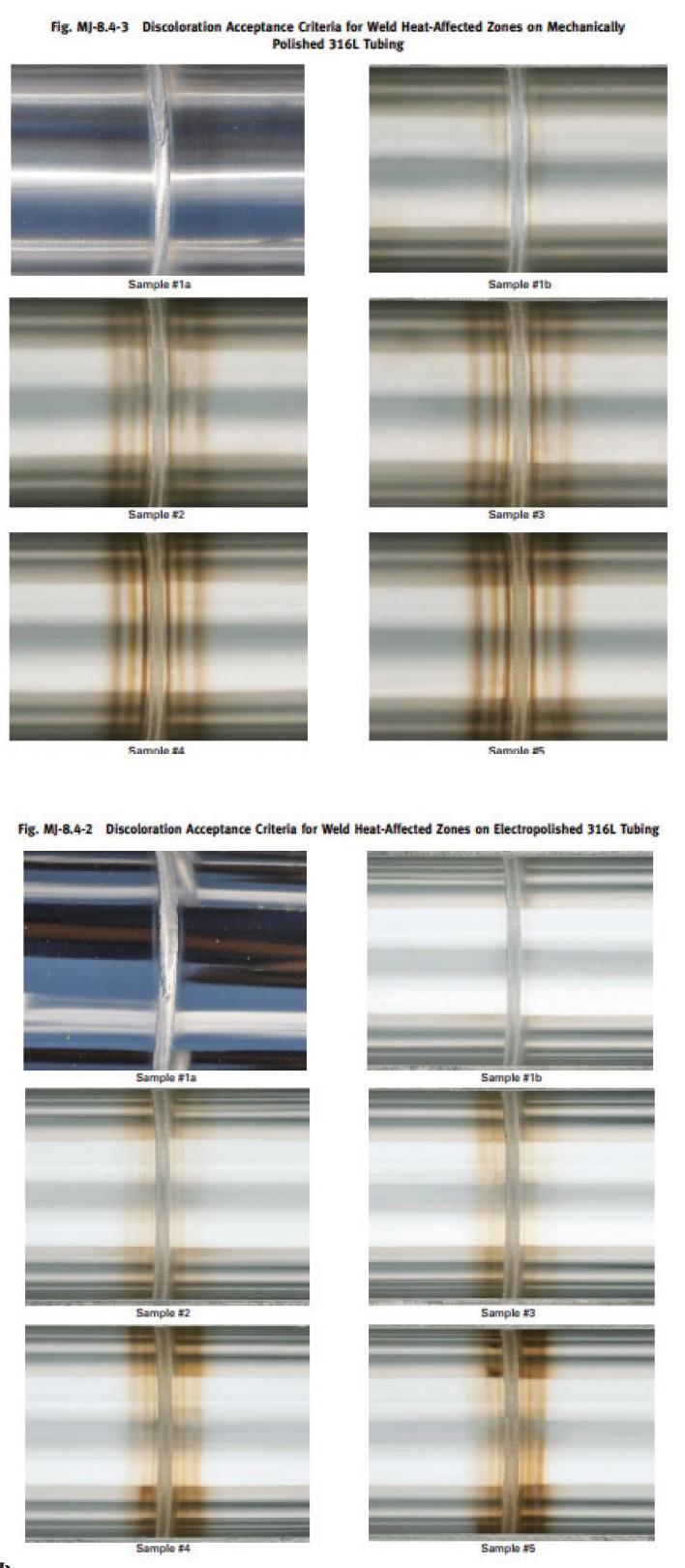
BPE標準中提供了焊接氧化變色的可接受標準。在相同的變色程度下,電解拋光材料的耐腐蝕性能要優于機械拋光管道的耐腐蝕性能。盡管下道工序的鈍化處理能恢復部分焊接過程破壞的鈍化層,但并不能完全補救耐腐蝕性能的降低。
下圖即是BPE標準2016版中提供的316L材質機械拋光、電解拋光材料焊縫及熱影響區的照片:
參考文獻
[1] 張功臣.制藥用水系統第二版[M].北京:化學工業出版社,2016:19.
[2] 佚名.[實用參考]國際制藥工程協會(ISPE)制藥工程基本指南水和蒸汽系統[ED/OL]. https://wenku.baidu.com/view/32fe3281e3bd960590c69ec3d5bbfd0a7956d5ef.html,2019-5-14.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
