水力發(fā)電機組轉(zhuǎn)輪室氣蝕修復措施探討
2020-09-10 23:34:07王傳磊
科技尚品 2020年9期
王傳磊

摘 要:王甫洲水電站裝設(shè)4臺進口燈泡貫流式水輪機組,水輪機由奧地利ANDRIZ水輪機制造廠制造。運行以來,長期處于超高設(shè)計水頭運行,逐漸發(fā)生汽蝕,并不斷加深,直接影響到機組的出力和安全運行。氣蝕是一種復雜的水動力學現(xiàn)象,為消除和減輕氣蝕的危害,在加強設(shè)計、制造和使用研究的同時,文章將探討那些能夠修復已產(chǎn)生氣蝕破壞的部件、部位的有效措施。
關(guān)鍵詞:氣蝕;轉(zhuǎn)輪;轉(zhuǎn)輪室;修復措施
中圖分類號:TK730.3 文獻標識碼:A 文章編號:1674-1064(2020)09-0051-02
王甫洲水電站裝設(shè)4臺進口燈泡貫流式水輪機組,水輪機由奧地利ANDRIZ水輪機制造廠制造。其主要技術(shù)參數(shù)為:額定水頭7.52m,額定流量412m3/s,額定出力28.1MW,額定轉(zhuǎn)速71.4r/min,機械飛輪力矩480t㎡,水力飛輪力矩240t㎡,最大毛水頭10.3m,最小毛水頭3.7m,轉(zhuǎn)輪直徑7.2m,其由轉(zhuǎn)輪室、導葉機構(gòu)、轉(zhuǎn)輪、尾水管等組成。水電站轉(zhuǎn)輪和槳葉為不銹鋼材料,在檢修過程中發(fā)現(xiàn)轉(zhuǎn)輪室內(nèi)表面沿槳葉轉(zhuǎn)動區(qū)域存在汽蝕現(xiàn)象,直接影響到機組的出力和安全運行。氣蝕是一種復雜的水動力學現(xiàn)象,為消除和減輕氣蝕的危害,在加強設(shè)計、制造和使用研究的同時,對已產(chǎn)生氣蝕破壞的部件、部位進行有效修復。
1 檢查中發(fā)現(xiàn)的問題
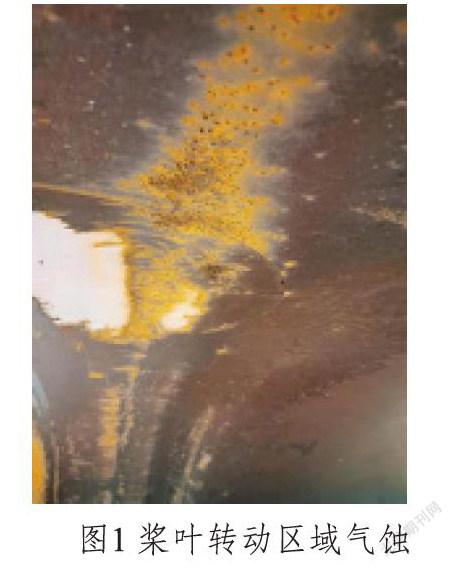
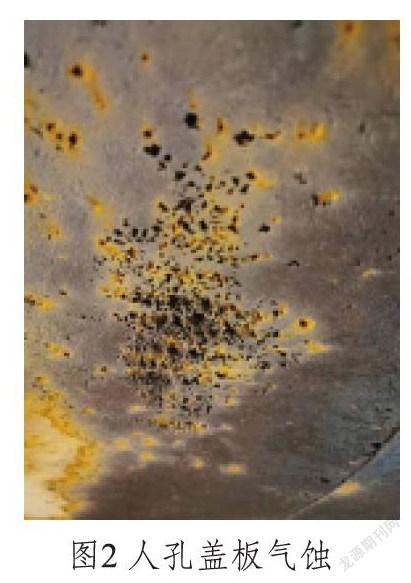
2019年10月,王甫洲水電站#3機組在進行A級檢修時,組織技術(shù)人員對拆卸完成的轉(zhuǎn)輪室進行檢查,發(fā)現(xiàn)4扇轉(zhuǎn)輪室有明顯的氣蝕現(xiàn)象。產(chǎn)生的汽蝕缺陷位于轉(zhuǎn)輪室內(nèi)表面沿槳葉轉(zhuǎn)動區(qū)域,以上部人孔蓋板及附近最為嚴重,呈蜂窩狀孔洞,點狀分布,寬度為600mm~800mm,普遍深度為1mm~5mm,局部深度達25mm,氣蝕區(qū)域約25㎡,如圖1、圖2所示。查閱制造安全圖紙標注的轉(zhuǎn)輪室母材為Fe360C,對應(yīng)中國國標材料為Q235。
2 產(chǎn)生原因分析
王甫洲水電站燈泡貫流式水輪機組額定水頭7.52m,最大毛水頭10.3m,最小毛水頭3.7m。水電站轉(zhuǎn)輪和槳葉為不銹鋼材料,轉(zhuǎn)輪室母材為 Fe360C,對應(yīng)中國國標材料為 Q235,其韌性和防汽蝕性能不佳。為了降低度電耗水率,提高機組發(fā)電效率,運行以來長期處于超高設(shè)計水頭10.3m區(qū)域運行,尾水出現(xiàn)大量的汽泡。運行過程中,水流在水輪機中流動通過壓力低于汽化壓力區(qū),從槳葉間隙過水部份水汽化沸騰產(chǎn)生汽泡,產(chǎn)生局部沖擊壓力,產(chǎn)生對金屬周期性的撞擊并產(chǎn)生水擊壓力,使金屬表面受到反復的沖擊載荷,造成材料被破壞,導致金屬晶體汽蝕脫落[1]。汽蝕反復發(fā)生在同槳葉進、出水邊的轉(zhuǎn)輪室上,故在長時間超高水頭運行下,逐漸發(fā)生汽蝕并不斷加深。
3 具體修復措施
結(jié)合國內(nèi)同類型燈泡貫流式水輪機組水電站處理的經(jīng)驗,根據(jù)王甫洲水電站轉(zhuǎn)輪室的氣蝕范圍和深度,以及水輪機組長期運行狀態(tài),可以對氣蝕區(qū)采用轉(zhuǎn)輪室修復(冷補)工藝修復(貝爾佐納金屬修補技術(shù))進行處理,使修復后的轉(zhuǎn)輪室達到耐磨損、耐氣蝕的效果,同時更能有效控制轉(zhuǎn)輪室的變形。
3.1 預(yù)先清潔氣蝕區(qū)域
人工用鋼絲刷、鏟刀、抹布等對每塊轉(zhuǎn)輪室進行預(yù)清潔、除油、除銹、除垢等,對氣蝕孔洞用小電磨頭進行鉆孔打磨,清除氣蝕層、盲孔及銹蝕點,清除氣蝕區(qū)域內(nèi)的污物、銹蝕物、氧化層、淤泥等。
3.2 氣蝕區(qū)域表面粗糙處理
對轉(zhuǎn)輪室氣蝕區(qū)域1000mm寬度沿周長方向進行噴砂除銹、除垢等作業(yè),處理后表面粗糙度不小于75μm;噴砂作業(yè)要在封閉空間進行。噴砂過程中,要保證噴砂量和質(zhì)量,作業(yè)過程中要控制噴砂速度,勻速進行操作,必須把氣蝕區(qū)域全部處理干凈;噴砂作業(yè)人員必須戴輸送空氣全封閉面罩,穿好防護服,戴好防護手套等作業(yè)防護用品,防止被作業(yè)產(chǎn)生的粉塵等傷害。保證修補材料吸附及粘合質(zhì)量,并延長材料使用壽命。
3.3 氣蝕區(qū)域表面吹掃
現(xiàn)場采用移動式空壓機產(chǎn)生壓縮空氣,對噴丸區(qū)域進行吹掃。吹掃過程中要從一個方向開始,防止粉塵四處擴散。采用抽風措施控制空氣中的雜質(zhì),不得有遺漏區(qū)域。將汽蝕孔洞的灰砂吹掃干凈,確保孔洞和周邊區(qū)域清潔。
3.4 氣蝕處理區(qū)域基面清洗
用清洗劑將已除銹的表面清洗干凈。清洗作業(yè)前,對抹布進行檢查,應(yīng)干凈無其他雜色;抹布擦拭區(qū)域要沒有遺漏,直至抹布顏色與原來本色一致。
3.5 氣蝕修補
等待清洗劑自然完全干燥和揮發(fā)后(常溫下約30min),氣蝕處理區(qū)域基面徹底干燥完成。將修補材料用電子稱稱重,按說明書要求配比混合,攪拌均勻后對氣蝕孔洞進行填充、修補,并用專用工具盡量刮平。
3.6 氣蝕修補后表面打磨
等待修補材料約2h內(nèi)初步固化后,用拋光機裝夾R40粗砂紙對修補材料進行磨平,將氣蝕修補后表面的凹凸起處磨平,保證整個氣蝕修補后表面光滑無明顯凸起。打磨過程中,與氣蝕修補后表面要輕輕接觸,不能用力過猛,造成氣蝕修補表面磨損,損壞修補部位。
3.7 修補后表面清洗
用清洗劑將已磨平的表面清洗干凈。清洗作業(yè)前,對抹布進行檢查,應(yīng)干凈無其他雜色;抹布擦拭區(qū)域要沒有遺漏,直至抹布顏色與原來本色一致。
3.8 敷涂
按要求在氣蝕區(qū)域表面進行三層涂敷,每層間隔在2h左右,確保干燥后進行下一層涂層;每層按表面積計算涂料重量,根據(jù)配比混合高分子超滑材料,攪拌均勻后對轉(zhuǎn)輪室氣蝕區(qū)域表面進行均勻刷涂;最終厚度可控制在0.4mm左右;敷涂作業(yè)期間不能間斷,每層敷涂要盡量壓實,確保沒有空隙和氣泡,作業(yè)場地周圍無產(chǎn)生粉塵、油煙廢氣及動火作業(yè)等,保持作業(yè)現(xiàn)場環(huán)境清潔。
3.9 檢測
敷涂作業(yè)完成,當涂層完全干燥后,在每個轉(zhuǎn)輪室氣蝕處理區(qū)域要有不少于24個的檢測點并均勻分布。檢查整個刷涂面的連貫性與完整性,測量涂層厚度,既要達到修復要求,也要確保回裝后槳葉與轉(zhuǎn)輪室的空氣間隙在規(guī)定范圍內(nèi)。
3.10 細磨
人工用細砂紙對整個表面做去毛刺處理。毛刺處理過程中,與涂層表面要輕輕接觸,不能用力過猛,以免造成涂層表面磨損、損壞修補部位,保證整個表面光滑。
3.11 中間驗收
每道工序完工后,先自檢合格,然后通知甲方及監(jiān)理來現(xiàn)場見證與驗收,方可進入下一道工序。每塊轉(zhuǎn)輪室完工后,經(jīng)甲方及監(jiān)理驗收合格方可開始下一塊轉(zhuǎn)輪室的施工。
3.12 最終驗收
最后一個塊轉(zhuǎn)輪室施工完畢,經(jīng)甲方及監(jiān)理驗收合格后,按照甲方及監(jiān)理要求工完場清,開始拆卸施工防護罩及設(shè)施。平臺現(xiàn)場清掃干凈,廢料收集到指定地點,做好相關(guān)資料移交手續(xù),修復后的轉(zhuǎn)輪室和和人孔蓋板如圖3、圖4所示。
4 結(jié)語
水輪機轉(zhuǎn)輪室的氣蝕,嚴重威脅了水輪發(fā)電機組的安全穩(wěn)定性。其降低了水輪機的工作效率,減少發(fā)電量,破壞材料,威脅發(fā)電設(shè)備的安全運行[2]。王甫洲水電站采用轉(zhuǎn)輪室修復(冷補)工藝修復,不僅能夠高效、迅速地修復水輪機轉(zhuǎn)輪室的氣蝕問題,還減少了水輪機檢修費用,縮短了水輪機檢修時間,確保能在省調(diào)批準的計劃檢修時間內(nèi)完成A級檢修,順利開機并網(wǎng)。并且取得了良好的使用效果,提高了水電站的綜合效益和社會效益。
參考文獻
[1] 張石堅.高分子材料在水輪機轉(zhuǎn)輪室氣蝕修復中的應(yīng)用[J].廣東水利水電,2019(2):48-50.
[2] 林泉江.轉(zhuǎn)輪及轉(zhuǎn)輪室空蝕的處理[J].水電站機電技術(shù),2005,28(2):37-41.
