基于PLC的工業危廢處理-灰渣輸送控制系統的設計
2020-09-10 07:22:44侯明序
科技尚品 2020年8期
侯明序


摘 要:時代的不斷進步,經濟的不斷發展,使我國的工業行業進入了快速發展的階段。現在的輸送帶,不僅幫企業節省了很多的勞動成本,而且還提高了企業的生產效率。我國的火力發電廠一般都以煤炭作為燃燒的材料,煤炭燃燒后會產生很多危害人們身體健康的氣體以及灰渣,對環境產生及其惡劣的影響。所以,為了降低企業的生產成本,文章對工業危廢料處理-灰渣的輸送問題進行了分析研究,以期能夠設計出一個基于PLC工業危廢料處理-灰渣輸送的控制系統,以此來幫助工業型企業降低人力成本和生產成本,響應國家保護環境的號召。
關鍵詞:PLC控制;灰渣;輸送帶;系統設計;控制模塊
中圖分類號:X327;X70 文獻標識碼:A 文章編號:1674-1064(2020)08-0011-04
1 PLC控制系統概述
1.1 PLC循環掃描工作的過程
PLC就相當于工業行業中的計算機,用戶可以按照其需求,通過PLC控制系統操控這些設備。而且PLC的控制功能只有在擁有用戶程序的前提下,才能夠完成。當PLC開始工作時,用戶程序中有很多的東西都需要去實現。不過,CPU設備卻不能使這些操作同步實現,只能逐一進行操作,如圖1所示。但是又因為CPU的工作效率非常高,所以給人的感覺就好像在同一時間全部完成一樣。人們將CPU的這種操作稱為CPU對PLC系統控制設備的掃描,而且CPU每掃描一次程序,就形成一個掃描周期,然后又重頭開始再進行掃描,一次又一次地重復來回掃描。這也就是為什么說PLC的掃描工作流程是循環的原因[1]。
1.1.1 自檢測部分
顧名思義,自檢測部分是指,系統在進行掃描時,要先掃描自己,檢查自己有沒有出現什么損壞,如圖2所示。如果自己有哪些地方損壞了,那么故障燈就會亮起。不僅如此,還要看其損壞的程度,如果損壞不嚴重的話,就只是去通知工作人員,而不會主動停下正在進行的工作;但如果損壞比較嚴重的話,就會停下正在進行的工作,并通知工作人員。
1.1.2 輸入采樣部分
在輸入部分,PLC就會將其所掃描到的信息儲存起來。人們將PLC的這部分工作稱為輸入信號采樣,也稱為輸入刷新。
1.1.3 程序執行部分
在程序執行部分,程序按照PLC順序任務進行掃描。假設人們將程序的表現方式當作梯形圖像,其總是以上下、左右的順序掃描。掃描每條指令時,輸入圖像寄存器和元素圖像寄存器分別讀出所需的輸入狀態或其他元素狀態,然后執行程序確定的邏輯操作或其他數字操作,最后按照PLC控制系統中的相關指令進行操作[2]。計算的結果存儲在確定的輸出圖像區域的相關單元中,但直到整個程序執行完畢后才發送到輸出終端。在這里應該特別強調的是,在元素圖像寄存器中的內容存儲,會隨著程序的執行與變化而發生改變。
1.1.4 輸出刷新部分
輸出刷新部分是在所有的用戶程序完成后進行的,在這一過程中,PLC的原件圖像寄存器的輸出圖像區域將變成繼電器的狀態,然后PLC同時被傳輸到鎖存器中,進行用戶設備的驅動。這是PLC當前工作循環的實際操作結果輸出。
1.1.5 處理外設請求部分
完成以上所說的工作,就會到達處理外設請求部分,外圍設備請求干預以及硬件中斷。實際上,這里所說的外圍請求操作,其并不影響系統的正常運轉,反而對于系統的整體運行情況有所幫助,可以提高系統的管理程度和控制程度。如果沒有進行外設請求,那么系統將會進入到自動循環掃描操作的狀態[3]。
在PLC的一個工作周期中,輸入掃描和輸出刷新的時間一樣,不會輕易改變,并且其操作時間可以根據程序長度的長短而變化。但是如果從長遠的角度來看,這個操作時間其實可以感知到。通用的PLC工作周期為40ms~100ms,PLC中常用的定時監視器是看門狗,這種定時監控器的原理是根據PLC的工作周期進行判別的,以沒有超過一般規定時間內為依據,從而避免該程序在執行過程中出現混亂或停止運行。
1.2 PLC對輸入/輸出的控制系統的規則
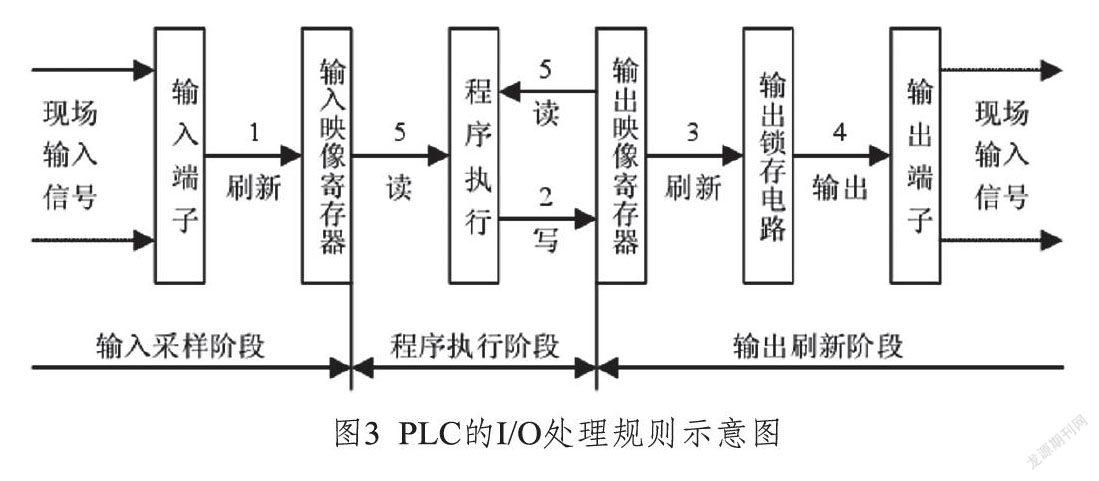
PLC的I/O處理規則示意圖,如圖3所示。
“1”是輸入映像寄存器的數據;
“2”是輸出映像寄存器(包含在元素映像寄存器中)的狀態;
“3”是輸出鎖存電路中的數據;
“4”是輸出端子上輸出狀態;
“5”是程序執行中所需的輸入、輸出狀態。
從上文就可以得出,實際上,在處理數據并執行程序的過程中,PLC并不會直接使用現場的輸入信號,而只會使用和輸入有關圖像區域內的數據,所以在執行程序的過程中,原始的輸入數據是一致的。在程序執行過程中,不能立即控制住想要控制的對象,想要真正控制住被控制的對象,就要在整個程序運行一遍之后,將被控制的對象的結果輸出進行處理。這樣,就可以控制住想要控制的對象。這種方法能夠提高系統工作的穩定性與安全性。不僅如此,PLC在執行程序時,會先得到數據的中間值,利用中間值就可以對原始數據進行后續處理。這樣的形式不僅方便提高檢查效率,也可以進行相關的編程,減少誤差,提高精準性[4]。
雖然PLC控制系統有很多優點,但其還不是一個完美的控制系統,其還存在很多不足之處。PLC最大的缺陷,就是在輸入/輸出時,會出現反應遲鈍的問題。對于一些工業設備,可以有這種情況出現;但對于某些比較特別的工業設備,就不允許有這種情況出現。
2 PLC灰渣輸送控制系統設計總體方案
2.1 灰渣系統的設計
灰渣收集系統主要是收集集塵器、煤氣和空氣預熱器里的細灰,將這些細灰傳送到轉灰庫。轉灰庫主要由灰斗、過濾器、負壓風機、物料輸送閥等組成。負壓風機是灰渣收集系統的直接動力來源。其利用了負壓風機的吸氣功能,使灰渣與空氣混合吸入管道。負壓氣流由粉煤灰形成,通過管道輸送。為了控制和提高系統的效率,將整個灰渣收集系統分為兩套真空飛灰子系統A和B,可以獨立運行,灰渣收集系統的結構示意圖如圖4所示。
2.2 PLC灰渣輸送控制系統的設計
為了更好地實現對PLC輸送灰渣的控制,除每臺機組擁有一臺PLC外,另外還需要一臺通用PLC。灰渣的收集是由不同系統分工合作進行的,所以灰渣收集系統應該設置在機組的PLC中[5-6]。在輸送灰渣的系統中,機組PLC中往往會有氣泵,輸送灰渣系統的監控將全部設置在公用PLC中。也就是說,公用PLC監控所有機組的工作狀態。除了公共管道的開關控制以外,還需要泵和公共空氣泵的操作。因此,從整個系統的角度來看,必須建立四個PLC,控制系統結構示意圖如圖5所示。
3 結語
文章研究工廠中的灰渣輸送問題,以此來設計一個基于PLC的灰渣輸送控制系統。文章詳細介紹了PLC灰渣輸送控制系統的設計,以期為PLC灰渣輸送控制系統的設計提供一些參考。
參考文獻
[1] 李鵬.電廠除灰渣及除塵PLC控制系統的優化[J].電世界,2019,60(10):44-46.
[2] 王麗君,周月娥,孫敦艷.基于PLC的電廠干式排渣系統設計[J].通信電源技術,2019,36(01):127-129,137.
[3] 周正華,顧明.新型工業灰渣混凝土空心墻板自動化生產線研制[J].科技創新與應用,2017(25):40,42.
[4] 張海富,何鵬晟,唐昊,等.國華惠電脫硫及灰渣與主機系統一體化控制研究[J].自動化博覽,2014(12):80-82,98.
[5] 黃炳釬.灰渣質量倒逼法在優化發生爐煤氣生產中的運用[J].輕金屬,2014(04):56-58.
[6] 莫熙剛.火電廠除灰渣自動控制系統研究[J].企業技術開發,2013,32(11):81-82.
