BGA 器件焊接工藝分析與質量控制
2020-09-10 07:22:44張笑
科技尚品 2020年12期
張笑



摘 要:文章從BGA器件焊盤設計、儲存、預處理、印刷等幾個方面闡述影響BGA器件焊接質量的因素,從而保證電子通信產品的可靠性與穩定性。
關鍵詞:BGA焊盤設計;儲存;預處理;BGA印刷
現代電子設備,特別是軍用電子裝備,越來越朝向輕、薄、短、小、高密度化、高自動化和高精度方向發展。BGA器件具有芯片尺寸小、功耗低、信息處理量大、穩定性更高等優點,因此BGA器件應用越來越廣泛。BGA器件的可靠焊接,已成為印制電路板組裝方面必不可少的關鍵技術。除了印刷、貼裝、回流參數的影響因素外,重點考慮以下因素。
1 BGA焊盤設計
據統計,在表面貼裝技術中,70%的焊接缺陷是由設計原因造成的。因此,BGA焊盤大小及形狀直接關系到BGA器件的焊接質量,焊盤設計尺寸如表1所示。曾有設計師將球徑0.5mm,間距0.8mm的BGA焊盤直徑設計為0.3mm,生產后出現BGA虛焊的比例高達6%。后來設計師將焊盤直徑改為0.4mm,采用完全相同的焊接工藝,所有的虛焊問題均沒有再次出現。
2 BGA儲存
元器件庫接到BGA器件后,清點時盡量不破壞原包裝袋,如必須拆開清點,應在最短時間內清點完,完畢后放入原包裝袋,抽真空包裝,直接存放于貨架。如果沒有原包裝,須立即放入10%RH以下的防潮柜中儲存,同時注明打開包裝的暴露時間(包括檢驗暴露時間)。發放BGA器件時,確保BGA器件在標簽上規定的車間壽命內用完,減少儲存、備料、生產等過程的BGA器件暴露時間[1]。
3 BGA預處理
器件領用后,如不及時裝配,應直接放入10%RH以下的防潮柜中儲存。如果需要直接使用而濕度指示卡又沒有受潮顯示,可以直接使用;若濕度指示卡變色,必須按濕敏等級要求進行烘烤后再使用,如表2所示。如果沒有濕度指示卡,標注的暴露時間低于相應濕度等級的車間壽命,根據實際暴露的環境條件和時間,烘烤時間和溫度可適當調整。對于沒有標注暴露時間或時間已經超出車間壽命的,必須按表2的時間進行烘烤處理。
烘烤時必須注意靜電防護,所有操作都需要采取靜電防護措施,不能赤手直接接觸器件,尤其是在烘烤后,環境比較干燥,極易產生靜電。一般,裝在高溫料盤(如高溫Tray盤)中的器件都可以在125℃溫度下進行烘烤,除非廠商特殊注明了溫度,烘烤時一定要控制好溫度和時間。如果溫度過高或時間過長,很容易使器件氧化,或在器件內部接連處產生金屬間化合物,從而影響器件的可焊性。烘烤結束后不要將器件存儲在烘箱中。烘烤停止后10min內就要將器件取出使用,或將其暫時存放在10%RH以下的防潮柜中。
4 BGA印刷
錫膏印刷是BGA裝配過程的主要工序之一,錫膏印刷質量的好壞對BGA的焊接質量有非常大的影響。在錫膏印刷過程中,要確保每個焊盤焊膏覆蓋率達90%以上,焊盤偏移小于0.1mm,焊膏形狀整齊,無漏印、少印、粘連、坍塌等缺陷。否則,會造成虛焊、橋連等焊接質量問題,未用工裝夾具時BGA焊盤印刷錫膏效果圖如圖1所示。
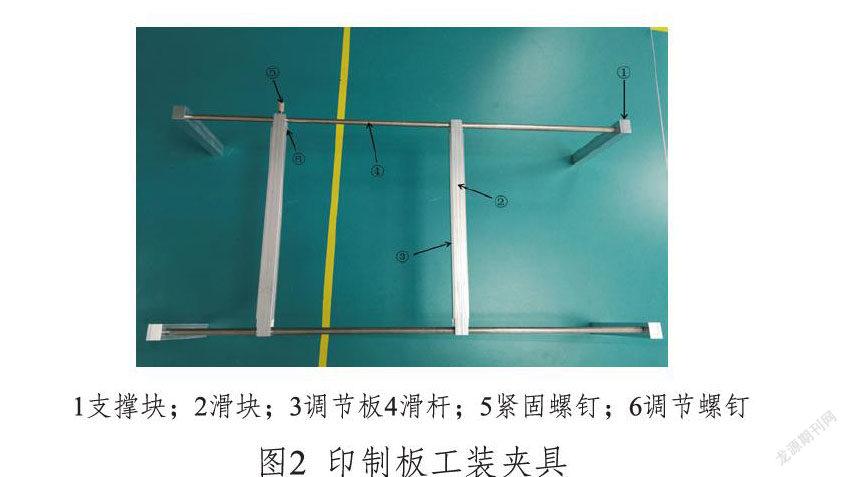
由于我公司產品具有多品種、小批量特點,需要手工印刷錫膏。除了鋼網開口設計、操作的熟練程度,印制板和鋼網的對位也是一項關鍵因素,為了保證印刷的可靠性,制作一套工裝夾具如圖2所示,使印制板兩面均能保持水平。
印制板工裝夾具,由6部分組成:支撐塊、滑塊、調節板、滑桿、緊固螺釘、調節螺釘。
將滑塊2與調節板3通過調節螺釘6組合裝配在一起,注意調節板3的兩端均有調節螺釘;
將組裝好的工具通過滑桿4連接起來,并在滑塊的兩端分別裝上緊固螺釘5;
在滑桿4四周裝上支撐塊1,抬高印制板工裝夾具以便能夠容易地調整調節螺釘6,使印制板能夠水平處于工裝夾具上;
將鋼網放到印制板上,即可平整快速地印刷錫膏。
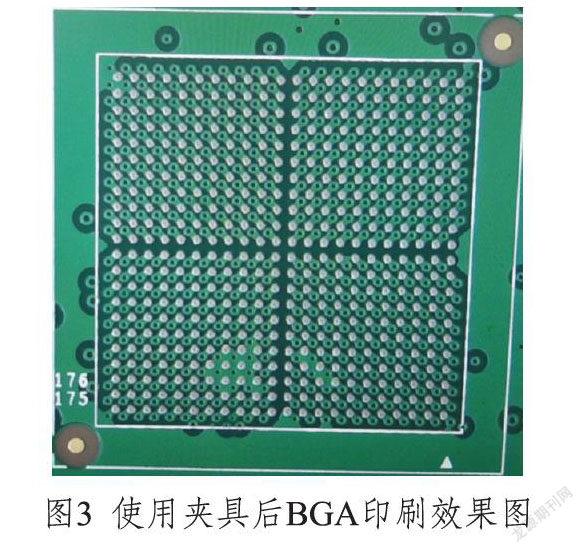
根據設計方案,印刷效果圖如圖3所示。經驗證,該印制板工裝夾具具有較強實用性,提高了BGA器件的裝配焊接可靠性。
5 結語
影響BGA焊接質量的因素很多,除了焊接工藝參數外,還受到設計、儲存等因素的影響,因此需要設計、采購、生產等各部門互相協作、共同探討,以提高BGA的焊接質量,從而保證電子產品的可靠性與穩定性。
參考文獻
[1] 黃麗娟,朱正虎,王民超.金屬封裝BGA(CCGA)器件焊接工藝優化研究[J].機械工程師,2019,334(04):168-170.
