8 mm厚TC4鈦合金TIG、MIG焊接工藝及性能對比研究
2020-09-10 07:22:44牟剛華學(xué)明徐小波王歡李芳王敏
電焊機
2020年4期
牟剛 華學(xué)明 徐小波 王歡 李芳 王敏
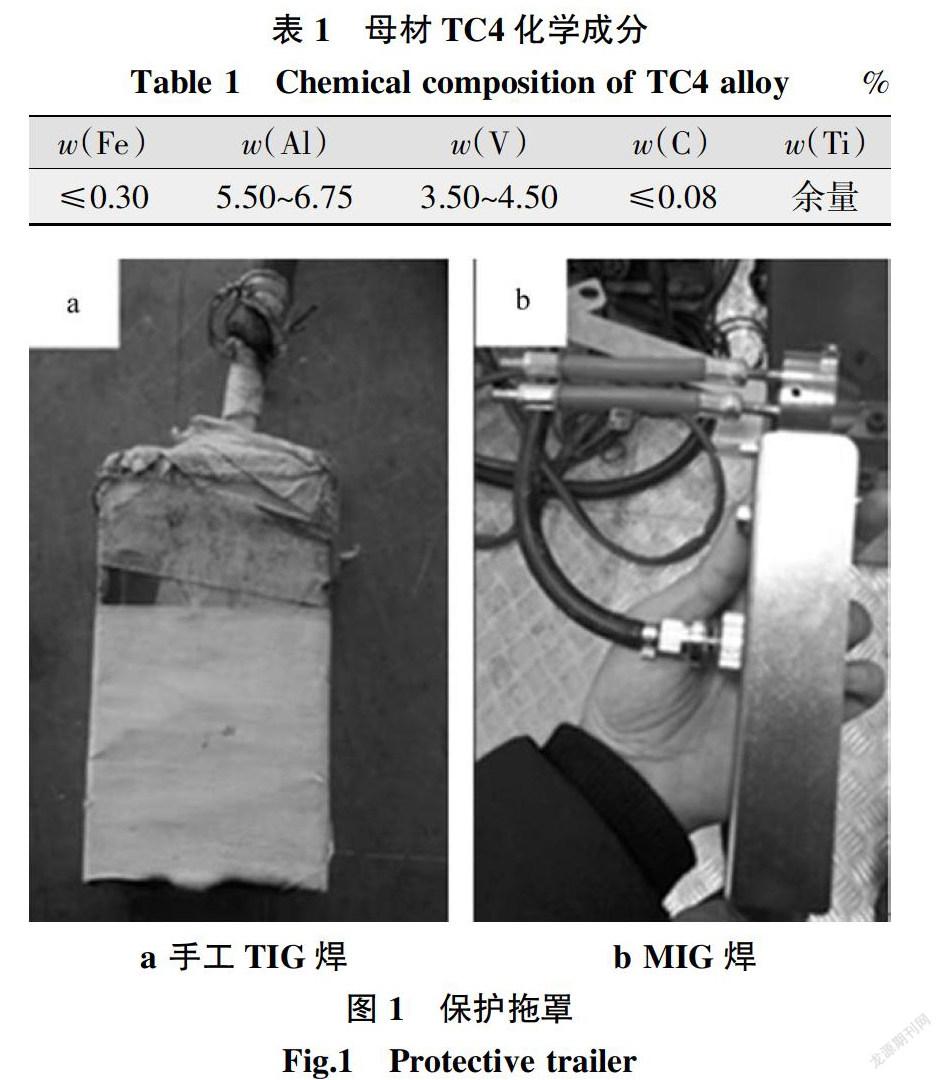
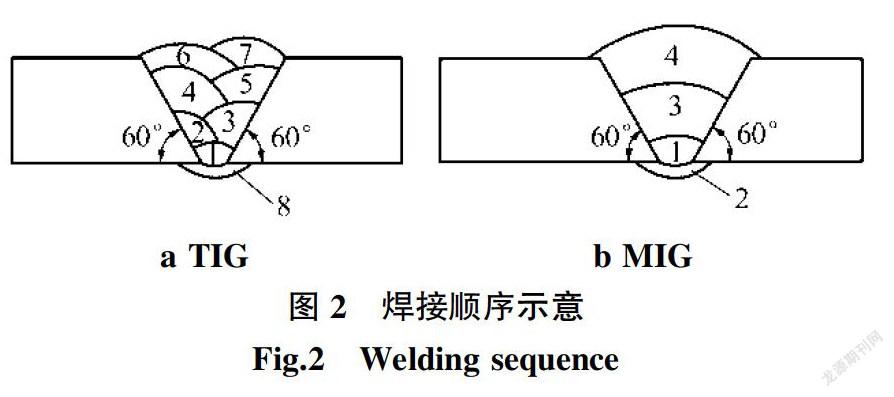
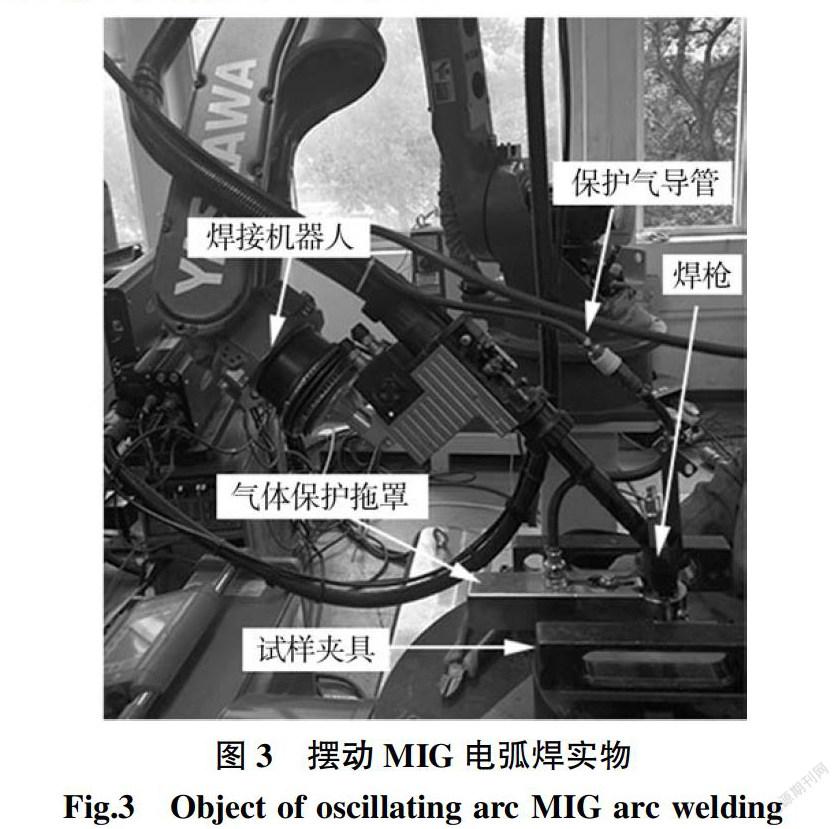
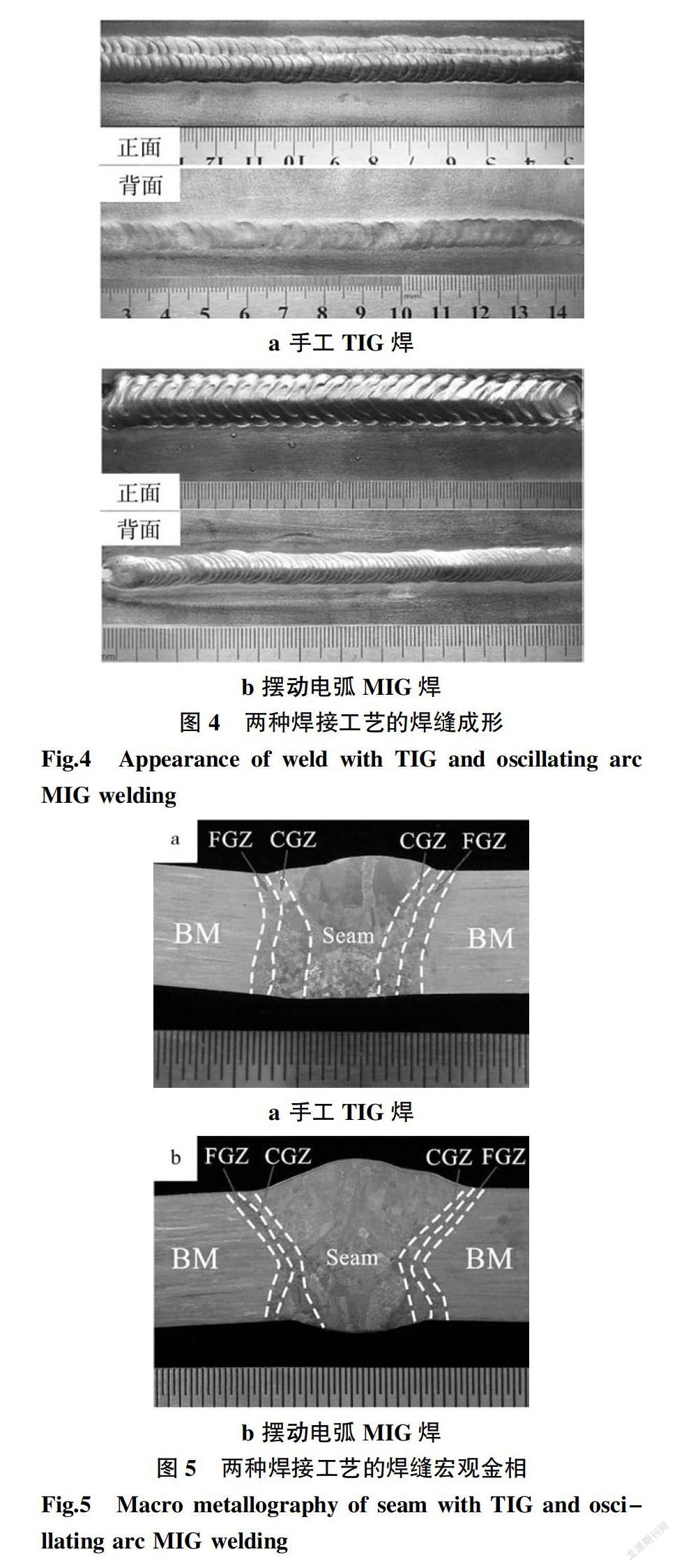
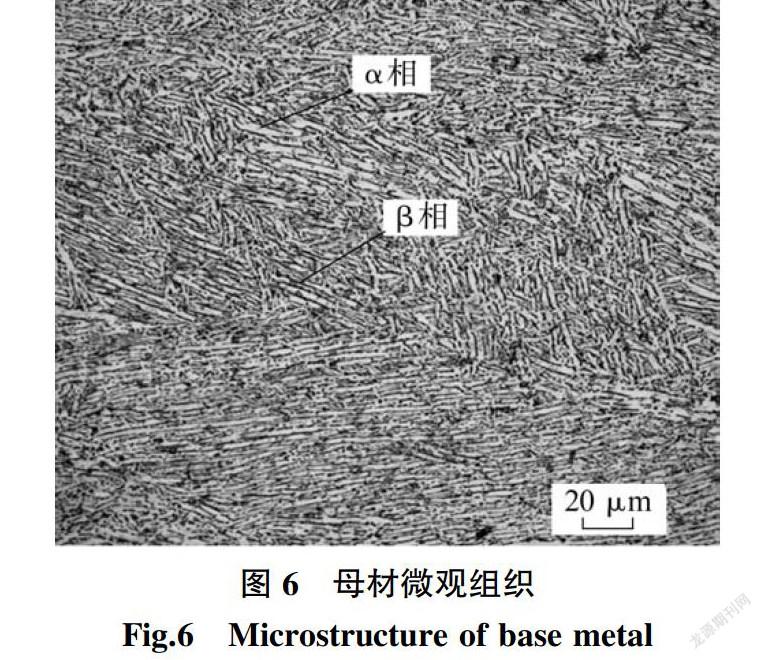
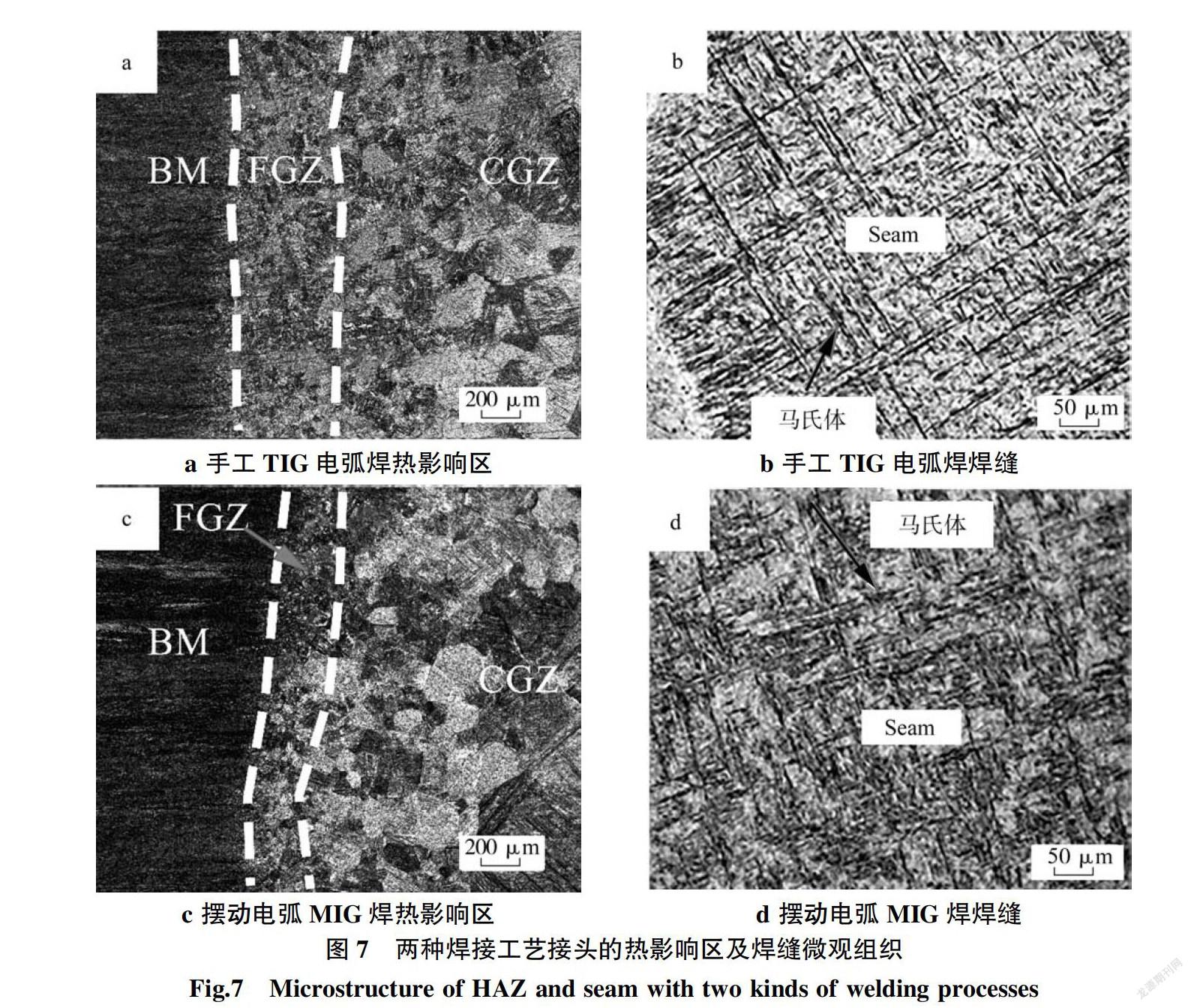
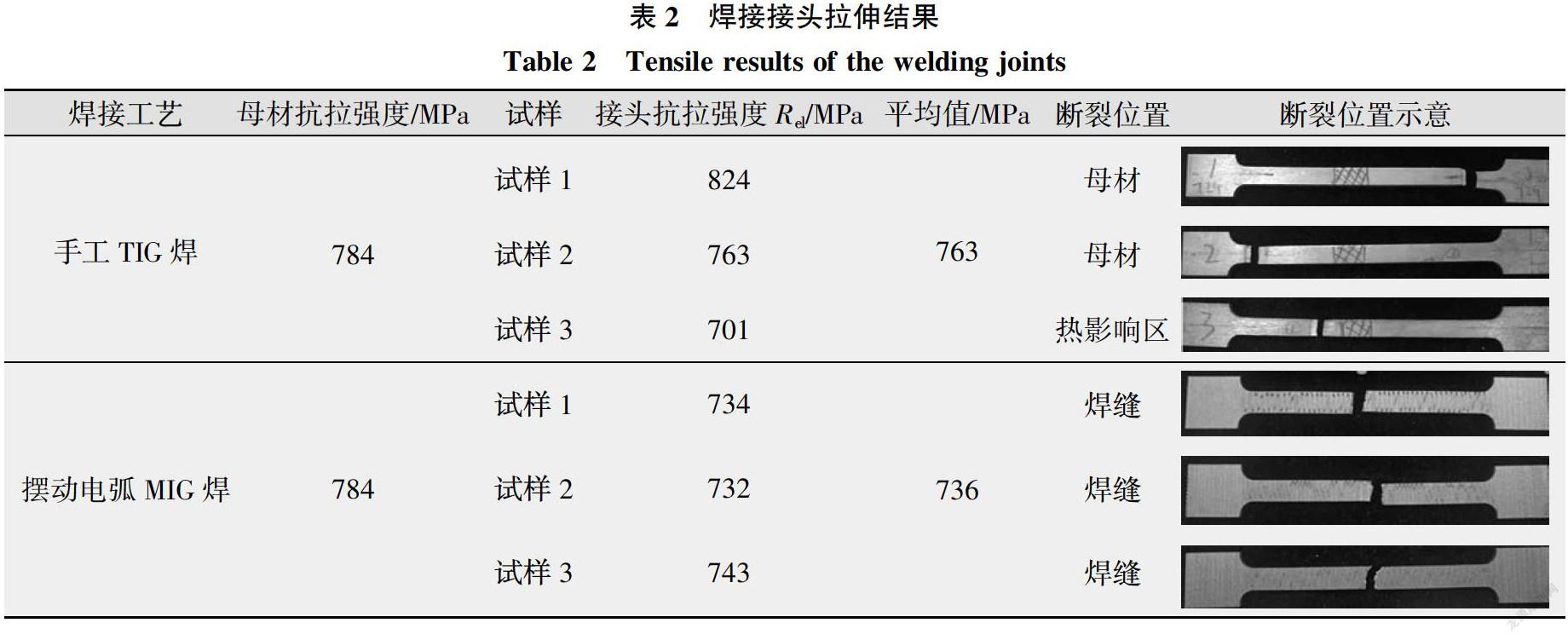
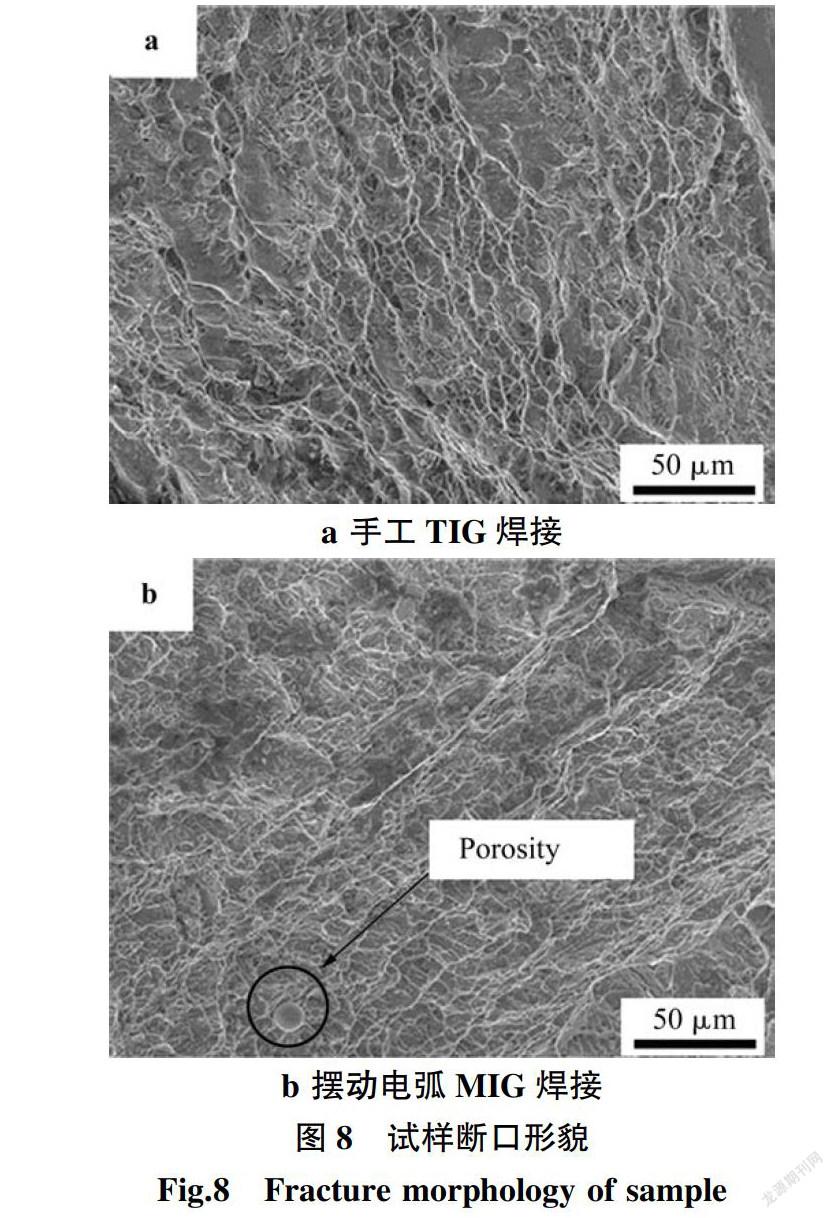
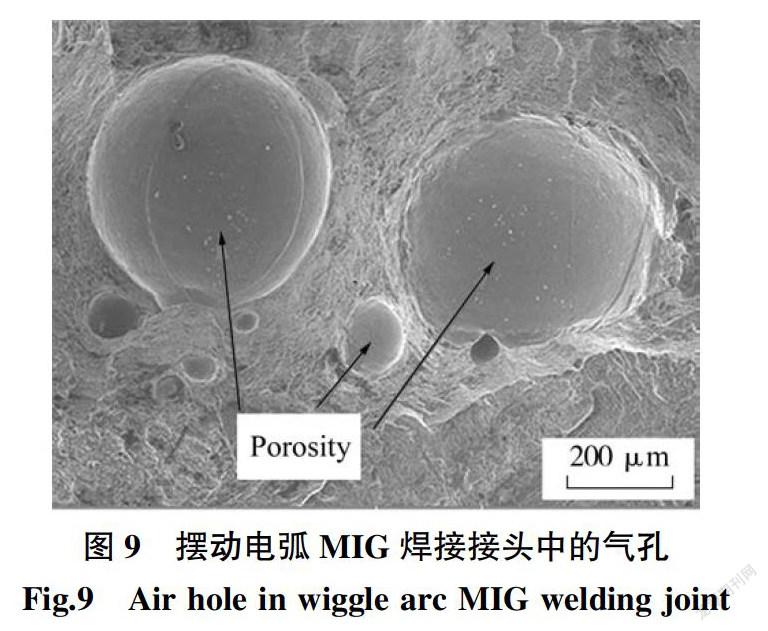
摘要:以8 mm TC4鈦合金厚板為實驗材料,采用手工鎢極氣體保護焊(TIG)和熔化極氣體保護焊(MIG)研究了各自實驗條件下的焊縫成形、微觀組織、力學(xué)性能和拉伸斷口的異同。結(jié)果表明,TIG、MIG焊焊縫均成形美觀,但MIG焊焊接速度更快;母材為α+β雙相組織,MIG焊熱影響區(qū)晶粒比TIG焊更均勻;二者焊縫均由粗大柱狀晶組成,組織均為α'馬氏體+β相;手工TIG焊接頭強度系數(shù)達到97.3%,擺動電弧MIG焊接頭強度系數(shù)為93.9%, 擺動電弧MIG焊強度低的原因在于焊縫中存在冶金型氣孔缺陷。
關(guān)鍵詞:鈦合金;中厚板;TIG焊;擺動電弧MIG焊;微觀組織
中圖分類號:TG457.19文獻標志碼:A文章編號:1001-2303(2020)04-0070-05
DOI:10.7512/j.issn.1001-2303.2020.04.11
0 前言
TC4鈦合金含有6%的Al元素(α穩(wěn)定元素)和4%的V元素(β穩(wěn)定元素),屬于α+β兩相鈦合金。該合金具有較高的比強度、優(yōu)異的耐腐蝕性能和良好的可焊性,是目前應(yīng)用最為廣泛的鈦合金之一,主要應(yīng)用于航空航天、船舶艦艇、能源化工以及醫(yī)療器械等領(lǐng)域[1-4]。
由于液態(tài)鈦合金的表面張力大(1.64 N/m)、密度小(4 500 kg/m3)、沸點高(3 315 K),高溫下極易吸附氫、氧、氮等氣體,使得中厚板焊接時的潤濕鋪展、氣孔等焊接缺陷成為研究熱點。焊接方法主要集中在手工TIG焊、激光焊及電子束焊接等。TIG焊具有設(shè)備成本低、操作簡單等優(yōu)點,目前是鈦合金主要的焊接手段,且多集中在厚度4 mm以下的板材[5],10 mm以上的厚板多采用窄間隙TIG焊或者電子束焊接等方法[6];而應(yīng)用較廣的中厚板材,其適用的焊接方法研究較少,僅有少量文獻嘗試了激光焊接、等離子弧+TIG復(fù)合焊接或冷弧焊,但成本高,不易推廣[7-8]。……
登錄APP查看全文
