基于ANSYS的高硅鋁合金平板對接激光焊數值模擬
2020-09-10 07:22:44王鵬陸何慶國
電焊機
2020年4期
王鵬陸 何慶國


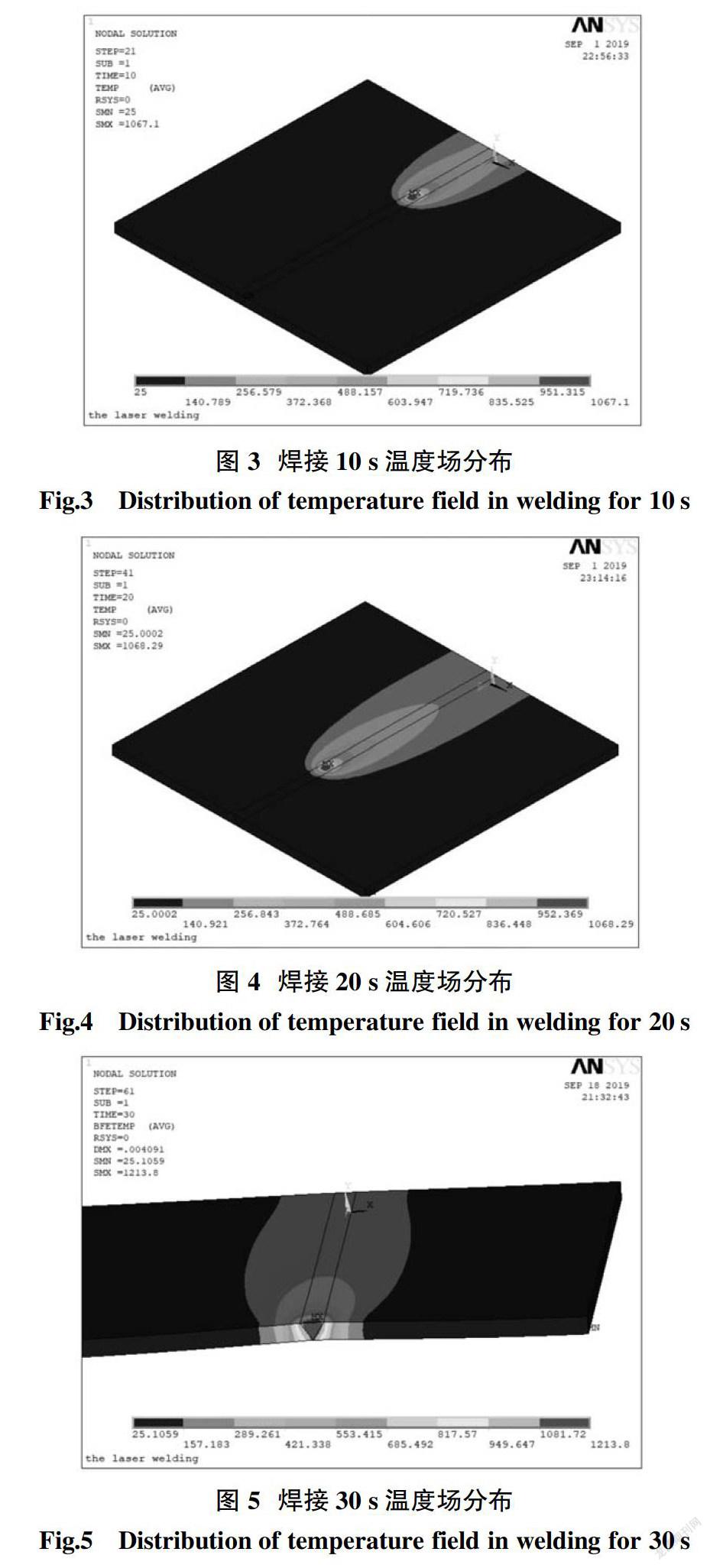
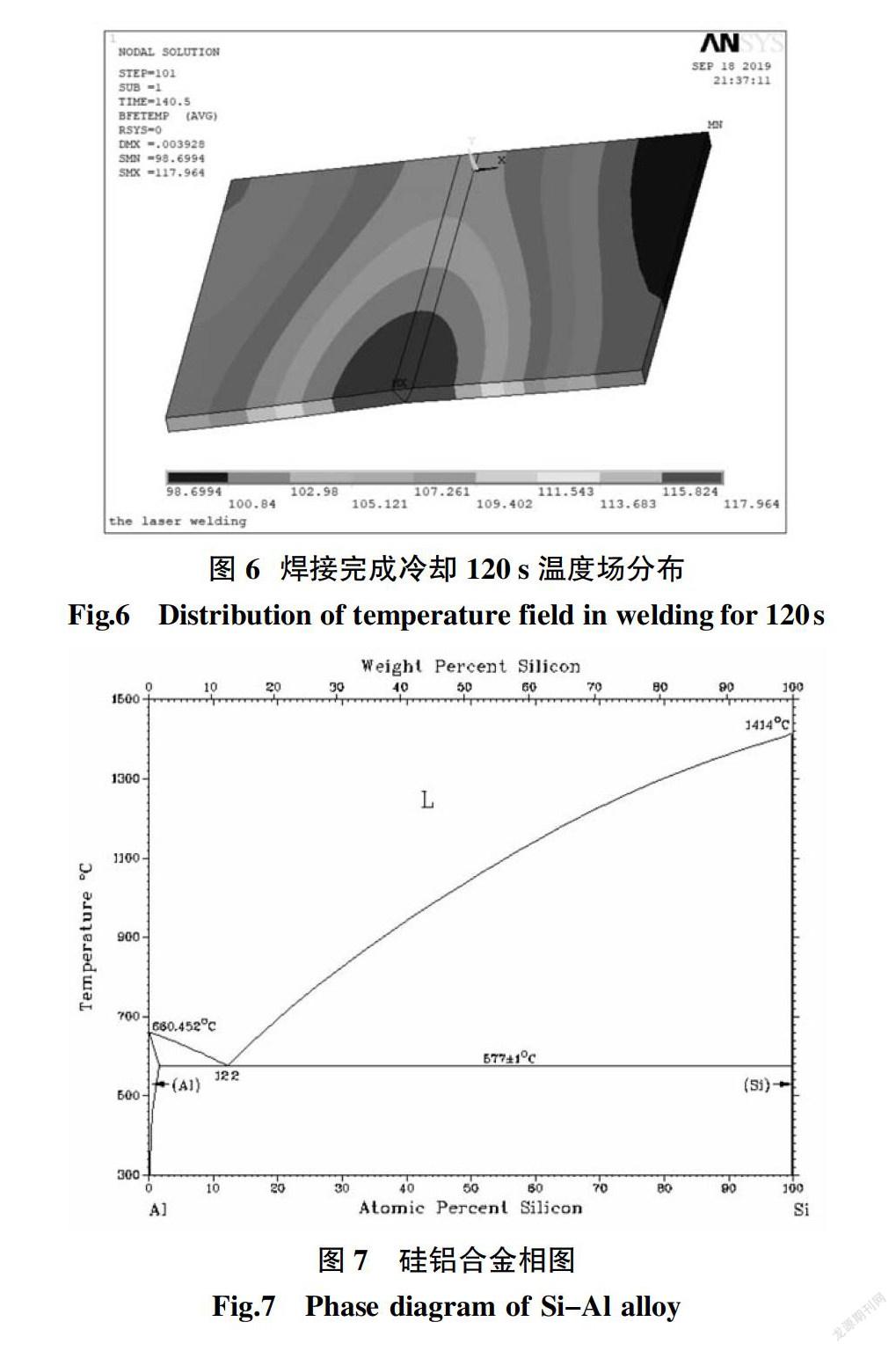
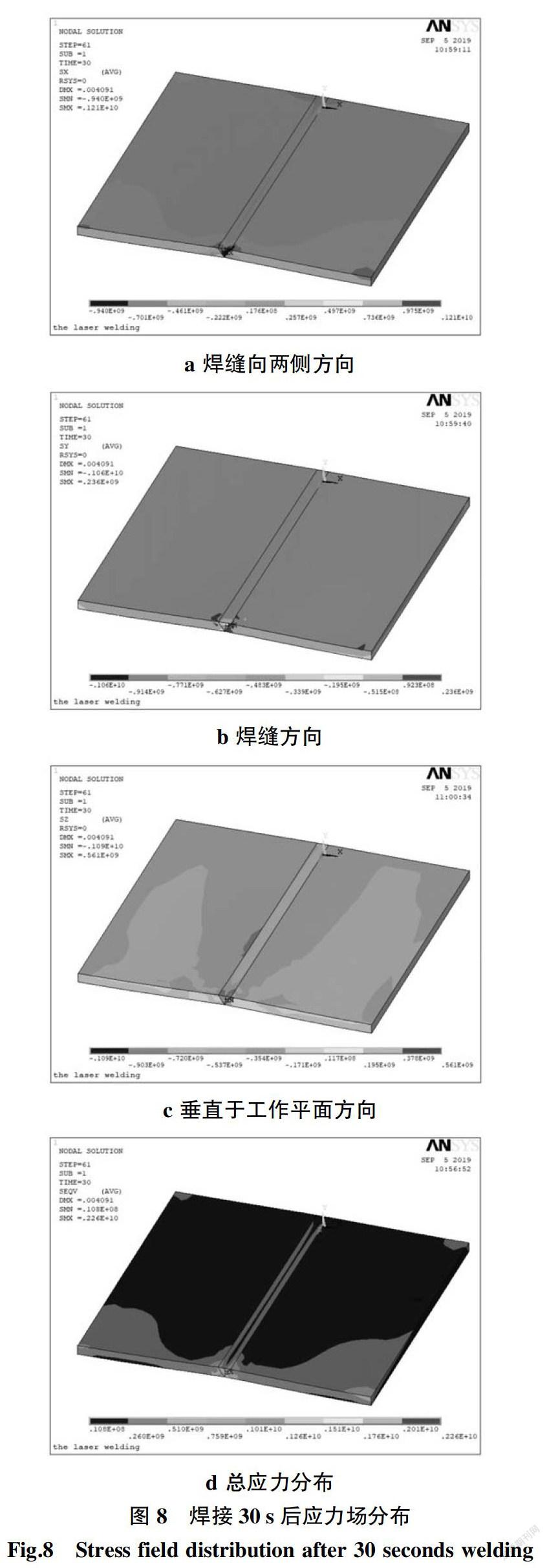
摘要:介紹目前國內外高硅鋁合金激光焊接的趨勢,詳細闡述ANSYS激光焊接有限元模擬的分析過程,從幾何模型的建立、網格劃分、定義材料屬性等方面介紹了前處理過程;從熱源的加載、生死單元技術、瞬態熱分析方面介紹了溫度場分析過程,獲得了焊接及冷卻過程溫度場分布情況;通過ANSYS后處理器得到了溫度場分布云圖;通過熱結構耦合過程得到了焊接瞬時應力分布。仿真得到的溫度場滿足焊接溫度需求,應力場分布會產生一定的形變。
關鍵詞:高硅鋁合金;網格劃分;體生熱率熱源;生死單元;通用后處理器
中圖分類號:TG457.14文獻標志碼:A文章編號:1001-2303(2020)04-0123-05
DOI:10.7512/j.issn.1001-2303.2020.04.22
0 前言
目前國內外在微波組件外殼封裝領域的焊接材料主要有Al、Cu、Mo、W、Kovar、Invar和W-Cu等,其中Kovar合金和Invar合金雖然熱膨脹系數較低,但其熱導率差、密度高、剛度低,不能滿足電子設備輕量化的要求。Cu與熱膨脹系數較小的Mo和W混合形成的復合材料雖然熱導率較高,但其密度過高,不宜作航空航天材料。Al 具有熱導率較高、密度較低、成本低及強度高等優點,可以采用較高含量的低熱膨脹系數顆粒進行復合,從而降低合金的熱導率,與半導體材料相匹配,因此新型高硅含量的硅鋁復合材料(常稱作高硅鋁合金)的出現引起了研究者的重視。高硅鋁合金熱膨脹系數為4.1~23.6×10-6/K,提高硅含量可顯著降低合金材料的密度及熱膨脹系數。同時,高硅鋁合金還具有熱導性能好,剛度較高,與金、銀、銅、鎳的鍍覆性能好,與基材可焊,易于精密機加工等優越性能。……
登錄APP查看全文
