6082-T6鋁合金等離子-CMT復合熱源焊接特性研究
2020-09-10 07:22:44趙函辛志彬楊志斌
電焊機
2020年4期
趙函 辛志彬 楊志斌
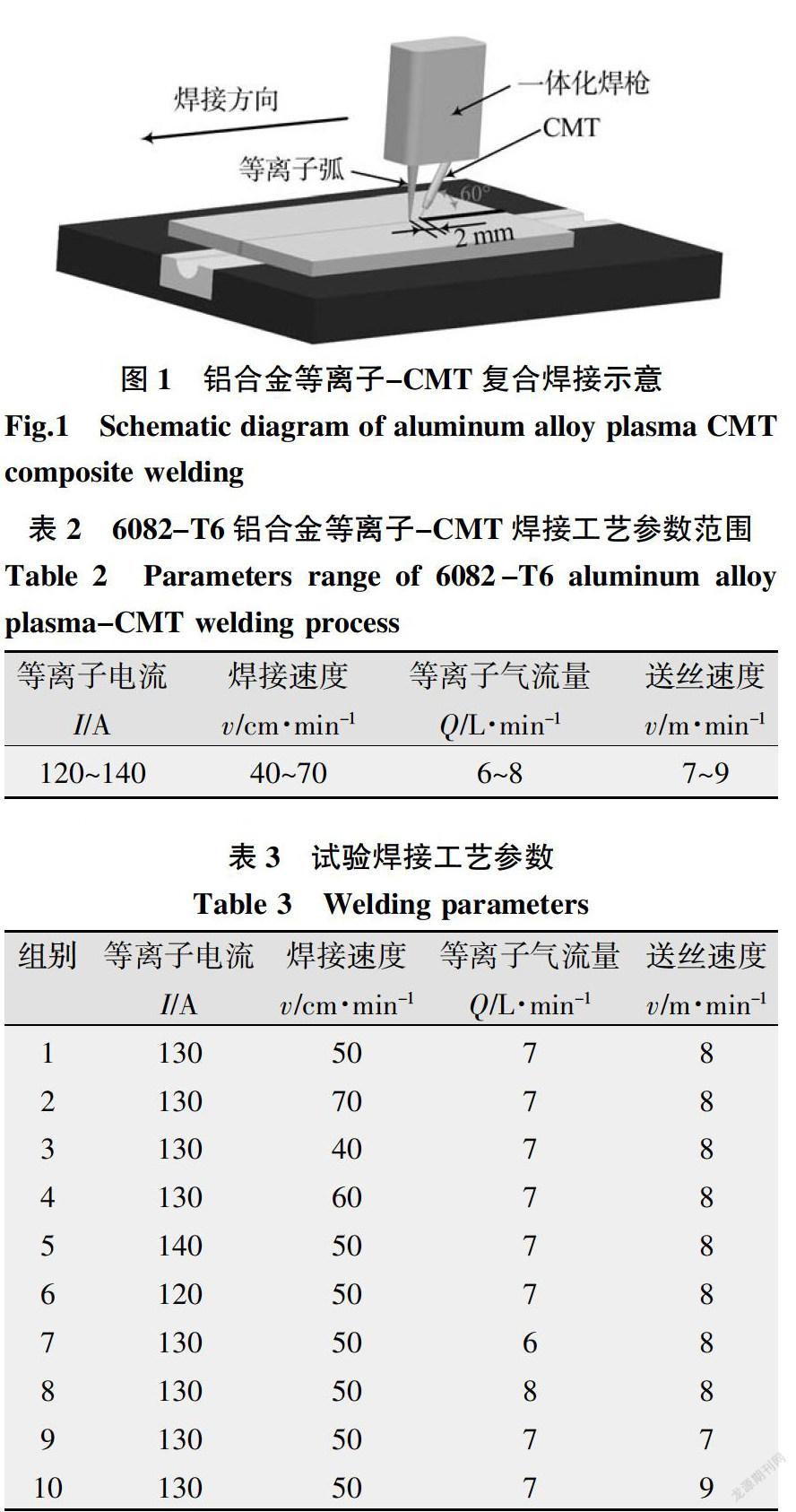
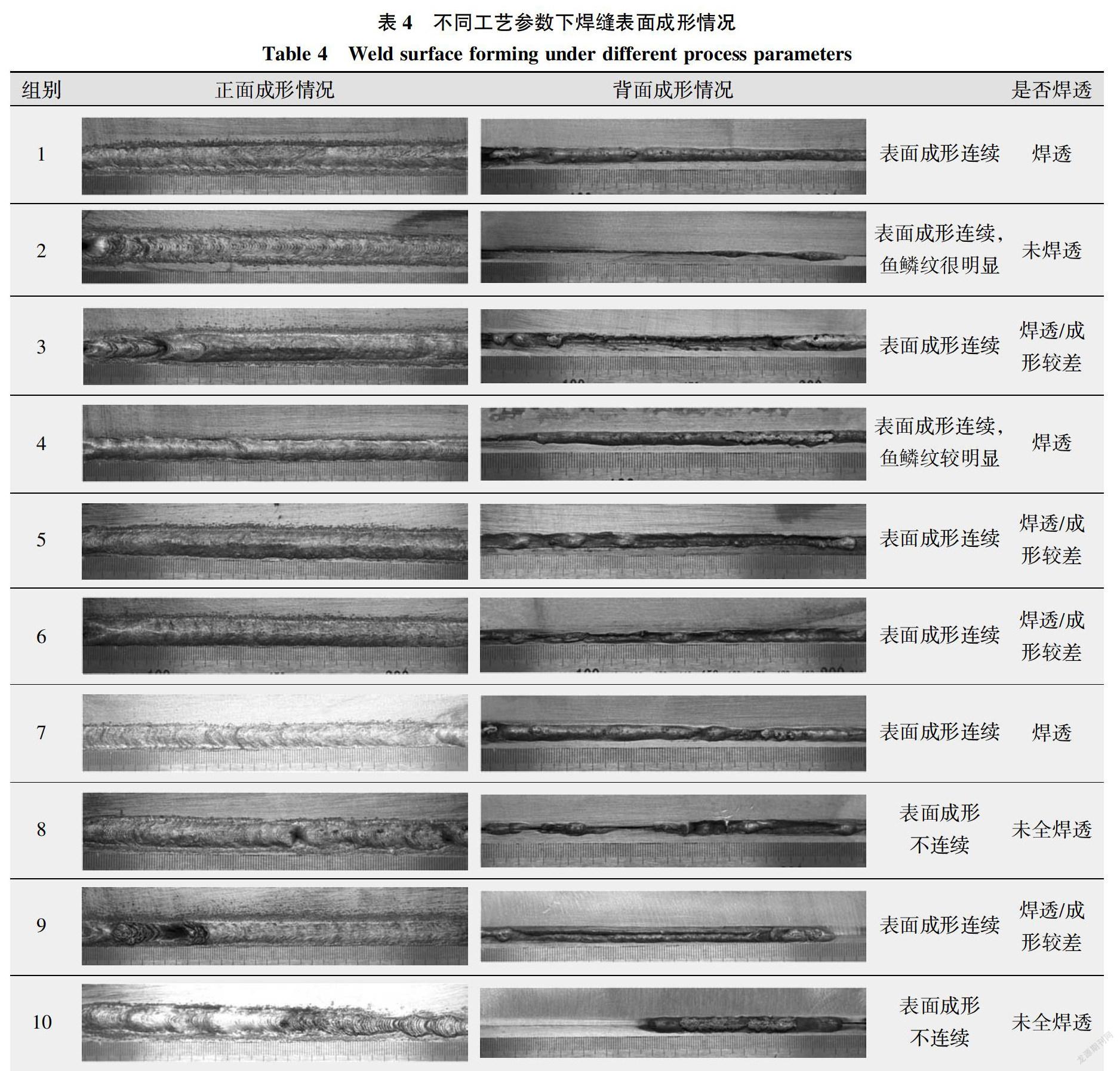
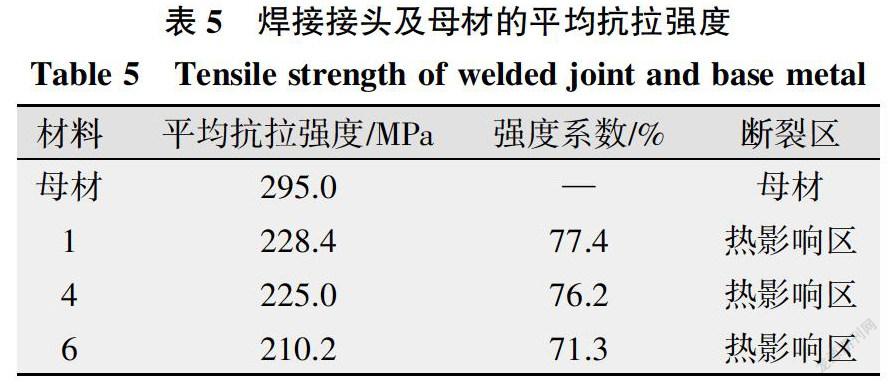
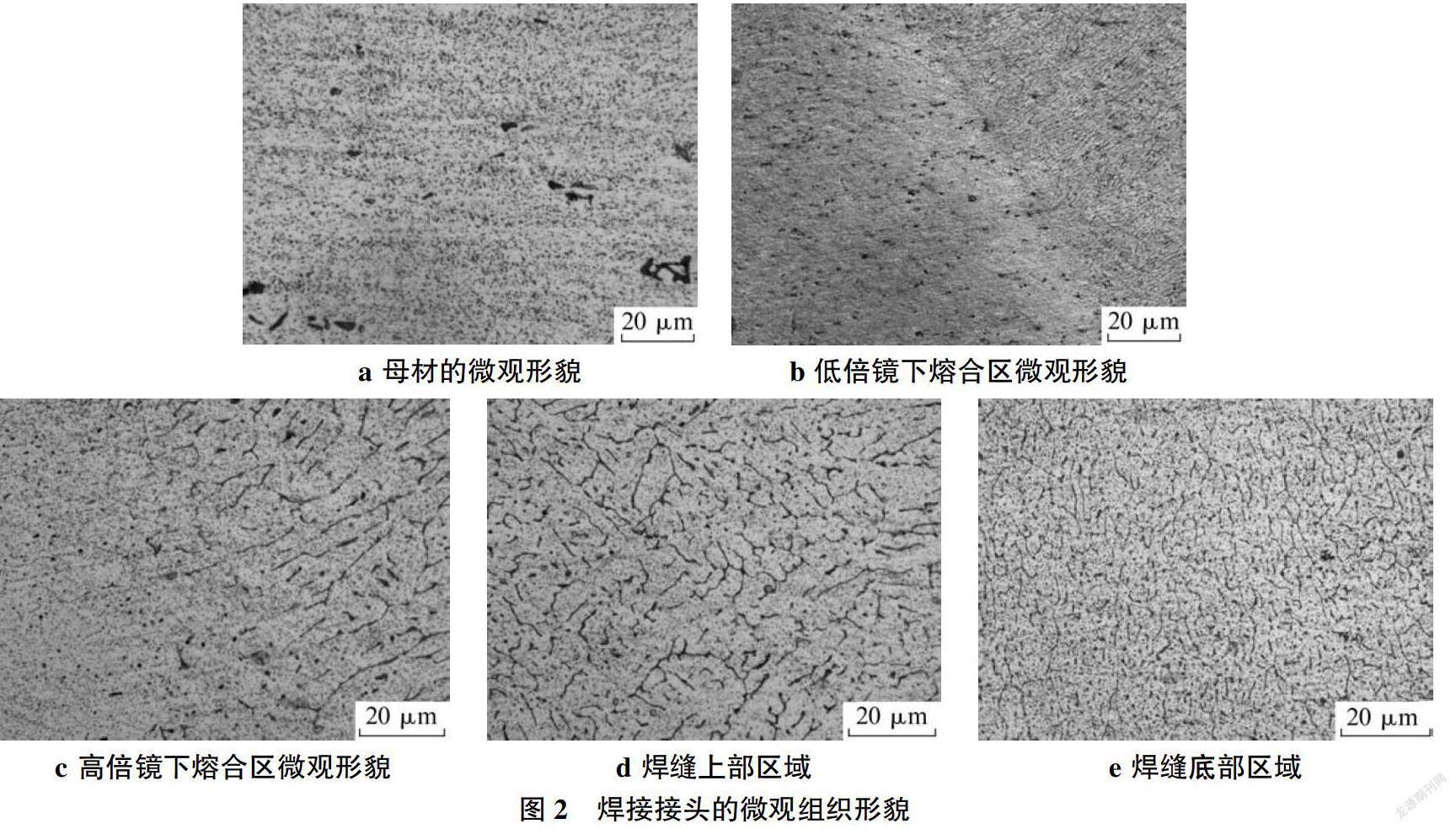

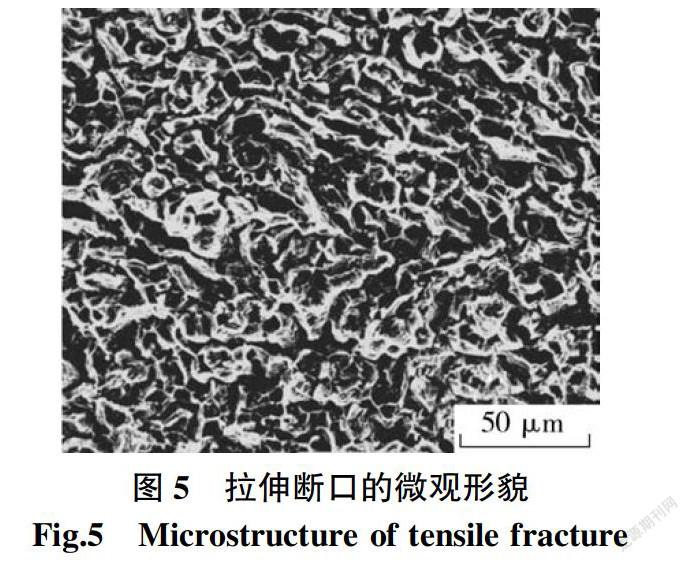
摘要:以6 mm厚6082-T6鋁合金為試驗母材開展等離子-CMT復合焊接試驗,分析焊接工藝參數對焊縫成形的影響規律,以及接頭的組織特征、硬度分布及拉伸性能。獲得最優焊接工藝參數為:等離子電流130 A、送絲速度8 m/min、焊接速度50 cm/min,等離子氣流量7 L/min。焊縫中心組織主要為等軸晶,熱影響區較窄且硬度值最低,接頭平均抗拉強度達228.4 MPa,為母材抗拉強度的77.4%,斷裂位置在焊接接頭的熱影響區,呈現韌性斷裂特征。
關鍵詞:鋁合金;等離子-CMT復合焊接;組織特征;硬度分布;拉伸性能
中圖分類號:TG457.14文獻標志碼:A文章編號:1001-2303(2020)04-0103-04
DOI:10.7512/j.issn.1001-2303.2020.04.18
0 前言
鋁合金因具有比強度高、密度小、耐腐蝕性能強、適于加工等優點,而被廣泛應用于航空航天、高速列車、船舶制造等諸多領域[1]。傳統的MIG焊接方法進行鋁合金焊接時,由于其線能量較大,導致焊接變形大、接頭軟化嚴重等突出問題[2]。等離子-MIG復合焊兼具等離子弧焊和MIG焊的優勢,可有效降低焊接線能量,減小焊接變形[3-4]。
CMT(冷金屬過渡)焊作為一種新型MIG焊方法,在降低焊接熱輸入方面更具優勢。等離子-CMT復合焊在鋁合金的焊接上體現出焊接變形小、焊接效率高、焊縫成形好、焊接適應性強、焊接飛濺少的技術特點[5]。但是,現階段鮮有關于鋁合金等離子-CMT復合焊研究的文獻報道。
本文以6 mm厚6082-T6鋁合金為試驗母材,開展了等離子-CMT復合焊工藝試驗研究,并分析焊接工藝參數對焊縫成形的影響,以及接頭的組織特征、硬度分布和拉伸性能。
1 試驗材料及方法
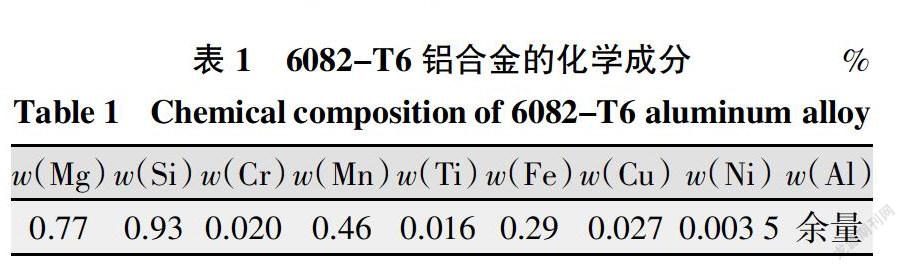
試驗母材為6082-T6鋁合金,尺寸為200 mm×150 mm×6 mm,接頭形式為對接。……
登錄APP查看全文
