鋁合金焊接接頭的設(shè)計特點
2020-09-10 07:22:44呂同輝
電焊機
2020年4期
關(guān)鍵詞:鋼結(jié)構(gòu)
呂同輝
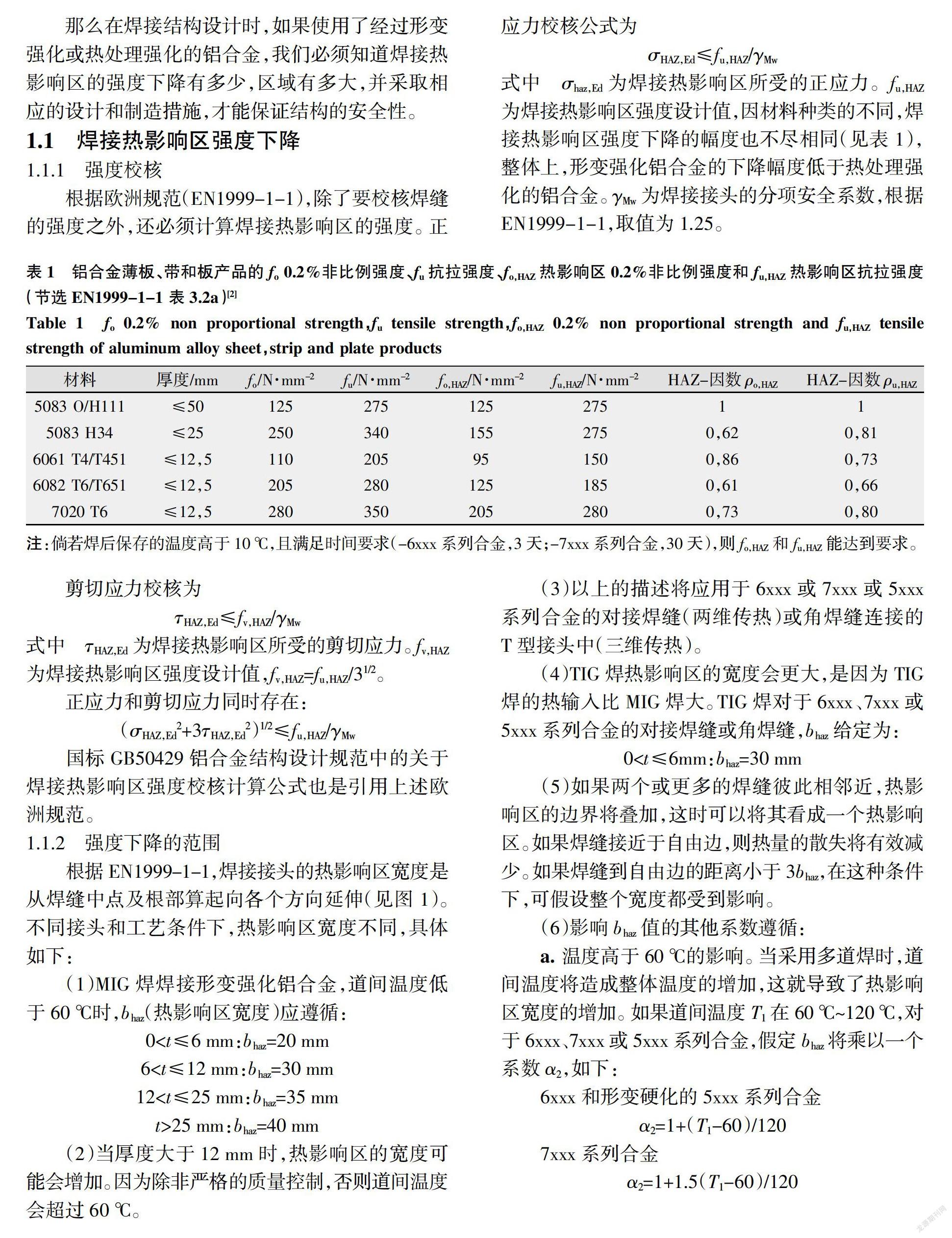
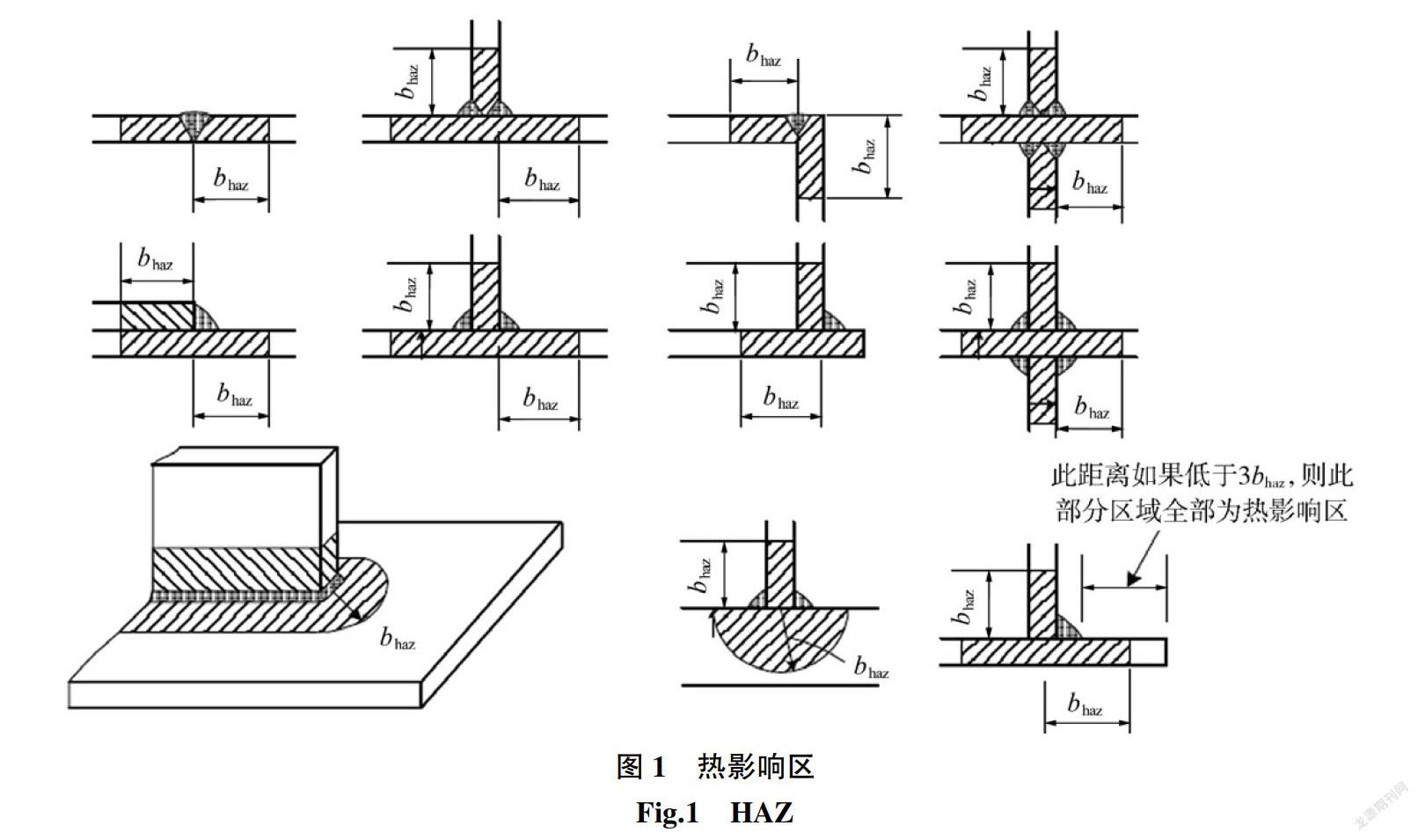

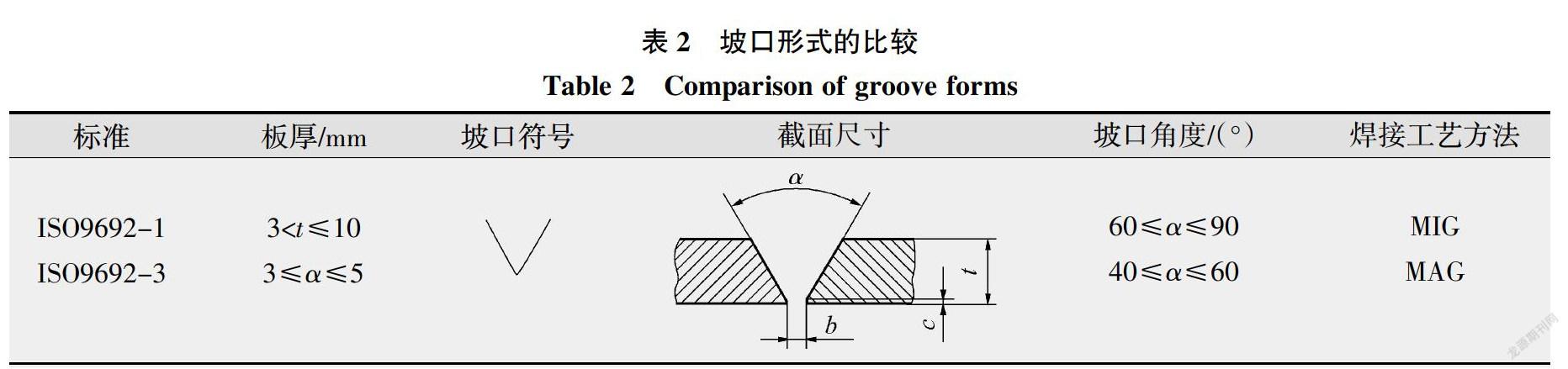

摘要:相對于鋼制結(jié)構(gòu),鋁及其合金具有材質(zhì)輕、無低溫脆性、耐腐蝕和易于壓力加工的優(yōu)勢。雖然與成熟的鋼結(jié)構(gòu)的設(shè)計和焊接制造相比,鋁合金的結(jié)構(gòu)和焊接制造原則沒有變化,但與傳統(tǒng)鋼材相比,鋁合金在強度、彈性模量、密度、導熱系數(shù)、熱膨脹系數(shù)等方面都有顯著的不同,所以在焊接接頭的強度設(shè)計和接頭細節(jié)部分都與鋼接頭有較大不同。本文主要關(guān)注焊接熱影響區(qū)強度減弱、焊接接頭細節(jié)包括坡口形式、背面保護等問題。前者結(jié)合EN1999-1-1進行分析,后者結(jié)合ISO9692-3和EN1011-4進行分析。
關(guān)鍵詞:鋼結(jié)構(gòu);鋁合金焊接接頭;焊接熱影響區(qū);強度下降
中圖分類號:TG457.14文獻標志碼:A文章編號:1001-2303(2020)04-0085-04
DOI:10.7512/j.issn.1001-2303.2020.04.14
0 前言
相對于鋼制結(jié)構(gòu),鋁及其合金具有材質(zhì)輕、無低溫脆性、耐腐蝕和易于壓力加工的優(yōu)勢,鋁被應(yīng)用在航空航天、交通車輛、化工行業(yè)等生產(chǎn)制造領(lǐng)域。由于其防腐性能優(yōu)良、低溫韌性好的特點,在石油、化工、深冷行業(yè)得到廣泛應(yīng)用。在建筑行業(yè),由于鋁的質(zhì)量輕、防腐性能好,因此鋁結(jié)構(gòu)代替鋼結(jié)構(gòu)也有大量應(yīng)用。特別是在交通車輛制造領(lǐng)域,鋁合金這種輕型材料的應(yīng)用能提高運行速度和降低能源消耗,在現(xiàn)在的能源形勢下具有特別的意義。
歐美國家早在20世紀中葉就建造了許多鋁合金結(jié)構(gòu),而我國對鋁合金結(jié)構(gòu)的研究和應(yīng)用起步較晚,應(yīng)用研究較少,早期也無標準規(guī)范可循,這直接影響了國產(chǎn)鋁合金結(jié)構(gòu)的應(yīng)用。2007年,我國第一部鋁合金結(jié)構(gòu)設(shè)計規(guī)范(GB50429)經(jīng)建設(shè)部正式頒布,自2008年3月1日起實施,這對于我國鋁合金結(jié)構(gòu)設(shè)計的研究和發(fā)展起到了很大的推動作用。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導向(2021年9期)2021-07-16 07:10:58
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
電站輔機(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術(shù)與應(yīng)用(2017年3期)2017-05-17 05:29:07
發(fā)明與創(chuàng)新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44
