超大尺寸3D打印成型鈦合金葉片性能組織分析
2020-09-10 07:22:44高驥天李清松張波鞏秀芳
電焊機 2020年3期
關鍵詞:力學性能
高驥天 李清松 張波 鞏秀芳





摘要:3D打印增材制造是近年新興的一種快速、節材的材料成型方法,應用前景十分誘人,但如何通過工藝參數控制顯微組織以獲得滿意的力學性能,特別是對于大型、且形狀及受力復雜的工件,目前是一個挑戰。采用3D打印工藝制造長1 450 mm的超大尺寸TC4鈦合金葉片,分析其化學成分和金相組織,并進一步測試其力學性能,分析討論力學性能不滿足要求的原因。結果表明:3D打印成型過程中光斑直徑選用過大、熱處理制度不當,不僅造成葉片的微觀組織不均勻,降低其力學性能,而且葉片還存在力學性能各向異性的問題。這對于推進3D打印的工程化應用具有一定的借鑒價值。
關鍵詞:3D打印;鈦合金;超大尺寸葉片;力學性能
中圖分類號:TG146.2文獻標志碼:A文章編號:1001-2303(2020)03-0018-07
DOI:10.7512/j.issn.1001-2303.2020.03.03
0 前言
鈦及鈦合金是20世紀40年代才開始投入商業生產的金屬結構材料,憑借其比強度高、耐腐蝕、熔點高等顯著優點,得到了廣泛應用[1]。TC4鈦合金是目前應用最廣的一種(α+β)兩相鈦合金[2],具有良好的強度、塑性及韌性等綜合力學性能,適合于各種壓力加工成型,可用于制作工作溫度400 ℃以下的各類零件[3-4]。在汽輪機機組中,使用長度超過1 400 mm的低壓汽輪機末級動葉片,可以使機組的功率增加20%[5]。目前已經公開的資料表明,日本三菱重工已經能夠生產出長度1 830 mm的鈦合金汽輪機末級葉片,俄羅斯動力設備公司也已生產出長度1 530 mm的鈦合金汽輪機末級葉片。
激光快速成型技術興起于20世紀70年代末,美國最先將激光快速成型的鈦合金應用到航空領域[6],隨后英國[7]、瑞典[8]、日本[9]等國家也相繼開展了激光快速成型技術的研究,并取得了不同程度的進展。我國很多高校及研究機構也對激光快速成型的組織、性能等方面進行了大量研究,并取得了一定的研究成果。
相較于傳統成型方式的鈦合金葉片,采用3D打印成型技術成型的鈦合金葉片具有快速、低成本、適應生產各種復雜形狀零部件的優勢[10]。3D打印成型方式能夠保證每一只葉片都具有極高的成型精度,有效解決了裝配過程中因尺寸精度不足和尺寸差異而帶來的裝配難題和導致汽輪機運行過程中出現的其他問題。但采用3D打印方式成型的葉片在顯微組織形貌控制、葉片性能的一致性等方面相對于傳統鍛造+熱處理方式成型的鈦合金而言,尚存在一定的差距。本文針對該葉片3D打印工藝目前存在的問題進行研究,特別是對力學性能未達到要求指標的原因進行分析與討論。
1 葉片成型工藝
葉片為國內新一代超超臨界汽輪機組所用的低壓末級葉片,葉根采用樅樹形直齒結構,葉型是自由成形彎扭結構,葉型中間內背面有拉筋凸臺,葉頂相對于葉根截面達到82°超大扭轉角,葉片厚度連續變化,具有長高型結構特征,垂直高度方向上葉型面的最大外廓尺寸約為440 mm×170 mm,面積相對較小,沿高度方向激光成形增高,應力和變形控制難度不大。葉型面的扭轉角度約為每100 mm扭轉6°,從葉根到葉冠,型面扭轉帶來截面外廓向外延伸傾斜的角度典型值為8°,最大可達12.7°。扭轉葉型面通過激光成形二維截面外廓的逐漸外延自然成形獲得。在沉積方向上,中央拉筋和葉冠存在截面突然變大的特征,對葉冠和頂部凸臺,采取添加工藝支撐的方式成形;對拉筋結構,根據mx數模和cymx數模的不同尺寸大小,可以選取添加工藝支撐或者將葉片放平最后兩面成形出拉筋的方式成形。
葉片在熱處理后需進行機加工成型裝配,該葉片采用送粉法進行成型。根據葉片驗收要求,激光功率控制在8~10 kW,送粉率2 200~2 400 g/h,光斑直徑8.5~10.0 mm,掃描頻率1 000~1 500 mm/min。熱處理工藝為雙重退火,其工藝參數為:β轉變溫度(Tβ)以下40 ℃,保溫3 h,風冷;550 ℃,保溫2 h,空冷。
2 葉片解剖分析結果
為確認采用該工藝制造的成品是否能夠達到相關標準的要求,在完成所有加工過程之后,對成品葉片進行解剖分析。
2.1 葉片的化學成分檢測結果
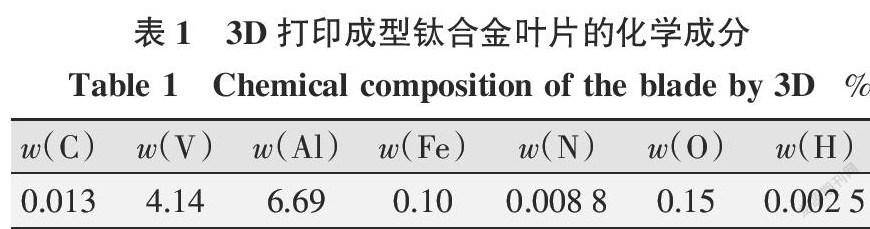
對3D打印成型的鈦合金葉片進行化學成分檢查,試驗方法為GB/T 20123、GB/T 20124、GB/T 223.82。其檢測結果如表1所示。
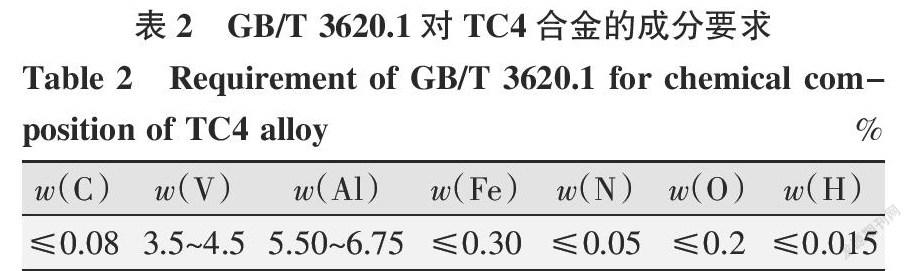
從表1可以看出,該葉片的主要成分滿足GB/T 3620.1[11]的要求(見表2)。其中C、N、H遠低于標準要求上限值,V含量比要求范圍的中值略高,Al含量靠近上限要求值。
2.2 金相試驗結果
2.2.1 金相取樣位置
為分析3D打印葉片在不同位置的組織形貌以及組織差異性,在葉片的葉頂、葉根、汽道處取樣進行金相試驗。
2.2.2 宏觀檢查結果
解剖3D打印葉片,并進行宏觀試驗,結果如圖1~圖3所示。
由圖1~圖3可知,在葉片不同位置的宏觀組織上均形成了層帶。這是因為激光束產生的能量呈高斯分布,即激光束的中心溫度高,邊緣溫度低,造成粉末熔化不充分、不均勻。兩個相鄰光斑之間出現搭接區域,而搭接區域部分屬于重熔區域,進而導致層帶的形成。
2.2.3 微觀組織觀察結果
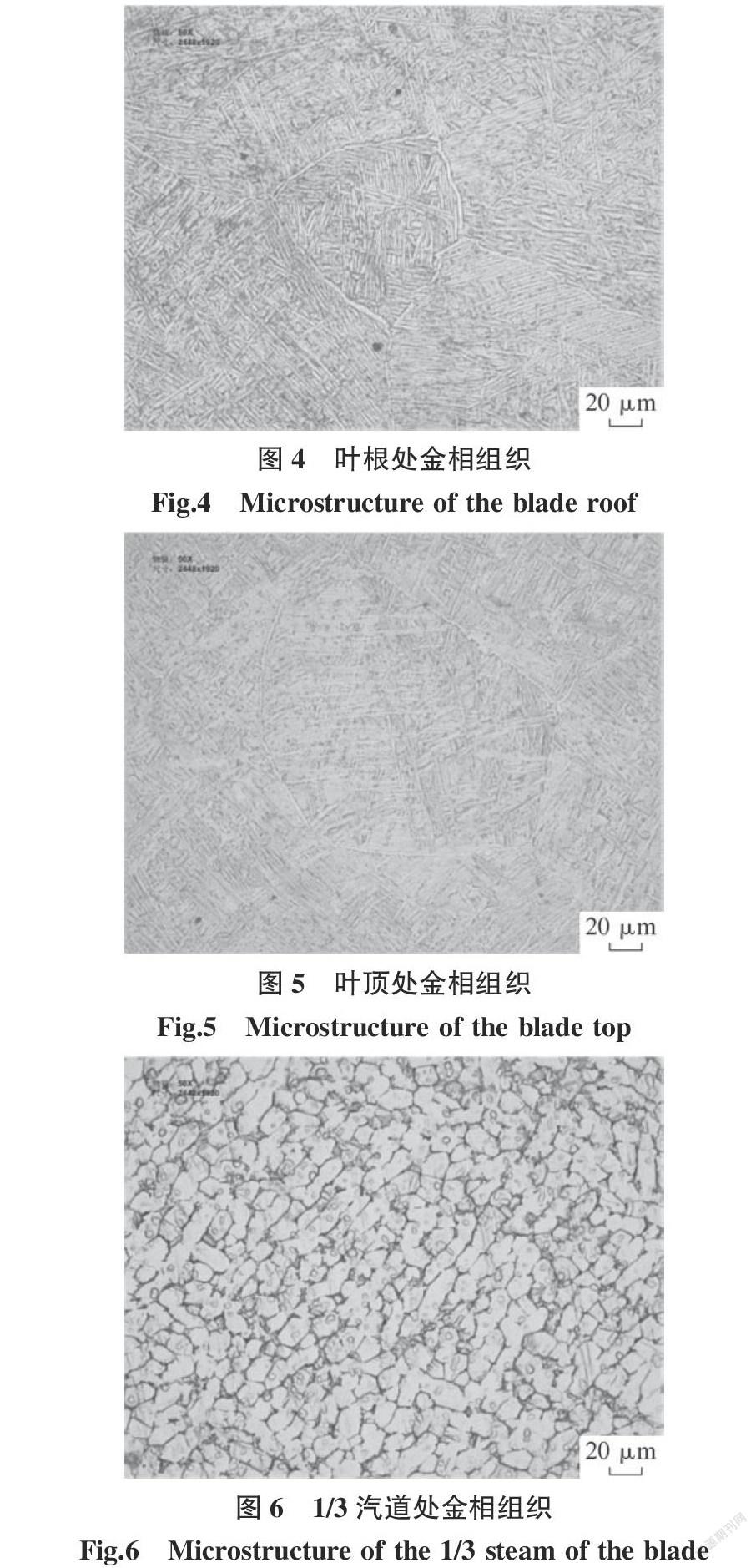
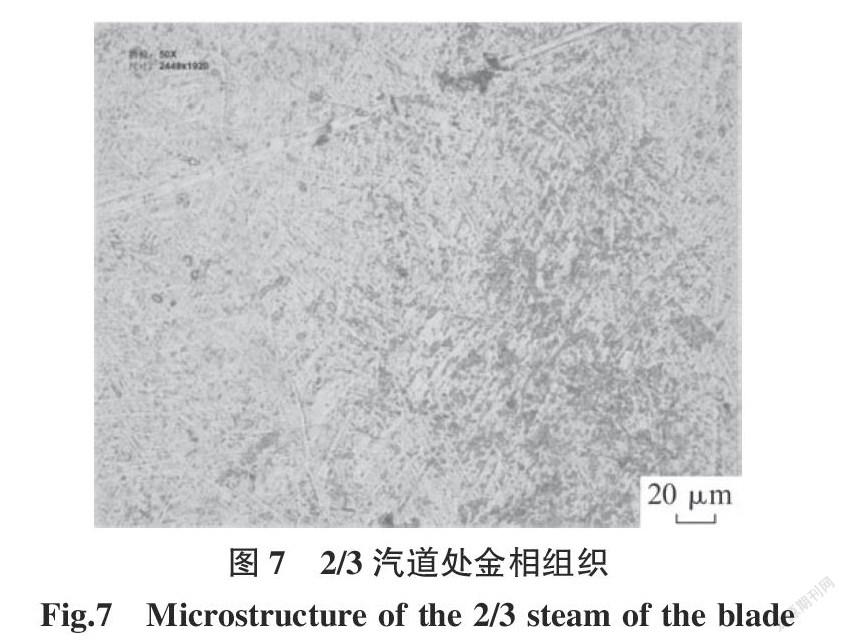
分別在葉根、1/3汽道、2/3汽道和葉頂的低倍試樣上取樣進行微觀組織觀察,如圖4~圖7所示。
由圖4~圖7可知,葉頂和葉根位置的金相組織為馬氏體+魏氏組織,且存在明顯的熔池現象;葉身組織分別為α+β相和長條魏氏組織,說明葉片本身的組織均勻性不好,會對葉片的性能結果造成影響。
2.2.4 物相分析檢查結果
TC4合金為α-β兩相鈦合金,α相和β相在合金中起到不同的作用,β相成分一般占比約為8%~10%。葉根、1/3汽道、2/3汽道物相分析如圖8~圖10所示。
由圖可知,1/3汽道處存在約為5%的β相,而葉根和2/3汽道處的β相含量為0,這更加證明了葉片金相組織的不均勻性,且相成分也存在明顯差異。這些都會對葉片的性能產生影響。
2.2.2 能譜分析
對葉片不同位置進行能譜分析,其結果如圖11~圖13、表3~表5所示。
3 葉片力學試驗結果
因為葉身位置厚度極薄,最厚處不超過15 mm,所以力學試樣的取樣位置在葉頂和葉身處。拉伸試驗按照GB/T 228.1的要求進行,拉伸試樣斷裂形貌見14,按照GB/T 229的要求進行沖擊試驗。
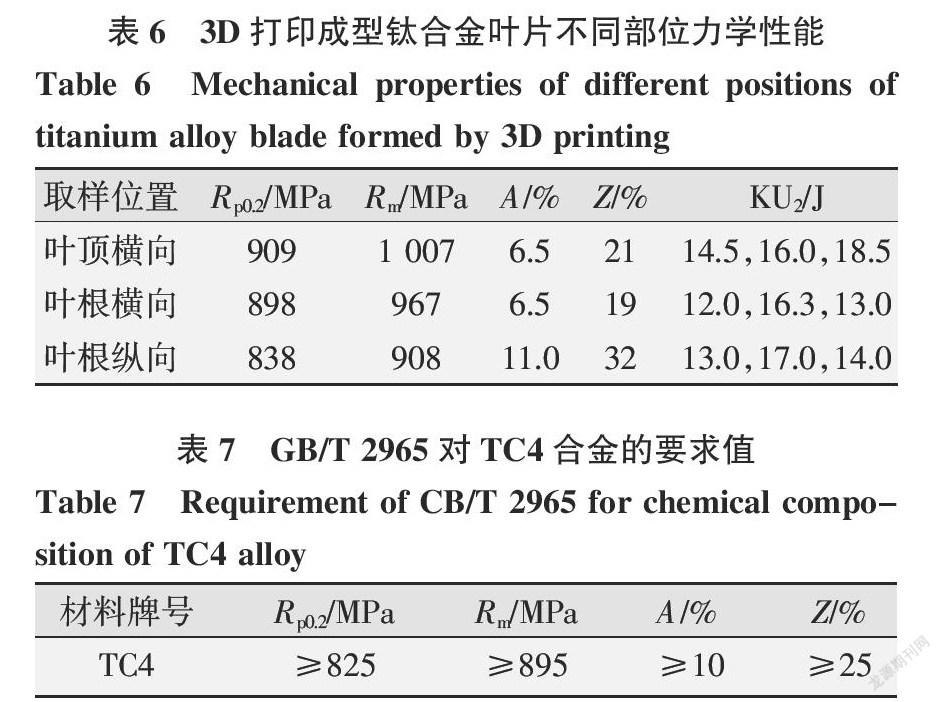
3D打印成型鈦合金葉片不同部位力學性能如表6所示。由表6可知,3D打印成型葉片的橫向和縱向拉伸性能差異很大,其中橫向的強度高于縱向,但橫向的塑性比縱向差,且未能達到GB/T 2965[12]中對于TC4合金的要求值(見表7)。
究其原因:該葉片在成型時是沿著葉片的縱向方向生長,而在橫向同一截面的粉末則是同時熔化成型并被送到指定位置并最終凝固成型。從金相試驗結果可以看出,熔池凝固時,會形成較為粗大的柱狀β相,并在β相內部進一步生成α或者α'相。而當鈦合金從高溫快速冷卻時,極高的冷卻速度使β相來不及轉變為α相,因此轉變為成分與母相相同、晶體結構不同的α'相。快速冷卻過程中形成的片狀α和α'相Ti6Al4V合金為密排六方結構,該結構的滑移系數量少、塑性較差;而滑移系較多的β相含量極低,從而影響了合金的塑性;細針狀馬氏體組織(見圖5)具有高強度、高硬度,但其韌性差,具有硬而脆的特點。這兩個因素使得成形的組織表現出較強的脆性。
4 分析與討論
(1)由理論分析可知,隨著熔化層高度的逐漸增加,激光束產生的能量在熔化層不斷積累中,使得熔化層溫度也逐漸升高,激光束的熱作用區也不斷擴大。當激光束熔化粉末時對前一層熔化層產生的溫度影響超過α相相變硬化溫度時,熔化層中的層帶將消失[10]。而在本文的葉片金相組織中,葉根、葉身、葉頂位置處金相組織的層帶均未消失,且在葉根和葉頂的金相組織中發現了非常明顯的熔池現象,說明制造過程中激光束產生的熱作用偏小,導致層帶未能完全消失。
(2)根據金相和物相分析結果,采用3D打印成型的鈦合金葉片在不同位置的β相比例差別明顯,即使在含量較多的1/3汽道處,其β相比例也比常用航空用TC4合金的β相含量低,從而導致葉片力學性能在不同方向上的差異較大。
(3)根據能譜分析結果,采用3D打印成型的葉片,w(V)為4.14%。在1/3汽道處,α相穩定元素Al和β相穩定元素V分布不均,但也起到了穩定相關相成分的作用,而其余位置的β相穩定元素V含量分布過于均勻或差異較大,未能起到促進β生長和穩定的作用,最終導致β相含量過低。
5 結論和建議
(1)該3D打印的激光光斑直徑選取過大,可采用減小光斑直徑,增大掃描功率和速率,減小層帶,提高重熔率,令組織更加均勻。
(2)改進熱處理工藝,使葉片組織更加均勻化,降低因組織不均勻而造成的力學性能差異明顯。
(3)鈦合金的退火溫度在β單相區時晶粒會急劇長大,在冷卻時會析出大的片狀α相魏氏組織,嚴重降低材料的塑性,加之葉片總體的V含量相對于GB/T 3620.1的要求值離上限要求較近,所以可考慮適當降低葉片的退火溫度,從而避免產生“β脆性”,以及導致β相晶粒大量分解成為魏氏組織。
參考文獻:
[1] 文藝. 3D打印兩相鈦合金組織特征和性能研究[D]. 江西:南昌航空大學,2016.
[2] 趙永慶,洪權,葛鵬. 鈦和鈦合金金相圖譜[M]. 長沙:中南大學出版社,2009.
[3] 中國航空材料手冊編委會. 中國航空材料手冊:第4卷,鈦合金、銅合金[M]. 北京:中國標準出版社,2002.
[4] 崔振鐸,劉華山. 金屬材料及熱處理[M]. 長沙:中南大學出版社,2014.
[5] A.C 奧雷辛科. 俄羅斯核動力用鈦合金[D]. 普羅米修斯中央結構材料科學研究院,2018.
[6] P Edwards,M Ramulu. Fatigue performance evaluation of selective laser melted Ti-6Al-4V[J]. Materials Science and Engineering:A,2014,598(0):327-337.
[7] Lore Thijs,Frederik Verhaeghe,Tom Craeghs,et al. A study of the ?microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia,2010,58(9):33033312.
[8] P A Kobryn,S L Semiatin. The laser additive manufacture of Ti-6Al-4V[J]. JOM Journal of the Minerals,Metals and Materials Society,2001,53(9):40-42.
[9] Erhard Brandl Achim Schoberth,Christoph Leyens. Morphology,microstructure,and hardness of titanium (Ti-6Al4V) blocks deposited by wire-feed additive layer manufacturing (ALM)[J]. Materials Science and Engineering:A,2012,532(2):295-307.
[10] 文藝,姜濤,鄔冠華,等. 3D打印兩相鈦合金組織性能研究現狀[J]. 失效分析與預防,2016(2):42-46.
[11] 中國國家標準化管理委員會. GB/T 3620.1-2007 鈦及鈦合金化學牌號和成分[S]. 北京:中國標準出版社,2008.
[12] 中國國家標準化管理委員會. GB/T 2965-2007 鈦及鈦合金棒材[S]. 北京:中國標準出版社,2008.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
