基于LabVIEW的雙脈沖MIG焊系統(tǒng)研究
2020-09-10 07:22:44李宜炤陳克選陳彥強杜茵茵
電焊機 2020年3期
李宜炤 陳克選 陳彥強 杜茵茵







摘要:LabVIEW具有編程語言圖形化、開發(fā)周期短和難度低的特點。在LabVIEW開發(fā)環(huán)境下,結合NI公司的數(shù)據(jù)采集卡搭建了雙脈沖MIG焊系統(tǒng),能夠采集電流、電壓和控制輸出,并實時顯示雙脈沖波形。設計了多組雙脈沖實驗,驗證了雙脈沖MIG焊焊接系統(tǒng)可行性。實驗結果證明,基于LabVIEW的雙脈沖MIG焊系統(tǒng)可以實現(xiàn)焊接要求,焊接過程良好,能形成良好的魚鱗紋焊縫。
關鍵詞:LabVIWE;雙脈沖MIG焊;工藝參數(shù)
中圖分類號:TG444+.72 文獻標志碼:A 文章編號:1001-2303(2020)03-0032-05
DOI:10.7512/j.issn.1001-2303.2020.03.06
0 前言
焊接生產對高效焊接質量的要求越來越高。雙脈沖MIG焊是最近發(fā)展起來的一種新工藝,它能夠形成良好的魚鱗紋焊縫、有效減少焊接熱輸入[1]。LabVIEW是具有代表性的虛擬儀器,它通過圖形化的編程語言,在數(shù)據(jù)采集處理和控制方面得到廣泛應用[2]。雙脈沖MIG焊機一般設計復雜,對電子元件要求較高。本文通過LabVIEW編程使數(shù)據(jù)采集卡輸出模擬電壓信號給焊機,控制并進行實際焊接,減少開發(fā)周期,降低制造成本,使操作更簡單,并且對焊接設備無特定要求,只需一個恒流的模擬焊接電源即可產生不同的焊接輸出波形,為實現(xiàn)數(shù)字化雙脈沖MIG焊機奠定基礎,為雙脈沖MIG焊機工藝參數(shù)選擇提供參考。
1 系統(tǒng)設計
本文采用數(shù)據(jù)采集卡+恒流焊接電源組成雙脈沖MIG焊系統(tǒng)。硬件系統(tǒng)主要由PC機、霍爾傳感器、數(shù)據(jù)采集卡和相關電路組成。霍爾電流傳感器、霍爾電壓傳感器將實時檢測到的電焊機輸出電流和電壓轉變成電壓信號,傳送給數(shù)據(jù)采集卡,數(shù)據(jù)采集卡負責對焊接實際過程的波形采集并通過LabVIEW軟件實時顯示。同時,PC機通過LabVIEW開發(fā)程序產生雙脈沖波形,控制焊接電源輸出[3-4]。基于LabVIEW的焊接系統(tǒng)框圖如圖1所示。
2 雙脈沖MIG焊波形實現(xiàn)
雙脈沖MIG焊是在脈沖MIG焊基礎上發(fā)展出的一種新型焊接方式。它在高頻脈沖基礎上進行低頻調制,產生能量不同、交替變化的強弱脈沖群[5]。利用LabVIEW軟件通過數(shù)據(jù)采集卡輸出大小不同的模擬電壓控制信號給焊機的模擬接口,從而產生雙脈沖波形。雙脈沖MIG焊波形示意如圖2所示,參數(shù)主要有:強脈沖峰值電流Ips和時間tps、強脈沖基值電流Ibs和時間tbs、弱脈沖峰值電流Ipw和時間tpw、弱脈沖基值電流Ibw和時間tbw。圖中m為單位強脈沖群中強脈沖的個數(shù),n為單位弱脈沖群中弱脈沖個數(shù),ts為單位周期內強脈沖群出現(xiàn)的時間,tw為單位周期內弱脈沖群出現(xiàn)的時間。
根據(jù)雙脈沖波形特點設計了雙脈沖波形控制操作面板如圖3所示,操作面板的電流峰值、基值均用輸入給焊機模擬接口的電壓值表示。在面板左側輸入各參數(shù)值后,在右側自動生成模擬的雙脈沖波形。面板給定電壓值和焊機的給定電流值存在一個比例關系,由焊機電路決定,本實驗中面板給定電壓:實際給定電流=1∶47。面板上顯示的頻率為波形A或B單位時間內出現(xiàn)的頻率。Fs為每秒采樣率,#s為采樣數(shù),即#s/Fs為在單位雙脈沖周期內該脈沖群出現(xiàn)的時間。
3 雙脈沖MIG焊工藝實驗
LabVIEW通過數(shù)據(jù)采集卡輸出操作面板所示的波形給焊機,并實時顯示焊接過程中的波形。雙脈沖MIG焊為了避免出現(xiàn)因電流過大引起燒嘴現(xiàn)象或者電流過小出現(xiàn)頂絲現(xiàn)象[6],各參數(shù)需要匹配來穩(wěn)定焊接過程。實驗條件如下:自行研制的基于LabVIEW的雙脈沖MIG焊系統(tǒng)、直徑1.0 mm的 ER70S-6碳鋼焊絲、板厚5 mm的Q235鋼板、純氬氣、干伸長12 mm、氣流量20 L/min、單道堆焊、等速送絲。固定參數(shù)為:LabVIEW輸出的模擬電壓強脈沖峰值3.4 V、基值0.47 V,弱脈沖峰值為2.34 V、基值為0.47 V。
3.1 雙脈沖MIG焊強脈沖占空比和焊接速度對焊接過程和焊縫成形影響
保持弱脈沖占空比60%不變,強、弱脈沖高頻頻率均為40 Hz,單位雙脈沖周期內強、弱脈沖群的時間均為0.5 s,改變強脈沖占空比和焊接速度進行實驗。3組比較實驗結果如表1所示。
實驗1~3電壓、電流波形及焊縫成形分別如圖4~圖6所示。由圖可知,實驗2焊縫均勻美觀,成形好于實驗1和實驗3;實驗3焊接過程中弧長變化不穩(wěn)定,聲音不及實驗2柔和,偶有飛濺;實驗1的焊縫成形最差,焊縫不均勻。因此,強脈沖峰值占空比和焊接速度在一定范圍內直接影響了焊縫的熔寬和余高,從而影響焊縫的成形效果。強脈沖占空比越大,焊接速度越慢,焊縫熔寬越大,余高越高。
3.2 雙脈沖高頻頻率對焊接過程和焊縫成形的影響
保持焊接速度12.1 cm/min,強脈沖占空比為40%,弱脈沖占空比為60%,單位雙脈沖周期內強、弱脈沖群時間均為0.5 s的情況下,改變強、弱高頻脈沖頻率進行實驗。3組比較實驗結果如表2所示。
實驗1、4、5電壓、電流波形及焊縫成形分別如圖4、圖7、圖8所示。實驗4在焊接過程中聲音柔和穩(wěn)定,幾乎無飛濺,成形良好;實驗5在焊接中聲音變化劇烈,飛濺較多,魚鱗紋密集,焊接成形一般;實驗1焊接過程中電弧亮度變化劇烈,聲音頻率較大,焊縫成形一般。可以看出,雙脈沖高頻時脈沖電流輸出能量、高頻頻率對電弧穩(wěn)定和焊接飛濺有較大影響。
3.3 雙脈沖低頻頻率對焊接過程和焊縫成形的影響
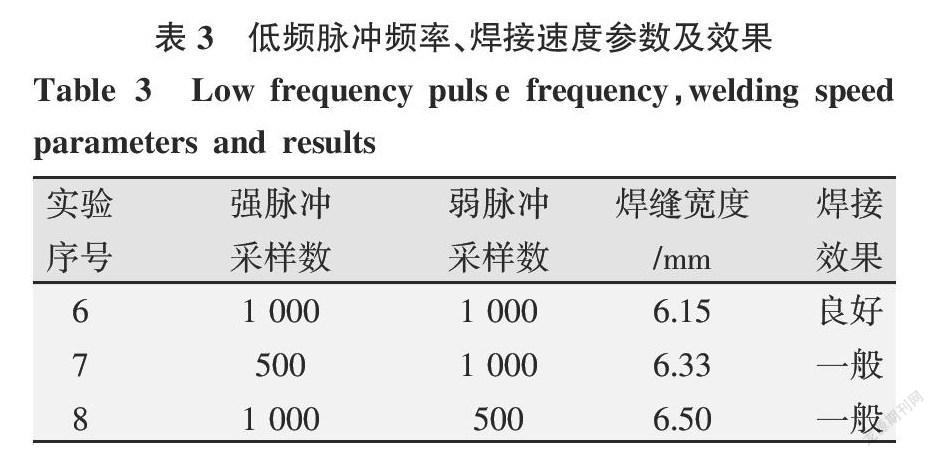
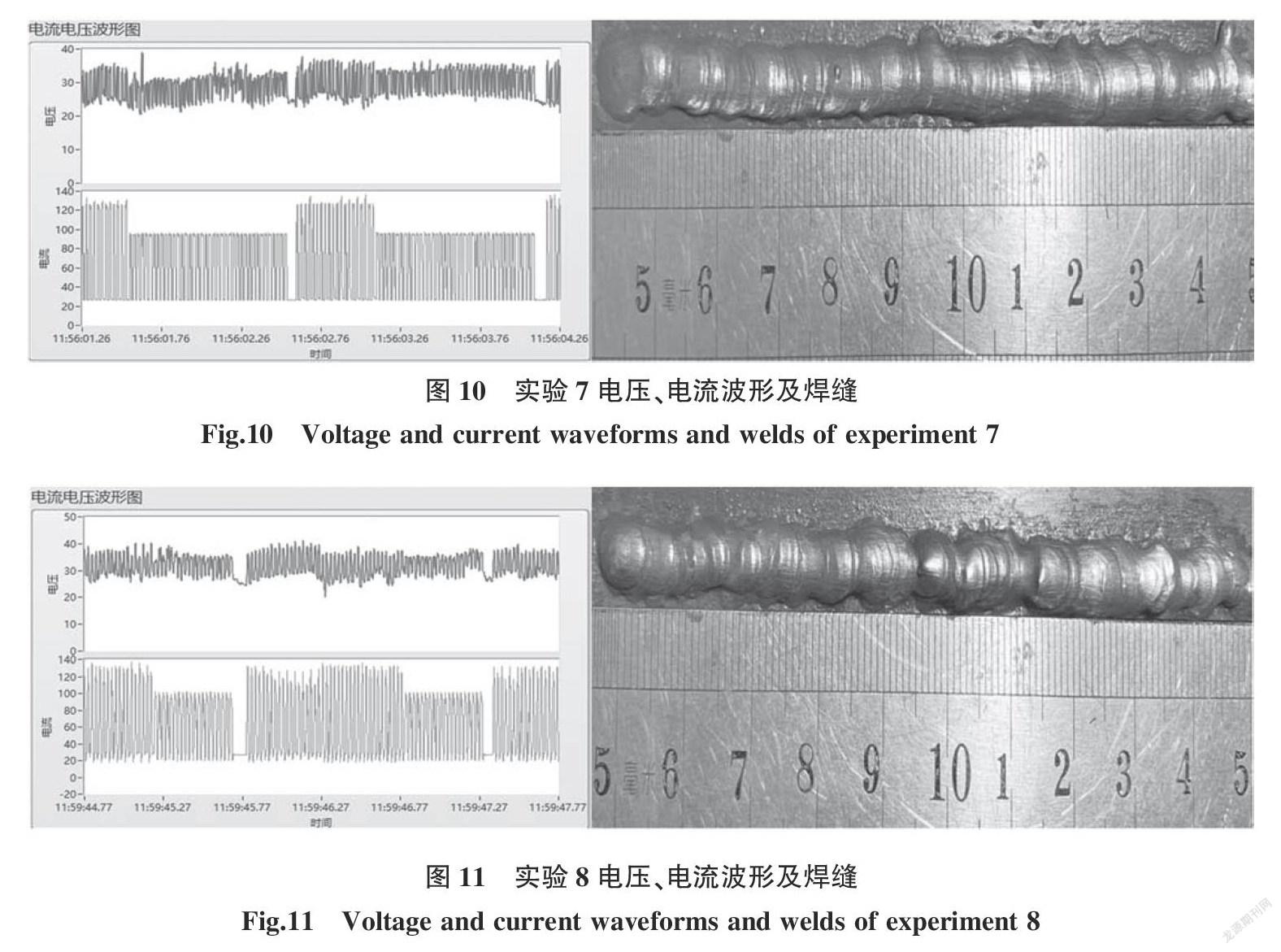
保持焊接速度為12.1 cm/min,強脈沖占空比為40%,弱脈沖占空比為60%,強、弱脈沖高頻頻率為40 Hz的條件下,改變單位脈沖周期內強、弱脈沖群出現(xiàn)的時間即低頻頻率進行焊接實驗。3組比較實驗結果如表3所示。
實驗6~8電壓電流波形及焊縫成形分別如圖9~圖11所示。可以看出,實驗6焊接過程穩(wěn)定,電弧聲音柔和,幾乎無飛濺,魚鱗紋密集并且清晰明顯,焊縫寬度穩(wěn)定;在實驗7和實驗8焊接過程中,弧長變化不穩(wěn)定,聲音雜亂并伴有少量飛濺,魚鱗紋疏松不夠緊密。在一定的焊接參數(shù)下,適當增加低頻頻率,魚鱗紋紋寬減小、更加密集,成形效果更加理想。
4 結論
(1)根據(jù)雙脈沖MIG焊原理及特點,在LabVIEW+恒流電源基礎上開發(fā)了一套基于LabVIEW的雙脈沖MIG焊系統(tǒng)。該系統(tǒng)操作面板參數(shù)眾多,調節(jié)范圍廣,能夠滿足雙脈沖MIG焊的需求。
(2)在不同焊接參數(shù)下開展了一系列工藝實驗,并通過焊接過程中的電壓電流波形和焊縫成形可知,焊接過程基本穩(wěn)定,說明系統(tǒng)能夠實現(xiàn)雙脈沖MIG焊。
(3)雙脈沖MIG焊高頻時熔化焊絲產生熔滴并過渡,低頻對熔池進行攪拌,減少了焊接飛濺和氣孔發(fā)生。雙脈沖MIG焊需要合理匹配各參數(shù)才能形成較好的魚鱗紋焊縫。
參考文獻:
[1] 宋聚海,于立學,劉軍. 基于DP-MIG的鋁合金焊接工藝[J]. 電焊機,2012,42(11):73-77.
[2] 韓喆. 基于Labview的CO2焊接工藝參數(shù)優(yōu)化[J]. 電焊機,2014,44(01):81-83.
[3] 胡冬梅,苑廣軍,牛國成,等. 基于LabVIEW的TIG焊的采樣控制系統(tǒng)[J]. 氣象水文海洋儀器,2006(01):73-76.
[4] 劉小群. 基于Labview的焊接電流控制系統(tǒng)的設計[J].熱加工工藝,2014,43(13):153-155.
[5] 仝紅軍,上山智之. 低頻調制型脈沖MIG焊接方法的工藝特點[J]. 焊接,2001(11):33-35+40.
[6] 熊丹楓,林放,陳小峰,等. 雙脈沖MIG焊鋁工藝參數(shù)設計及試驗[J]. 電焊機,2010,40(09):17-21.
