鈦板與不銹鋼網(wǎng)片滾焊工藝優(yōu)化研究
2020-09-10 07:22:44于康孫亞非謝屹
電焊機
2020年3期
于康 孫亞非 謝屹




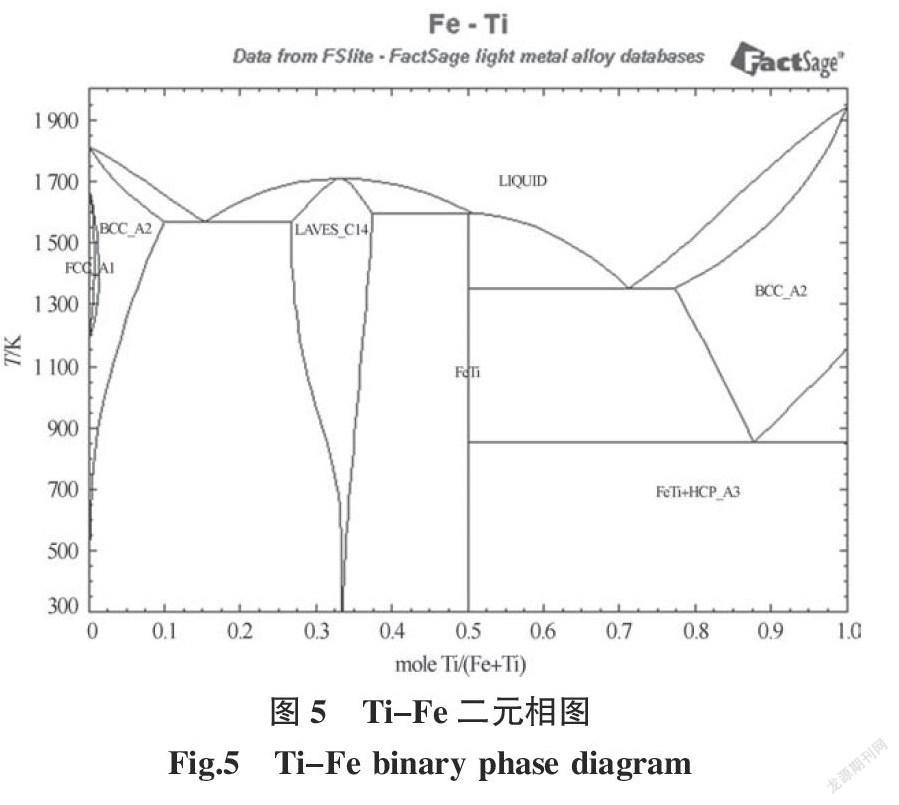


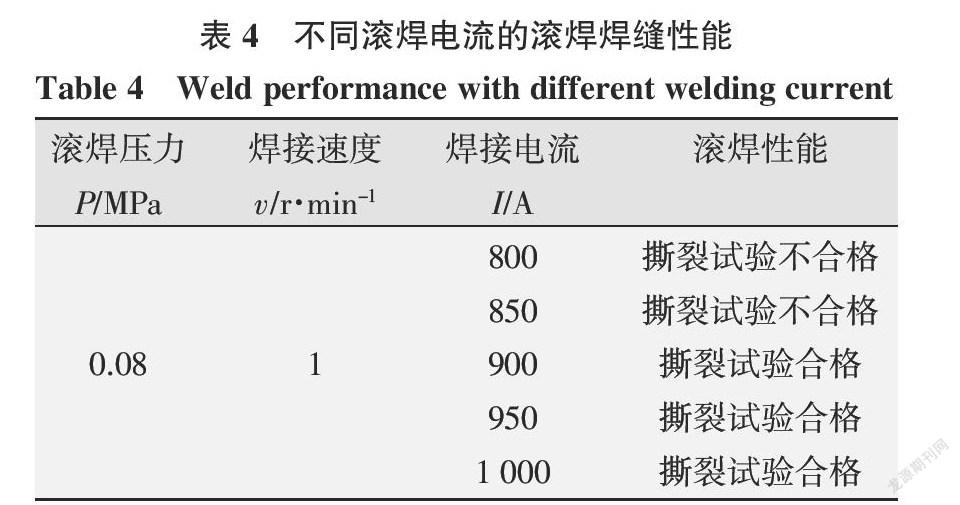

摘要:介紹鈦合金板與不銹鋼網(wǎng)片滾焊工藝優(yōu)化研究,主要研究滾焊過程網(wǎng)片斷裂機制、滾焊壓力及能量輸入對不銹鋼網(wǎng)片的影響。結果表明:滾焊焊縫中存在“2次”滾焊過程,鈦合金板與不銹鋼網(wǎng)片在一次滾焊過程中產(chǎn)生了脆性金屬間化合物,二次滾焊時,在大壓力和大能量輸入作用下導致網(wǎng)片斷裂;采用較小的滾焊壓力和較小的熱輸入量時,在保證焊縫撕裂試驗合格的前提下,可以有效地降低網(wǎng)片斷裂概率。經(jīng)過試驗優(yōu)選比較,最終優(yōu)選出小壓力滾焊參數(shù)為:滾焊電極壓力0.08 MPa、焊接電流900 A、滾焊速度2 r/min;優(yōu)選的滾焊參數(shù)進行直線焊縫和圓形焊縫試驗件泡破點試驗,合格率分別達到為85%與90%。
關鍵詞:鈦合金板;不銹鋼網(wǎng)片;滾焊;壓力
中圖分類號:TG453+.9文獻標志碼:A文章編號:1001-2303(2020)03-0092-05
DOI:10.7512/j.issn.1001-2303.2020.03.17
0 前言
某鈦合金貯箱為全金屬焊接結構,主要由外部殼體和內(nèi)部管理裝置兩部分組成。其中,內(nèi)部管理裝置負責在微重力環(huán)境下收集和管理液體,以保證向液口排出不帶氣體的推進劑,供給發(fā)動機使用,是貯箱的核心部件。內(nèi)部管理裝置主要由各種收集器、過濾器和通道等組件組成,收集器、過濾器的性能可靠性將直接影響到整個貯箱的可靠性。各種收集器、過濾器形狀很多,但基本結構相同,均為骨架、支壓板與網(wǎng)片組成,骨架與支壓板的材料為TC4,網(wǎng)片材料為00Cr18Ni13不銹鋼。解決支壓板與網(wǎng)片的連接問題,實際就是解決鈦合金板與不銹鋼網(wǎng)片異種金屬之間的焊接問題。……
登錄APP查看全文
