高酸性氣田冶金復合匯管焊接制造技術
2020-09-10 07:22:44周鑫
電焊機 2020年11期
周鑫

摘要:天然氣預處理廠用復合板制的匯管長度超長,且需要長途運輸到國外,為保證整體制造質量及減少現場可能出現的問題,采用廠內整體制作、試壓后分段切割、現場進行最后分段口焊接的制作方案。該匯管直徑小,壁厚較厚,筒體變形率較大,根據其設計的材質Q345R(R-HIC)+S31603及結構特點,從筒體卷制、加工及焊接等方面介紹了小直徑復合設備的制作工藝及焊接質量的保證措施,對同類型設備的制造具有一定的借鑒意義。
關鍵詞:匯管;爆炸復合鋼板;Q345R(R-HIC)+S31603;卷制;組對;焊接;探傷
中圖分類號:TG457.1 文獻標志碼:B 文章編號:1001-2303(2020)11-0088-05
DOI:10.7512/j.issn.1001-2303.2020.11.16
0 前言
目前爆炸復合鋼板在國內外的應用已相對成熟,其基層與覆層最低結合率不低于95%,結合界面的剪切強度不低于210 MPa[1],完全能夠滿足用于復合板設備制作的要求,同時考慮經濟性,選用爆炸復合鋼板作為匯管的母材。
由于復合板是由兩種不同的材料組成,所以在不銹鋼生產中避免部分滲碳和鐵離子污染非常重要;同時,由于兩種材料的不同,其制造難度比單層不銹鋼或碳鋼更大[2]。
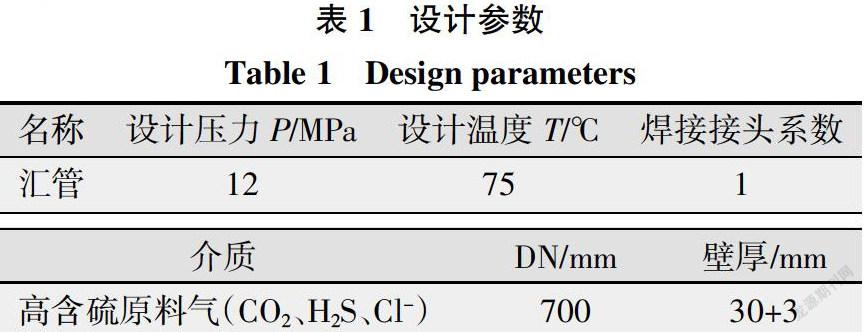
1 設備主要設計參數
匯管為臥式結構,主體材質為Q345R(R-HIC)+S31603,壁厚30+3 mm,長25 681 mm,主要設計參數如表1所示。
2 不銹鋼復合板的焊接性分析和焊接工藝要求
(1)基層材料焊接性分析。
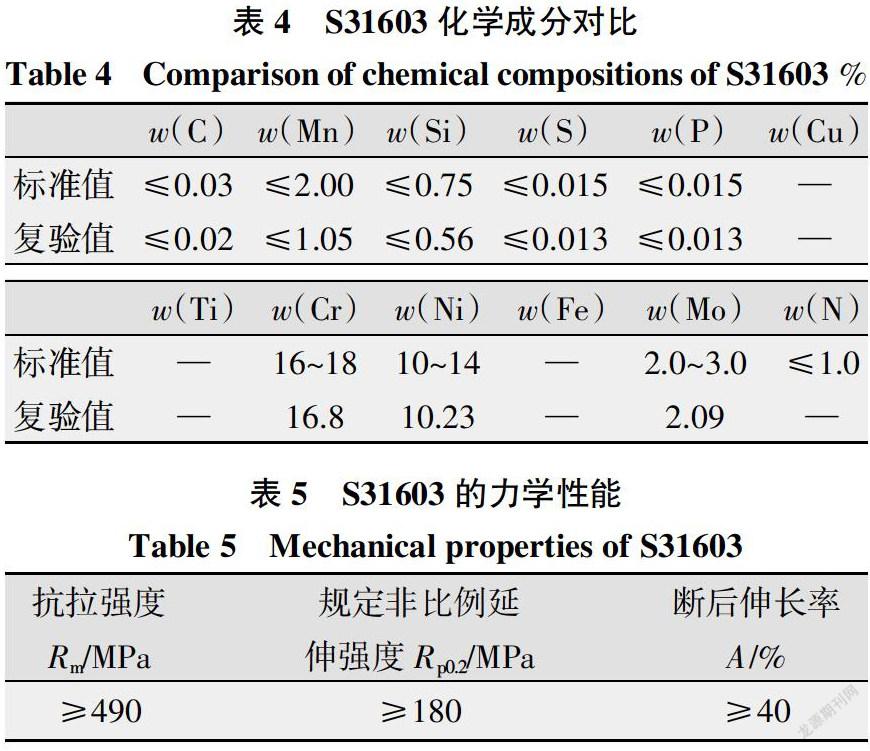
Q345R(R-HIC)的化學成分和力學性能分別如表2、表3所示。
鋼的焊接性與其化學成分關系很大,其中影響最大的是含碳量。因此,通常用碳當量來評價鋼材的可焊性:
一般認為Ceq<0.45%的鋼材可焊性較好,0.393的碳當量說明Q345R(R-HIC)焊接性一般。
(2)覆層材料焊接性分析。耐蝕層S31603的化學成分和力學性能分別如表4、表5所示。
奧氏體不銹鋼焊接對熱裂紋有一定的敏感性,易產生焊接接頭的脆化(475 ℃脆化、σ相和晶界析出碳化鉻脆化或晶粒粗大)等,同時耐蝕性降低,在一定介質條件的接觸下,易產生均勻腐蝕(表面)、局部腐蝕(晶間腐蝕、點腐蝕、縫隙腐蝕、應力腐蝕等)[2]。
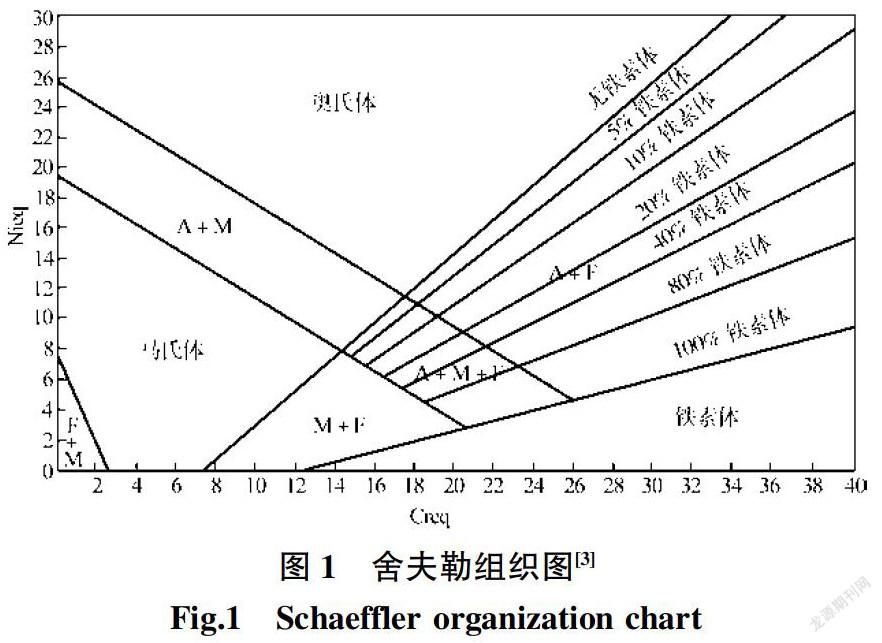
(3)Q345R(R-HIC)+S31603復合鋼板過渡層焊接性分析。此鋼板過渡層焊接過程中會出現鎳基合金復合板過渡層焊接中存在的熱裂紋問題,而且由于Cr、Ni元素含量更低,若焊接材料選擇或焊接工藝不恰當,不銹鋼焊縫可能會出現嚴重的稀釋現象,更容易形成馬氏體淬硬組織,或由于鉻、鎳強烈滲入珠光體鋼基層出現脆化,進而產生裂紋。
由舍夫勒組織圖可知(見圖1),當焊接材料和焊接工藝不合適時,焊縫中會出現馬氏體,這是必須克服的問題。可采用在基層與覆層之間選擇合適的焊接材料設置堆焊隔離層的方法來控制稀釋率和碳遷移。
(4)焊接方法選擇。
復合板的焊接可采用SMAW、GTAW、SAW等焊接方法。由于設備筒體直徑較小,內部焊接的作業空間較小,考慮采用基層氬弧焊打底、基層正面SAW,過渡層及覆層SMAW,避免了背面清根造成覆層污染。
(5)焊接材料。
不銹鋼復合板焊接的關鍵是過渡層焊接。焊接過渡層時,母材基層部分熔化會使不銹鋼焊縫的合金成分稀釋,同時也會降低不銹鋼焊縫中鉻、鎳合金元素的含量,增加碳含量,從而在不銹鋼焊縫中形成硬脆馬氏體組織,降低焊接接頭的塑性、韌性和耐蝕性。因此,在實際焊接生產中,選擇鉻、鎳等合金元素含量高、碳含量低的焊接材料,使過渡層的合金性能保持在適當的水平,同時應考慮抗裂性,以控制焊接稀釋率。
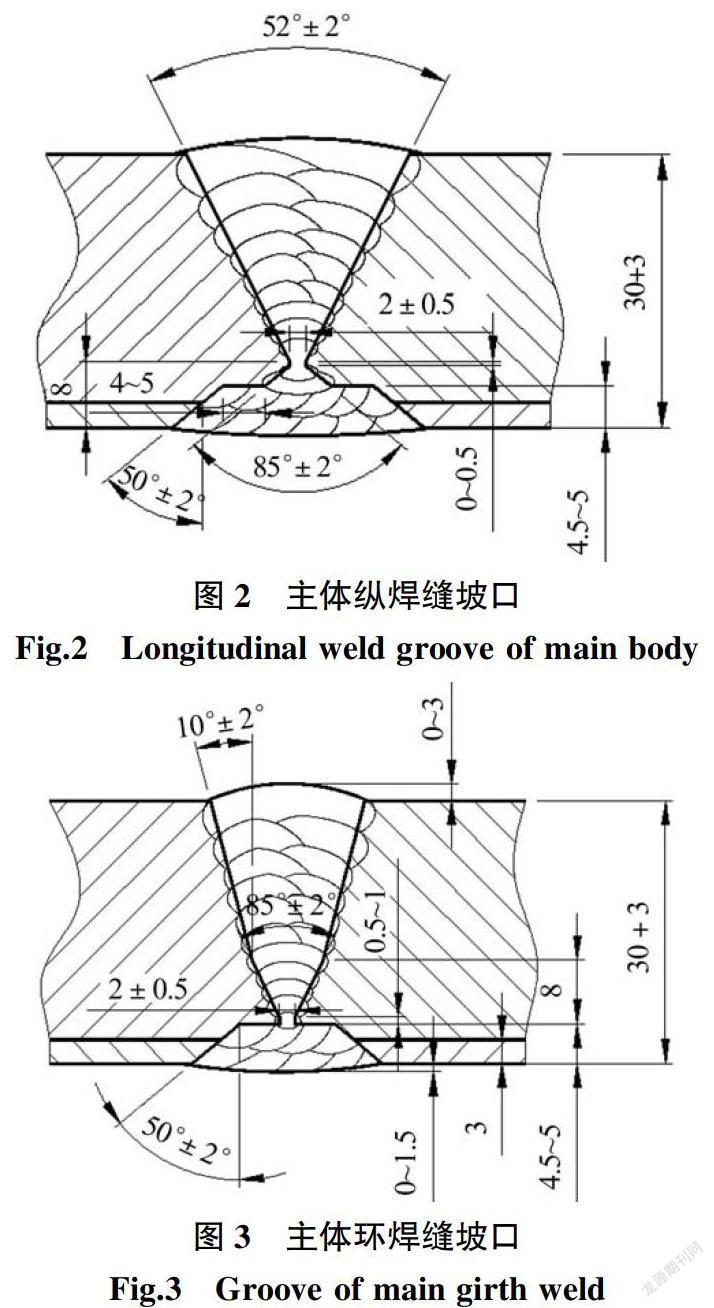
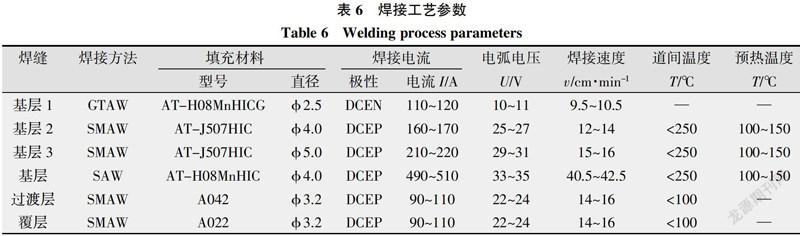
(6)坡口的選擇。
焊接坡口形式及尺寸的選擇應遵循填充金屬量少、熔合比小、便于操作等原則,坡口形式見圖2、圖3。
(7)預熱。
不銹鋼復合鋼的基層需要預熱時,預熱溫度按基層選取,預熱的厚度參數應按不銹鋼復合板的總厚度確定,Q345R(30~50 mm厚)焊接預熱溫度為100~150 ℃[4]。當基層需要預熱時,施焊過渡層焊縫也應進行預熱。
采用電加熱法預熱,預熱范圍應以焊接點為中心,周圍各方向不小于焊接板厚的3倍,且不小于100 mm。預熱應在焊接點周圍或沿焊縫長度方向均勻進行,并防止過熱。
(8)焊接工藝參數。
焊接順序為先焊基層,再焊過渡層,最后焊覆層。為防止沾附焊接飛濺,施焊前需在不銹鋼復合板坡口兩側100 mm范圍內刷涂防飛濺涂料,工藝參數如表6所示。
基層焊接時,應嚴格防止基體焊縫熔化到過渡層甚至覆層焊縫上,避免少量高鉻、高鎳不銹鋼成分稀釋到碳鋼焊縫中形成馬氏體組織而硬化;過渡層焊接時,為了減少稀釋比和附加應力,在保證全熔透的前提下,應盡量采用小直徑焊條,小規格反極性直道焊;覆層焊接時,為保證焊接質量,必須控制焊接熱輸入,采用多層多道快速無擺動焊接方法,盡可能采用小焊接熱輸入和小焊接電流,快速焊接,焊層間溫度不得高于150 ℃,且不應預熱和緩冷。
最后,保證焊縫一次合格率是控制焊接質量的關鍵性指標,因為不銹鋼復合板焊接接頭的組織和性能十分不均勻,焊縫返修時經常出現熱裂紋。
3 制造工藝
(1)下料。
排版嚴格按照中徑計算展開長度,根據經驗,厚壁復合板下料長度一般需縮小10~30 mm,具體下料尺寸根據板厚和卷制工藝進行制定。同時,留5 mm機械加工余量,并在測量鋼板長度、寬度及對角線尺寸后,進行劃線切割。
切割通常采用等離子切割法和機械加工法。針對33 mm壁厚,可采用火焰或者等離子切割,為了避免切割電弧散噴作用而污染不銹鋼覆層,等離子切割方向由覆層向基層切割。為避免污染,注意吊裝過程中吊鉤上必須墊膠皮。
(2)坡口加工。
縱縫用銑邊機或者刨邊機進行機械加工坡口,環縫采用車床進行機械加工坡口,需嚴格控制筒體成型后的橢圓度,保證環縫的加工質量。筒體開孔可采用鏜床加工開孔或者數控馬鞍切割機開孔,保證開孔精度。開孔坡口參照筒體縱環縫坡口形式。
(3)筒體成型。
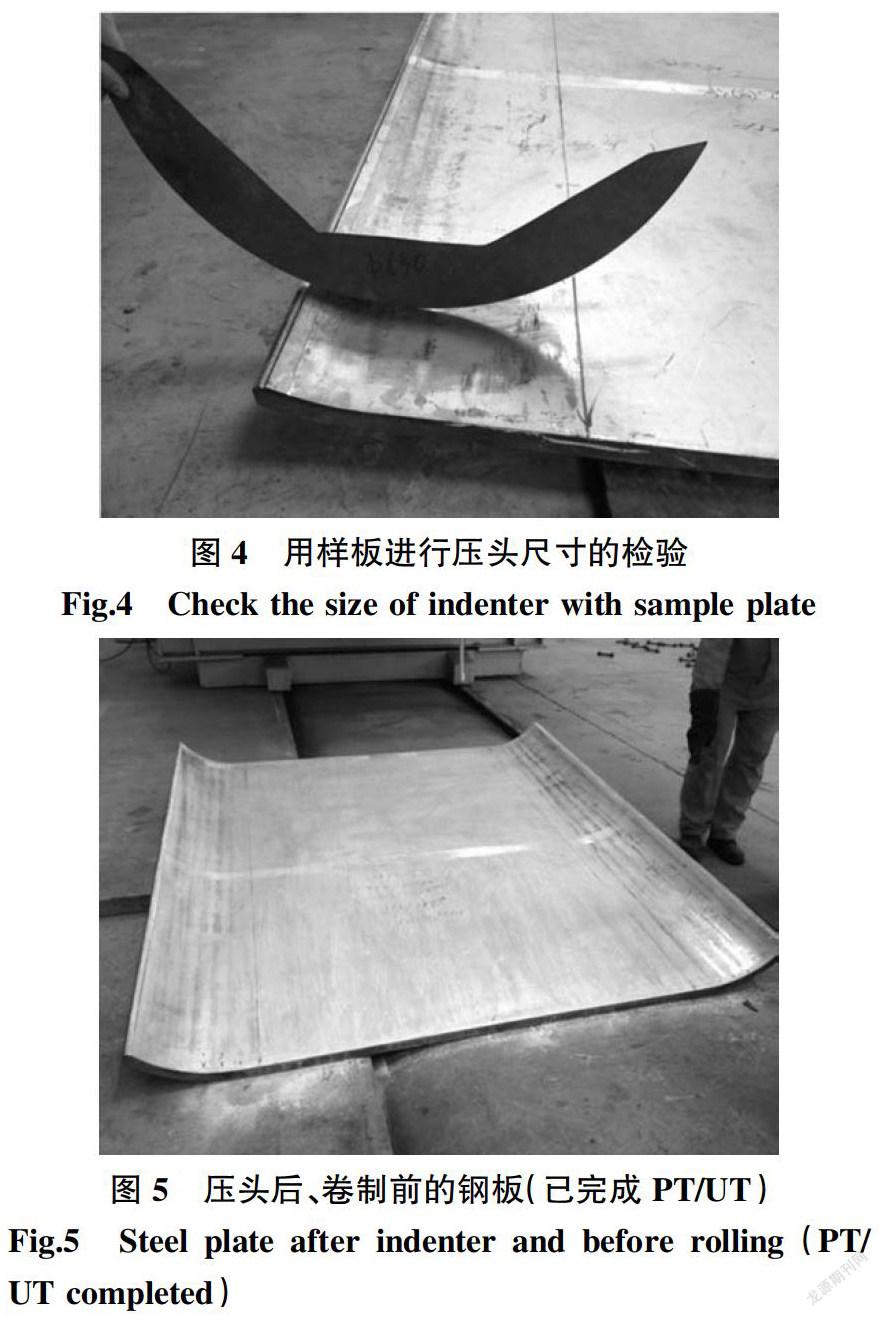
復合鋼板筒體成型一般應采用冷卷,可根據變形度計算決定是否需要熱加工,根據經驗,筒體變形度不超過3%的均可采用冷成形。本設備變形量為4.7%,縱縫焊接后校圓前先消除應力處理,再中溫校圓。卷制前兩邊都進行250~300 mm的壓頭(壓頭長度根據卷板機兩下輥間距決定),壓頭處采用300 mm樣板進行檢驗,防止筒節反復碾壓造成的損傷。筒體焊接成形后,打磨縱焊縫余高至與母材齊平,確保校圓過程不會對焊縫造成損傷,同時保證筒體圓度,如圖4、圖5所示。
(4)組對。
對不銹鋼復合板錯邊量控制的要求比普通碳鋼或低合金鋼嚴格得多,控制不銹鋼復合板的錯邊量不超標是保證其強度和耐腐蝕性能的關鍵,為此采取以下措施:
a. 嚴格按照筒體展開尺寸下料,并保證實際下料尺寸準確。
b. 保證筒節滾圓質量,控制好圓度。
c. 坡口形式尺寸標注以覆層為基準,確保錯邊量不超標。
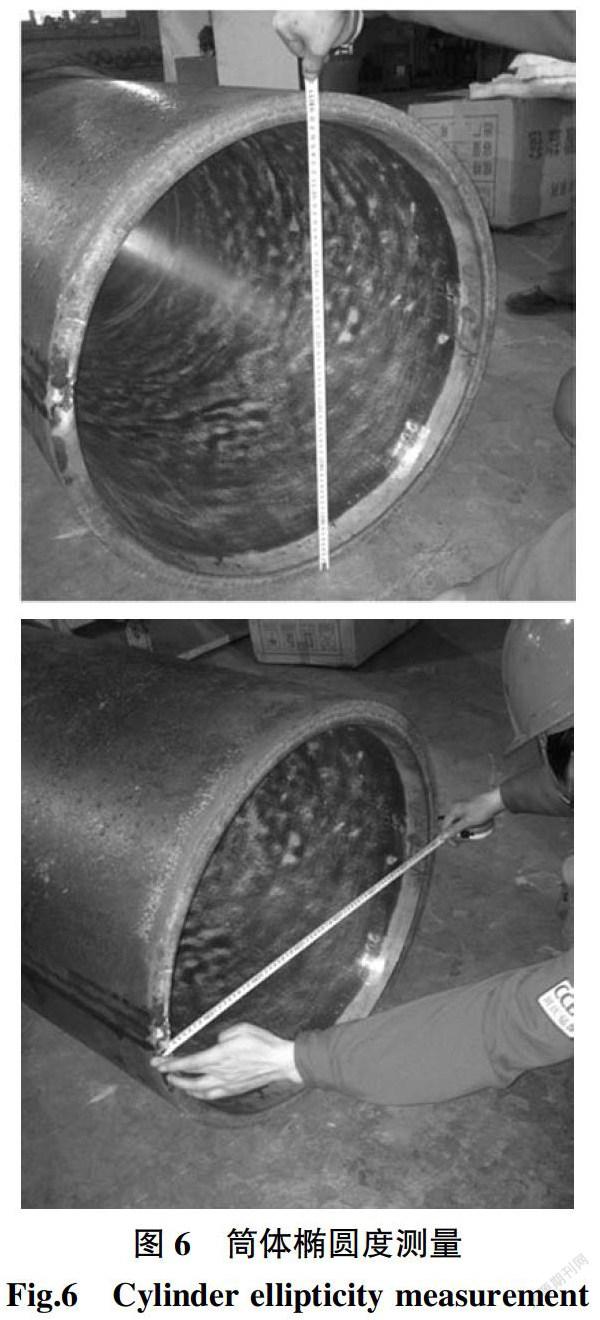
d. 對每一節筒節進行周長及橢圓度的復查,對同一臺設備長度相同的筒節可按照周長大小重新組合,嚴格控制錯邊量,如圖6所示。
e. 封頭與筒體組對,首先保證各自的圓度,再以封頭周長匹配筒體周長,保證封頭與筒體的組對質量。
f. 組對時以內部覆層為基準,對口錯邊量小于等于1.5 mm[5]。
(5)焊后熱處理。
不銹鋼復合板應盡量避免焊后熱處理。當需要進行焊后熱處理時,應盡量避免鉻碳化物析出和σ相的形成。如焊后熱處理溫度在不銹鋼的敏化溫度區間內,就會降低不銹鋼的耐晶間腐蝕性能。實踐證明,解決奧氏體和碳鋼回火熱處理敏化問題有以下三個途徑:①選用含Nb、Ti等元素的不銹鋼;②迅速通過450~850 ℃;③選用超低碳[w(C)≤0.03%]奧氏體不銹鋼。
對有SSC存在的復合材料唯一途徑就是③,當腐蝕和安全發生矛盾時,首先應考慮安全,H2S的SSC是突發事故,事先無任何預兆的突然破裂。大量生產實踐證明途徑③是可以實現的有效措施,能保證防腐要求。
該復合匯管主要是為了消除應力,但同時要保證不銹鋼的耐腐蝕性能,所以采用的熱處理溫度比一般常規熱處理溫度低20~30 ℃,保溫時間有一定的延長,效果很好,耐腐蝕性能完全符合設計標準。
熱處理后按GB/T27866-2011《控制管制管道及設備焊縫硬度防止硫化物應力開裂技術規范》要求進行基層焊縫硬度檢測:HB≤200。
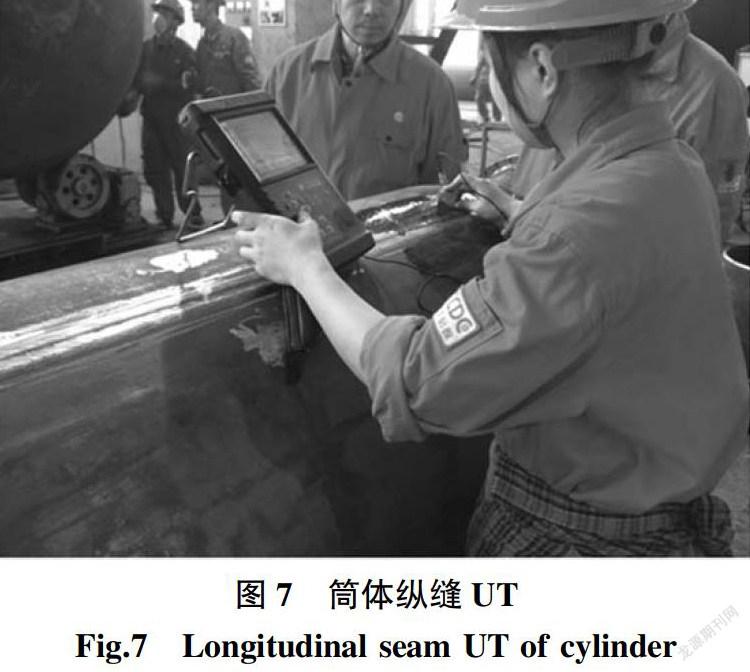
(6)探傷(見圖7)。
除按設計要求外,為保證筒節成型質量,卷制前復合鋼板進行100%UT,筒體卷制后內表面100%PT,基層焊接完成后,先進行100%UT,合格后方可進行覆層焊接,避免基層返修對覆層的污染,保證焊接一次合格率。全部焊接完成后焊縫進行100%RT+100%UT+內表面100%PT+外表面100%MT。所有開孔接管角焊縫進行100%UT+內表面100%PT+外表面100%MT。
此外,增加熱處理和水壓試驗后所有焊縫的100%UT+外表面MT+內表面PT。
(7)水壓試驗。
設備試壓要用潔凈水,水中氯離子含量應不超過25 mg/L,試壓后立即將水排放干凈,并吹干水跡。
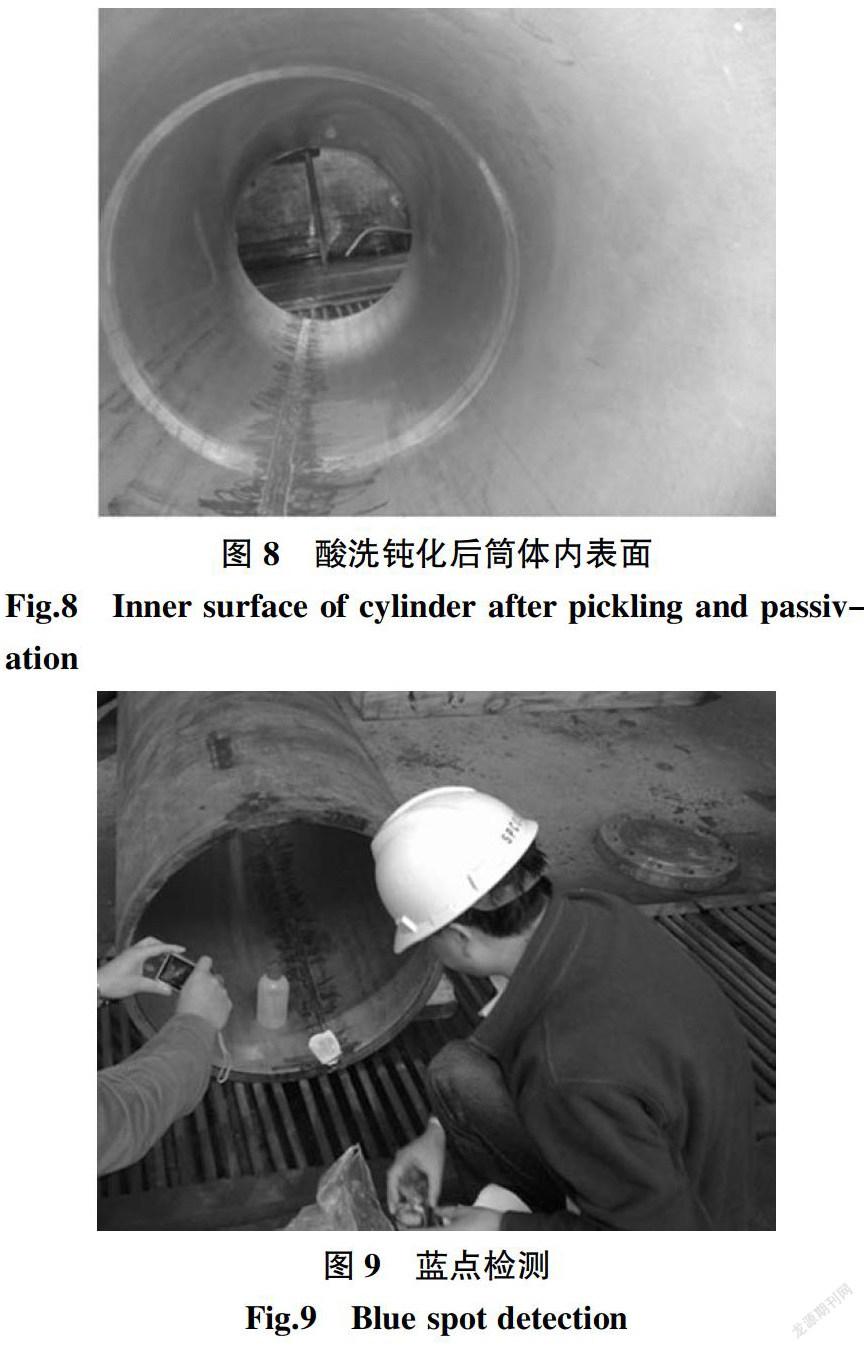
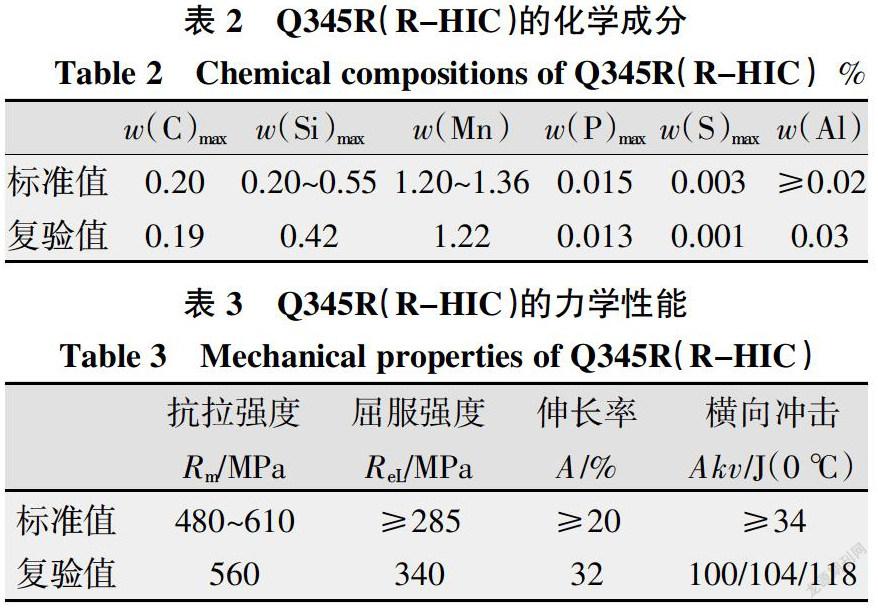
(8)酸洗、鈍化。
對制作完成的筒體內表面進行酸洗、鈍化,最后采用藍點檢測(見圖8、圖9),保證酸洗鈍化滿足要求,確保覆層無污染及鈍化效果。
4 結論
根據上述工藝制造的天然氣預處理廠用復合板制的匯管已在土庫曼斯坦南約洛坦氣田成功應用6年,設備運行期間無任何質量問題,產品性能穩定可靠。綜上所述,覆層316L的復合板壓力容器其制造要求相對一般碳鋼更為嚴格,對制造和焊接的要求更高,并且在制造該類設備過程中應嚴格遵守相關要求,保證產品質量。
參考文獻:
[1] NB/T47002.1~47002.4-2009,壓力容器用爆炸焊接復合板[S]. 北京:新華出版社,2009.
[2] 芮紅福. 淺談不銹鋼復合板焊接工藝[J]. 中國標準化,2017(9):40-41.
[3] 天津大學焊接教研室. 金屬熔焊原理及工藝[M]. 北京:機械工業出版社,1980.
[4] NB/T47015-2011,壓力容器焊接規程[S]. 北京:新華出版社,2011.
[5] GB150.1~150.4-2011,壓力容器[S]. 北京:中國標準出版社,2011.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00