一種在線式制動盤預組裝工位設計
2020-09-10 14:55:31劉兵
內燃機與配件 2020年10期
劉兵

摘要:鑒于目前國內鐵路車輛的制動盤預組裝均為離線式,不能滿足制動盤組裝流水線式生產,本文設計了一種在線式制動盤預組裝工位,實現多種車型制動盤組裝混線生產,提高了組裝生產效率,同時,為制動盤在線式預組裝工位設計提供參考借鑒。
關鍵詞:在線式;制動盤;預組裝;變距線體
0 ?引言
隨著我國高速鐵路事業的飛速發展,我國高速鐵路車輛的需求日益增加。制動盤作為鐵路車輛的制動裝置,在保證高速列車正常減速及停止方面起著關鍵作用,因此,制動盤的裝配成為鐵路車輛生產的關鍵環節之一。
目前,在制動盤預組裝方面,國內各鐵路車輛制造廠及檢修廠均為離線式單工位預組裝,裝配效率不高,無法滿足制動盤裝配流水線式生產的要求。本文在研究制動盤預組裝特點的基礎上,提出了一種在線式制動盤預組裝工位設計。通過對定心升降機構及變距式線體相結合,不僅可完成制動盤在線式預組裝,還可滿足多型號、多尺寸制動盤混線生產。
1 ?制動盤預組裝工藝
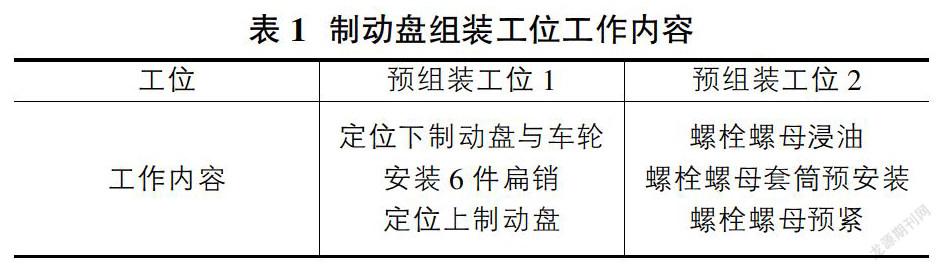
制動盤預組裝工位主要完成上下制動盤與車輪之間的預組裝,為制動盤螺栓自動擰緊做好前提工作,制動盤預組裝工作內容分為兩部分,具體內容如表1。
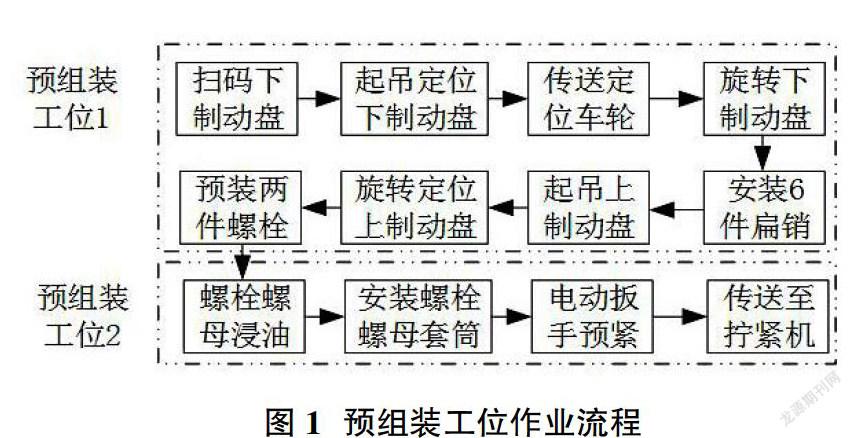
預組裝工位作業流程如圖1。
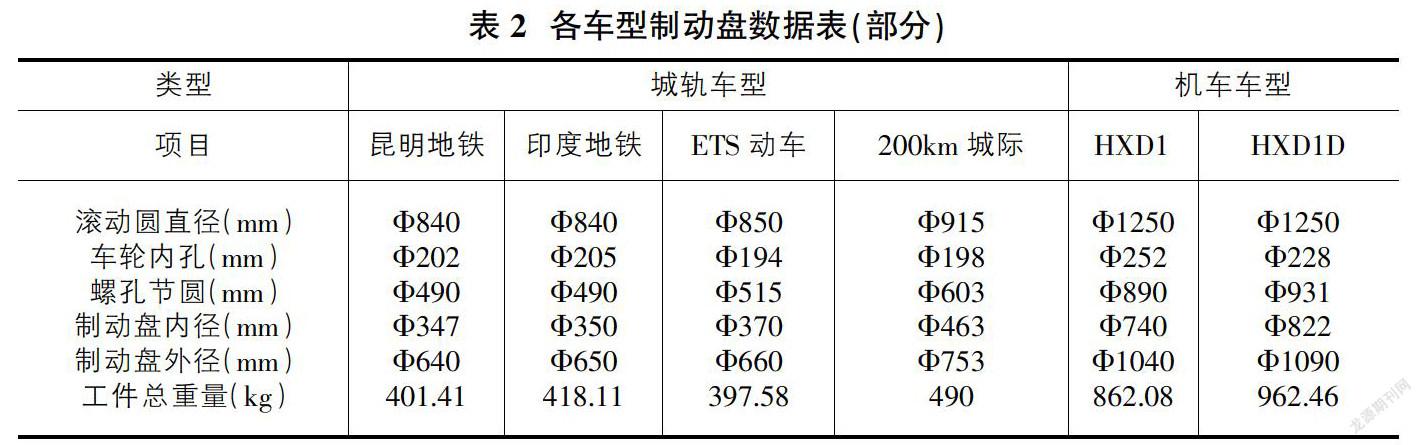
各車型制動盤尺寸參數如表2所示(部分)。
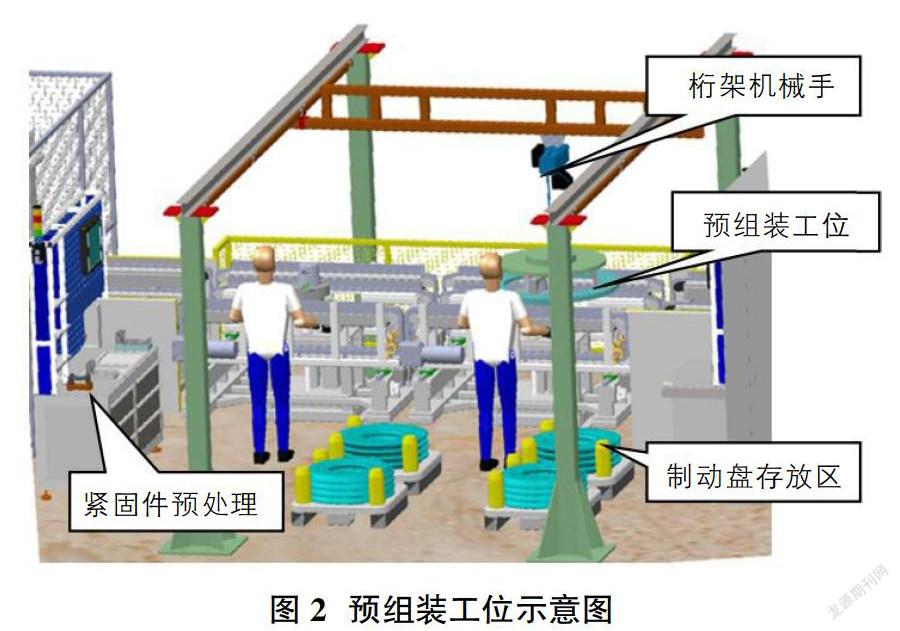
2 ?預組裝工位
預組裝工位由三部分構成:制動盤存放區、桁架機械手以及預組裝線體單元。其中,制動盤存放區域設計放置了4垛存放工裝的位置。桁架機械手用于制動盤的起吊和傳送;預組裝線體單元上完成穿扁銷及預裝兩條螺栓。
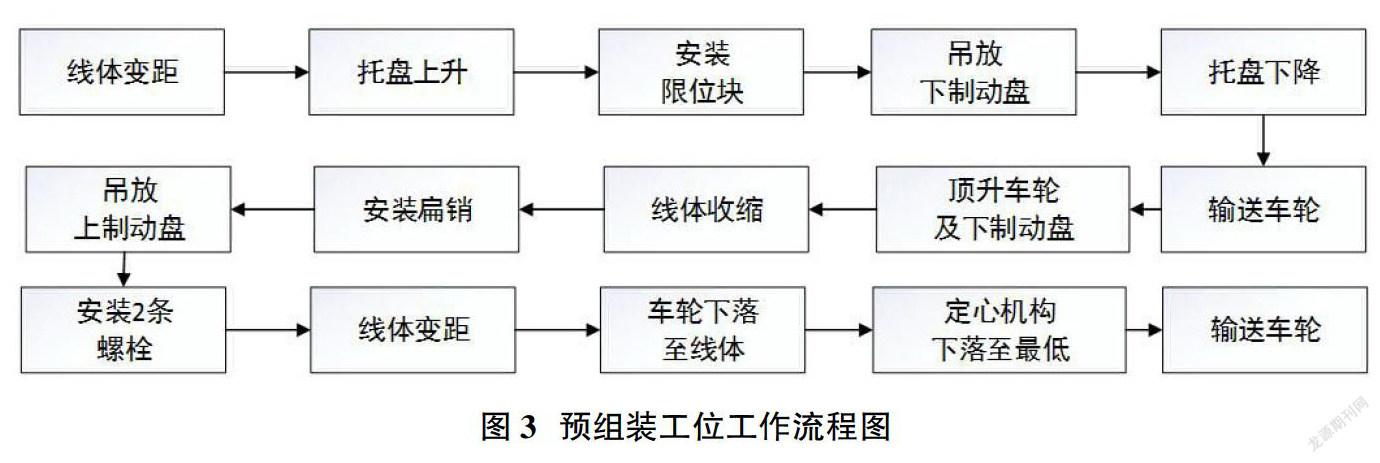
預組裝工位的工作流程,如圖3。
3 ?變距輸送線體單元
預組裝線體單元主要由三部分構成:線體底座、變距輸送線體以及定心升降機構。其中,變距輸送線體根據不同型號種類的車輪改變輸送鏈條間距,以順利完成車輪的輸送。定心升降機構主要實現下制動盤及車輪的定心及升降動作,以便于完成扁銷及螺栓的安裝。
預組裝線體單元主要由輸送鏈條、驅動裝置、鏈輪、漲緊裝置、導向板、外罩、線體骨架、伺服變距機構等組成。該線體單元寬度能夠根據車型信息自動變距,以適應各種尺寸車輪的制動盤預組裝。線體的變距是由兩端滑軌滑塊進行導向,通過伺服電機驅動正反絲杠實現的。在鏈條外側設計了尼龍導向結構,防止車輪偏離線體中心。值得指出的是,在進行扁銷及螺栓螺母預組裝時,車輪及制動盤頂升脫離輸送鏈條之后,線體可進一步向中心收縮,便于人機操作。
預組工位組裝完畢后,線體自動變距,升降機構下落,車輪組件落在輸送鏈條上。
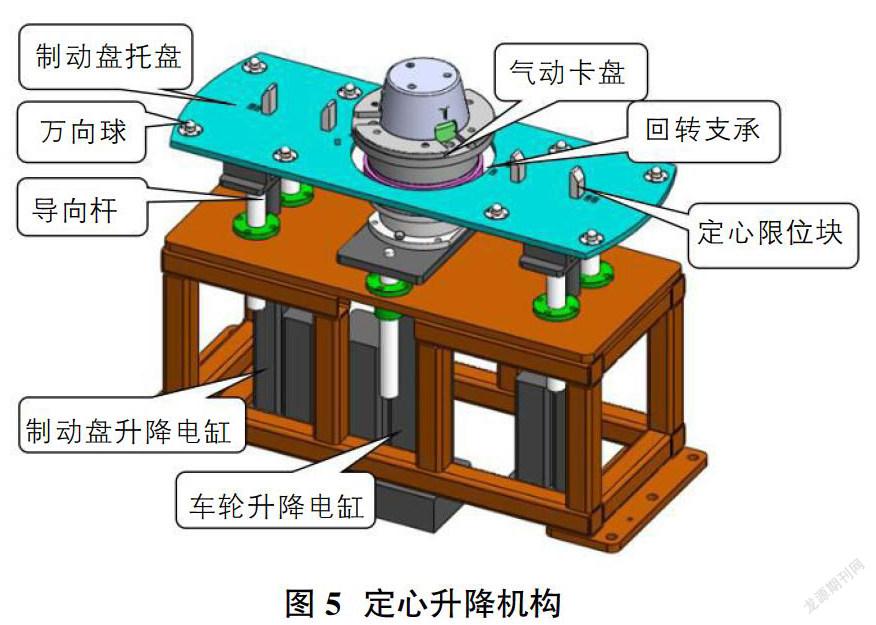
4 ?定心升降機構
定心升降機構主要實現下制動盤及車輪的定心、升降及旋轉對位動作。其中,在制動盤托盤上根據不同車型的制動盤內孔尺寸在相應位置上設計了限位塊安裝槽孔,工作時只需根據制動盤型號移動限位塊的位置即可完成各車型制動盤的定心。升降動作由兩側的伺服電缸來實現。另外,在制動盤托盤上還設計了兩組(共8個,一組4個)萬向球,用于支承下制動盤,并便于組裝時下制動盤與車輪之間的相對轉動。
輸送車輪時,車輪到位后由線體上的擋停機構擋停,車輪升降電缸上升將車輪頂離線體,并由氣動卡盤完成車輪定心。在穿扁銷及一圈螺栓螺母過程中,手動轉動車輪即可實現車輪繞回轉支承旋轉。
5 ?總結
本文設計了一種在線式制動盤預組裝工位,可滿足不同型號尺寸的制動盤在線預組裝,實現不同型號混線生產,為多車型、工位制、節拍化的流水線生產提供借鑒和參考。
參考文獻:
[1]杜利清,金文偉,錢坤才,胡小山.鍛鋼制動盤緊固件組裝工藝分析[J].機車車輛工藝,2014(02):11-13.
[2]郭立賓,方明剛.提速客車用制動盤加工組裝工藝改進[J].鐵道機車車輛工人,2012(06):6-7.
[3]鄧連生,姜寧.汽車輪轂制動盤螺母擰緊系統的問題分析與處理[J].內燃機與配件,2019(10):28-29.