鋁合金車輪輪輞縮松原因分析及措施
2020-09-10 14:55:31劉雲(yún)峰
內(nèi)燃機與配件 2020年10期
劉雲(yún)峰

摘要:本研究指出輪輞縮松的原因分為兩類:熱縮松和冷縮松,兩種類型縮松的改善措施也不盡相同。通過優(yōu)化產(chǎn)品毛坯局部厚度、修改模具局部冷鐵壁厚、局部位置添加保溫材料、修改模具冷卻布局及選擇不同種類涂料的方式可有效改善產(chǎn)品輪輞縮松,但需要根據(jù)實際情況進行措施選擇、搭配。
Abstract: This study points out that there are two reasons for rim shrinkage:shrinkage caused by high temperature and shrinkage caused by low temperature. The improvement measures of two kinds of shrinkage are different. By optimizing the local thickness of the blank, modifying the local thickness of the mold, adding insulation material in the local position of the mold, modifying the cooling layout of the mold and using different types of coating, we can effectively improve the rim shrinkage. However, we need to choose and match measures according to the actual situation.
關鍵詞:輪輞縮松;模具壁厚;產(chǎn)品壁厚;冷卻布局;涂料
Key words: shrinkage of the rim;mold thickness;product thickness;cooling layout;coating
0 ?引言
A356系列鋁合金具有鑄造流動性好、收縮率小、氣密性好及導熱性好等優(yōu)點[1-2],經(jīng)過Sr變質(zhì)及熱處理后,具有良好的物理性能、耐腐蝕性能、力學性能及良好的機械加工性能,是鑄造鋁合金中用途最廣的合金之一,現(xiàn)主要用于低壓鑄造鋁合金件[3-5]。與鋼輪轂相比較,鋁合金輪轂具有安全、質(zhì)量輕、導熱性好、外觀美觀等特點,目前國內(nèi)外汽車廠家已基本使用鋁合金輪轂替代鋼制輪轂[6-7]。
當前,車輪行業(yè)不僅面對著產(chǎn)品輕量化、高精度及高可靠性的問題,同時還要適應產(chǎn)品外觀美觀、大尺寸和寬輪輞的發(fā)展趨勢[8-9]。這使得鋁合金車輪輪輞性能要求更高,但因輕量化及大尺寸、寬輪輞輪型的發(fā)展,使輪輞部位補縮條件變差,輪輞縮松及漏氣現(xiàn)象頻出。本研究針對此問題,進行了長期的生產(chǎn)改善試驗,針對不同類型輪輞縮松總結出以下改善措施:①優(yōu)化模具局部壁厚;②調(diào)整產(chǎn)品毛坯局部壁厚;③優(yōu)化模具冷卻布局;④模具局部位置添加保溫材;⑤選擇不同種類涂料。
1 ?輪輞縮松原因分析
鋁合金輪轂在金屬模具中冷卻、凝固是一個非常復雜的過程。這是因為,此過程不是一個簡單、穩(wěn)定的傳熱過程,在這個過程中鑄件溫度隨時間的變化而下降,金屬模具溫度隨之上升;又因人為冷卻的因素,模具各部位溫度變化也不一致;同時鑄件冷卻時是一個三維傳熱問題,這些因素對分析鑄件冷卻及凝固過程提出了巨大的挑戰(zhàn)。
經(jīng)過長期對鋁合金輪轂鑄造方面的研究,針對其輪輞部位縮松產(chǎn)生的原因提出以下兩種分析:
①冷縮松導致的輪輞縮松。以圖1為例進行分析,當因某些因素導致b區(qū)域溫度偏低,此部位鋁液凝固速度快于a區(qū)域時,a區(qū)域鋁液未完全凝固時,b區(qū)域鋁液已完成凝固,無法對a區(qū)域再進行鋁液補充。因鋁合金體積隨溫度降低而變小,在無鋁液補充的前提下,鋁合金由液體凝固為固體時,必定會在固體中存有空隙,從而產(chǎn)生縮松。
②熱縮松導致的輪輞縮松。以圖1為例進行分析,當因某些因素導致c區(qū)域溫度偏高,此部位鋁液凝固速度慢于d區(qū)域時,c區(qū)域鋁液未完全凝固時,d區(qū)域鋁液已完成凝固,使c區(qū)域產(chǎn)生縮松。
以上針對輪輞縮松產(chǎn)生原因的分析,共同點均為產(chǎn)品或者模具設計不合理使離澆口遠的位置后凝固,導致鋁液補充不足,產(chǎn)生縮松。不同點是產(chǎn)生機理不同,可實施的措施不同。當縮松前部位溫度低時可通過提高此部位溫度,降低其凝固速度解決縮松;當縮松部位溫度較高時可通過降低縮松部位溫度,提高其凝固速度解決縮松。這需要工程人員首先針對現(xiàn)場實際情況識別輪輞縮松類型。
2 ?輪輞縮松改善措施
2.1 冷縮松改善措施
因冷縮松導致的輪輞部位縮松,可通過以下方式改善縮松:①更改產(chǎn)品毛坯局部厚度,如:增加縮松前位置局部厚度;②修改模具局部冷鐵厚度;③在模具局部位置增加保溫材料;④適當增加涂料噴涂厚度。
以我司A產(chǎn)品改善過程為例進行說明:
2.1.1 改善前問題
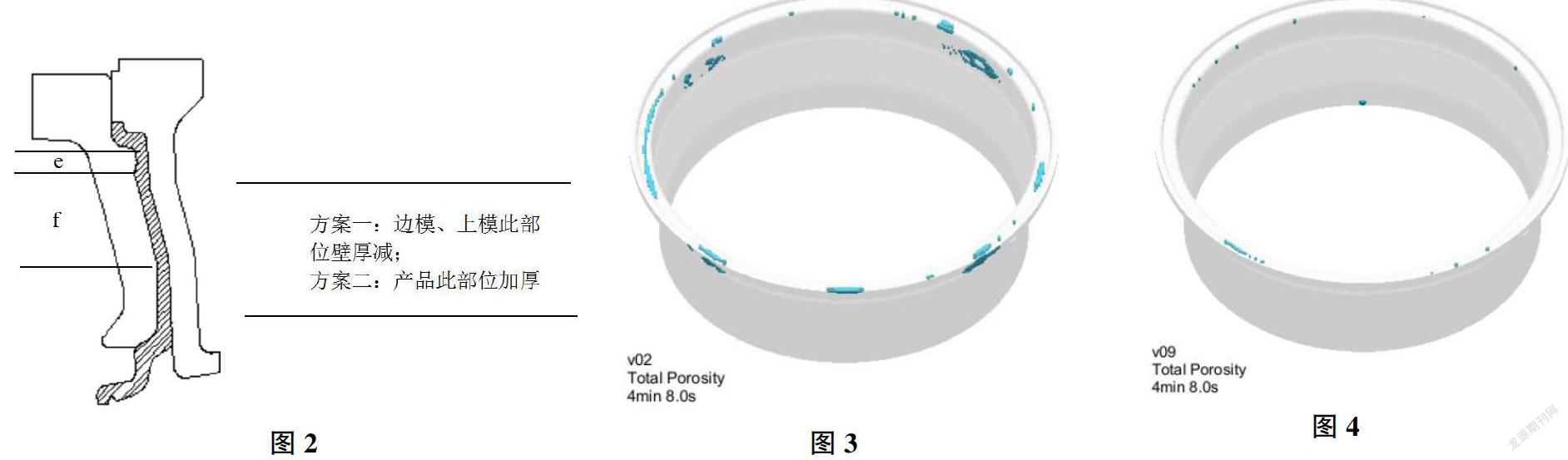
圖2為A產(chǎn)品毛坯及模具示意圖,A產(chǎn)品在試生產(chǎn)后發(fā)現(xiàn),輪輞外側(cè)e位置加工后出現(xiàn)點狀縮松,產(chǎn)品不合格率達到70%,產(chǎn)品無法批量生產(chǎn)。
2.1.2 原因分析及改進方案
以初次驗證時模具狀態(tài)及鑄造條件為基礎,對鑄造過程進行模擬分析,模擬分析結果如圖3所示,模擬結果表明產(chǎn)品上部位置縮松,與產(chǎn)品初次試制結果一致。制定以下方案,提高f位置模具溫度后再次進行模擬實驗,模擬結果如圖4所示,輪輞上部位置縮松明顯改善,說明此縮松類型為冷縮松,即:A產(chǎn)品輪輞f區(qū)域溫度低,快于e位置先完成凝固,在輪輞e位置凝固時無鋁液進行補充,從而產(chǎn)生縮松。具體方案如下:
方案一:如圖2所示,將模具上模及邊模指定位置冷鐵減薄;
方案二:如圖2所示,適當增加產(chǎn)品指定位置厚度。
按照以上方案進行模具修改后,再次試生產(chǎn)。此次生產(chǎn)產(chǎn)品輪輞外側(cè)e位置無點狀縮松,此次生產(chǎn)產(chǎn)品合格,產(chǎn)品可以批量生產(chǎn)。
2.1.3 批量效果驗證
經(jīng)過以上修改后,A產(chǎn)品連續(xù)生產(chǎn)3個批次,輪輞外側(cè)e位置加工后未發(fā)現(xiàn)點狀縮松缺陷,產(chǎn)品符合相關要求。
2.2 熱縮松改善措施
因熱縮松導致的輪輞部位縮松,可通過以下方式改善縮松:①更改產(chǎn)品毛坯局部厚度,如:適當減薄縮松部位厚度;②修改模具冷卻布局,如:在縮松部位增加冷卻或更換導熱性較好的材料;③選擇保溫性能較差的涂料噴涂模具對應縮松部位。
以我司B產(chǎn)品改善過程為例進行說明:
2.2.1 改善前問題
圖5為B產(chǎn)品毛坯及模具示意圖,B產(chǎn)品在試生產(chǎn)后發(fā)現(xiàn),加工后輪輞外側(cè)g位置加工后出現(xiàn)點狀縮松,氦氣試漏試驗時B產(chǎn)品不合格率達到10%,產(chǎn)品無法批量生產(chǎn)。
2.2.2 原因分析及改進方案
以初次驗證時模具狀態(tài)及鑄造條件為基礎,對鑄造過程進行模擬分析,分析結果顯示輪輞中間部位溫度較高,故此縮松類型為熱縮松,即:B產(chǎn)品輪輞g位置模具溫度較高,鋁液凝固速度慢,導致出現(xiàn)縮松。設計以下改善方案:按圖5方式進行模具修改,在模具邊模指定位置增加冷卻加速此位置鋁液的凝固。
根據(jù)設計方案再次對鑄造過程進行模擬分析,結果顯示產(chǎn)品凝固后輪輞無縮松,同時輪輞中部位置溫度明顯下降。
根據(jù)制定的方案進行模具修改,再次試生產(chǎn)后,產(chǎn)品輪輞外側(cè)g位置加工后無點狀縮松,氦氣試漏試驗檢測后B產(chǎn)品不合格率為2%,產(chǎn)品滿足批量生產(chǎn)條件。
2.2.3 批量效果驗證
經(jīng)過以上修改后,連續(xù)生產(chǎn)4個批次,B產(chǎn)品輪輞外側(cè)g位置加工后無點狀縮松缺陷,氦氣試漏試驗檢測后B產(chǎn)品不合格率為1.4%,達到預期目的。
3 ?結論
①輪輞縮松產(chǎn)生的原因主要有兩種:縮松前部位溫度低導致的冷縮松和縮松部位溫度高導致的熱縮松。②冷縮松導致的輪輞縮松改善措施:1)更改產(chǎn)品毛坯局部厚度;2)修改模具局部冷鐵厚度;3)在模具局部位置增加保溫材料;4)適當增加涂料噴涂厚度。③熱縮松導致的輪輞縮松改善措施:1)更改產(chǎn)品毛坯局部厚度;2)修改模具冷卻布局;3)選擇保溫性能較差的涂料噴涂模具對應縮松部位。④輪輞縮松的類型需要工程人員結合產(chǎn)品生產(chǎn)情況、產(chǎn)品造型及縮松部位評估分析得出,并采用一種或多種措施進行改善。
參考文獻:
[1]石家平,余成遠.鋁合金車輪制造技術及發(fā)展趨勢探討[J].世界有色金屬,2019(09):174,176.
[2]劉志峰.鋁合金車輪行業(yè)發(fā)展綜述[J].商用汽車,2018(12):100-104.
[3]周喆.鋁合金車輪制造技術及發(fā)展趨勢[J].世界有色金屬,2017(13):231-232.
[4]薛喜偉,王貴.A356.2低壓鑄造鋁合金車輪表面針孔原因分析[J].鋁加工,2016(04):31-35.
[5]袁軍.淺談電動四輪車鋁合金車輪輪輞縮松的改進[C].重慶鑄造行業(yè)協(xié)會、重慶市機械工程學會鑄造分會.綠色鑄造與持續(xù)發(fā)展——2015(第25屆)重慶市鑄造年會論文集.重慶鑄造行業(yè)協(xié)會、重慶市機械工程學會鑄造分會:重慶市機械工程學會鑄造分會,2015:139-141.
[6]張亮,王志峰,賈曉飛,趙維民.A356.2鋁合金輪轂輪輞的縮松分析及性能研究[J].熱加工工藝,2010,39(23):84-87.
[7]安閣英.鑄造形成理論[M].北京:機械工業(yè)出版社,1990:46-46.
[8]代穎輝.大直徑、寬輪輞低壓鑄造A356鋁合金車輪輪輞缺陷及性能的改進[J].鑄造,2016,65(09):920-923.