典型的機床裝配工藝研究
2020-09-10 19:12:05趙一平
內燃機與配件 2020年10期
趙一平
摘要:本主要針對一些較為典型的機床部件裝配工藝進行介紹,通過結合一些相關工作經驗,對一些優秀的裝配技能和科學的工藝手段進行闡述,希望通過本文論述可以對我國機床裝配發展起到一點推動和幫助的作用。
關鍵詞:分離平面;基準面;試車
0 ?引言
這些年伴隨改革開放的巨大浪潮,我國的工業得以輝煌的發展,其中我國的機床制造業已經躋身世界前列,但是不得不承認的是同比與西方發達國家來說,還是有著一定的差距的。據不完全統計,發達國家機床運行無故障的時間最長可達3000個小時,而我國最長只有500小時,而平均計算的話,國內機床發生故障的平均時間大約在2個月左右,其發生故障反應最多的便是裝配問題,由此就造成了一些大型企業在采買設備時,多數時間會考慮購買國外機床。必須承認的是機床的質量與機床的裝配工藝有著密不可分的直接關系,因此應當重視起機床的裝配工藝,將其作為機床核心發展技術之一,并持續的對其進行不斷研究和發展。
1 ?隨性裝配是裝配工序中的重要缺陷
隨性裝配是裝配工序中的重要缺陷,這個話題其實是個老生常談的話題了,但是越是經常提到的問題,越是容易被人所忽略,譬如說:機床潤滑油濾網發生了堵塞、潤滑油內有雜質并且伴有鐵屑、由于清理不到位導致齒輪箱內油脂變質等等,這些問題始終是裝配過程中最容易被忽略的事情,也是最嚴重的的問題所在。
還有一些大型的機床,因為其零部件眾多,因此會采用拆分包裝的方法。但是在其進行拆裝后會使用定位銷軸來進行精度的確保,如果忽視了定位銷軸的接觸面積的話,就會嚴重的影響了裝配的精度。
2 ?機床各個部件間的接觸率是不容忽視的
2.1 要提高結合面接觸率
許多的機床主管部件之間都是通過局部面接觸和連接的,其接觸率的高低直接影響著機床的剛性,因此需要提升機床各個部件間的接觸率。通常來說結合面依據設計要求可以分成四個方面:第一是非常重要的結合面;第二是滑動導軌結合面;第三是靜壓導軌結合面;第四是滾動導軌結合面。
2.2 要著重檢查床身與導軌接觸率
相對工作臺、滑板下面導軌的配合刮研來說,要首先進行精磨等手段進行鑄型修復,并考慮到可能會有熱損耗等情況,需要對滑板下導軌以及床身間的接觸率進行嚴格的檢驗。
2.3 找準基準面
在進行部件間的配合刮研時,找準基準面是非常重要的,一般是先選擇相對平緩,并且便于刮研的面為基準面,然后用相應的刮規等工具進行形位公差的檢測,必須注意的是不能在沒有基準面的情況下,進配合刮研。
2.4 分離平面的處置
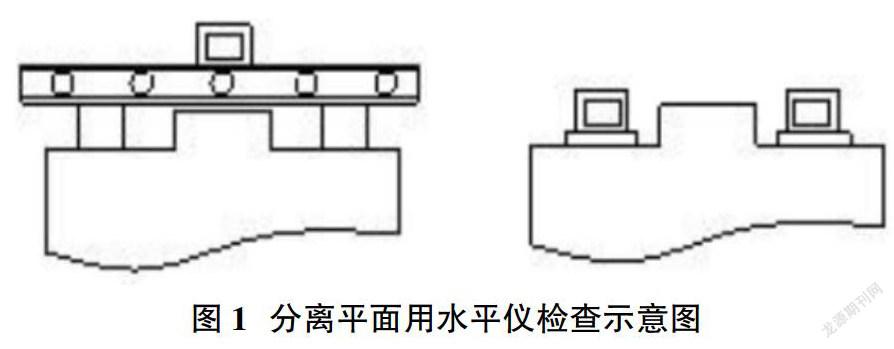
對于一個零件的不同平面來說,若是期望兩個面處于一個平面內,可以采用刮規來找正;也可以采用測量的方法,就是零件放置在平面之上,進行三點定位和找正,同時用指示器進行平面一致性測量,并用水平儀進行檢驗(如圖1),在三個不同位置上,保持水平儀的誤差在一定范圍內。可以將兩塊墊鐵制成等高(公差小于等于0.003mm),分別放于兩個平面上,并用鉛粉上色,觀察兩個墊鐵接觸率。此種方法常用在需要安裝并排直線導軌的接觸面檢測時,通過觀察接觸面,可以大致估算出兩面的高度差。
2.5 用加工方法提升接觸率
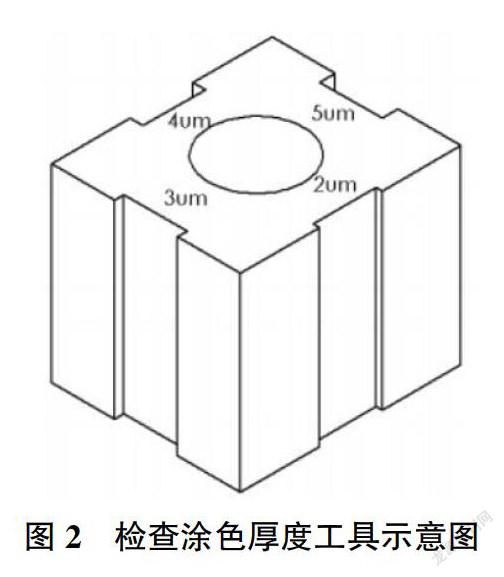
對于提升平面接觸率的方法,還可以通過加工法來進行提升,譬如:精銑平面、精磨平面等,并使用鉛粉上色檢查接觸率,對于鉛粉的顏色,以及亮點的多少進行有效的評估,并嚴格參照機械部標準:“金屬切削機床結合涂色法檢驗及評定”(JB/T9876-1999)來進行檢驗和評估。圖2為檢驗鉛粉厚度的有效檢驗工具。
此工具是30×30的六面立方體,其四個側面共開了四個槽,分別為2μm、3μm、4μm、5μm深,具體在使用時將已經涂好色的導軌兩邊去色,并貼在此淺槽上,觀察有無變色。譬如:用5μm為檢測時,導軌貼在淺槽輕輕移再取走,如果未發現變色,則表示其所涂厚度<0.005mm。
3 ?滾動軸承在裝配過程中存在的誤區
滾動軸承在裝配過程中存在的誤區,通常表現在三個方面,具體如下:
第一是滾動軸承在進行清洗的時候,常采用的是汽油為清洗劑,在進行清洗后等待汽油揮發在進行潤滑油的涂抹工作,目前采用最多的是煤油,但是其揮發性能是比較差的,如果沒有揮發完便涂抹潤滑油,其軸承在轉動過程中會將潤滑油拋出,造成軸承沒有潤滑的干磨,最直接的后果便是軸承抱死和損毀;
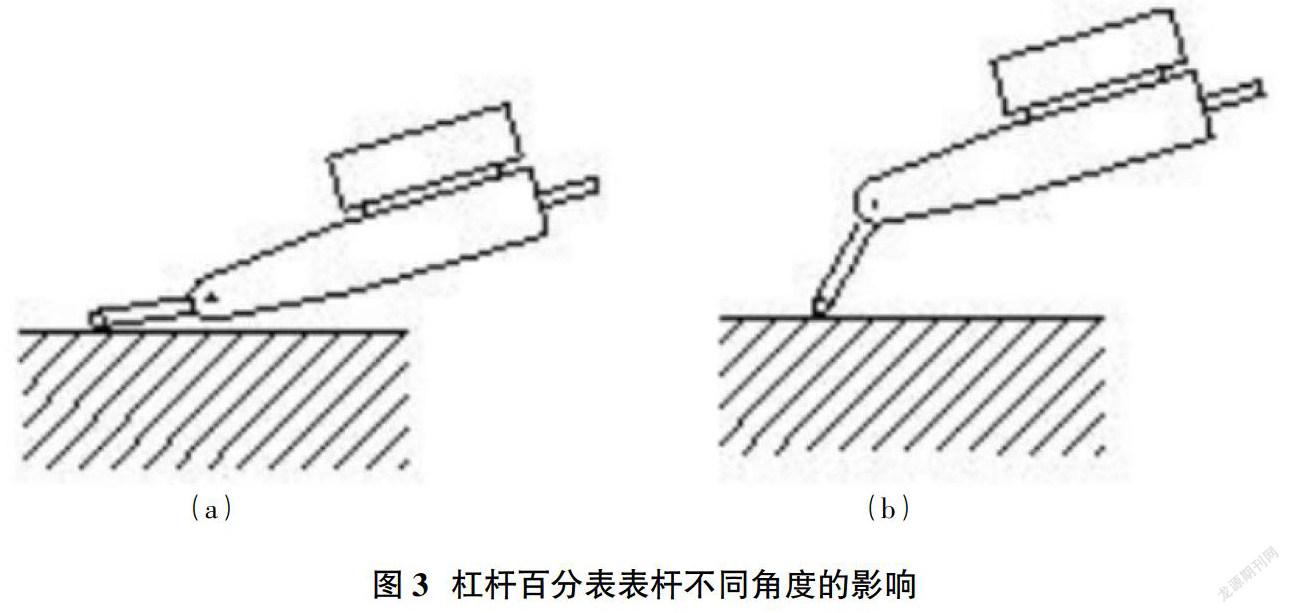
第二是不是成對使用的向心推理軸承,在大多數情況下是需要預加載荷的,可以通過對軸承墊圈的修正,進而將軸承間隙進行消除。而預加載荷是使用專業設備在一定的壓力下,將軸承里外隔套端面高度之差進行測出。還需要注意的是可能會受到軸承空間過小的約束,所以可以采用杠桿式的千分表或是百分百進行檢測,具體如圖3所示。
在具體的使用過程中,如果忽略了標桿角度的具體大小,就會造成測量不準的情況。可以通過一個實驗來說明:取2mm和1.8mm厚的兩個量塊放置于平面上,標桿角度先取圖3a的所示擺放,對兩個量塊的厚度進行測量,發現正好相差0.2mm;而標桿角度取圖3b的所示擺放,對兩個量塊的厚度進行測量,發現相差0.25mm,由此不難看出標桿擺放位置是非常重要的;
第三裝配軸承時,在允許溫度的范圍內,采用潤滑脂潤滑是比較流行的,軸承在進行高速運行時也可以采用與高速對應的潤滑脂,但是一件非常重要的事情常常被忽略,就是潤滑脂的添加量多少的問題。通常情況下高速運行軸承的潤滑脂添加量為軸承容量的百分之四十,通過NSK提供樣板要求大部分情況應安裝立方厘米為單位計量,譬如:1cm3=1ml,又如:軸承內徑為100mm,則其潤滑脂添加量為13.70cm3。另外還需注意的是潤滑脂不僅要添加在軸承的外側,還應該使用注射方式添加進軸承的空隙當中。還有軸承在添加完潤滑脂后,還需要進行合跑,如此是幫助潤滑脂被最大限度的利用。目前潤滑軸承的方式也經過發展后,產生了諸多變化,譬如:油霧潤滑、油氣潤滑、油循環潤滑等,其中機床裝配軸承潤滑的方式使用最多的是油循環潤滑,但是其潤滑油量的多少經常是被忽略的,最嚴重的情況便是油管堵塞而無法對軸承進行潤滑,如此就需要定期對油路進行清洗,以及對潤滑油進行過濾和更換過濾網。
4 ?試車
試車對于機床的裝配來說是對其進行最后裝配質量的有效驗證,必須嚴格依據國家有關部門出具的標準文件進行嚴格的考核,現如今機床質量不過關,主要原因也是其在進行試車環節時,沒有嚴格執行國家標準。通常來說試車的主要環節有三個,具體如下:
第一是機床在經過部裝配合總裝配后,需要經過嚴格的動態監視,以及動態的考核,并達到標準要求后,方可進入機床調整工序;
第二是滑板和床鞍在進行移動時,應該進行嚴格的項目標準檢測,譬如:檢測其運動中的水平跳動、垂直跳動等。現如今通常使用的都是三坐標檢測儀、視覺成像檢測儀等,這些檢測設備已經廣泛的應用到了國內一些大型機床裝配現場中;
第三是機床在裝配過后,要進行嚴格的運行試驗,并且試驗時間必須超過36個小時,如果機床在運行時發生了故障,則應該進行及時的處理,并將運行時間進行清零處理,并重新開始運行和記錄時間。目前國外發達國家采用的是儀器監控,全程紀錄的方式,其可以將發生故障的時間點,以及故障的類型進行詳細的記錄,并通過采集儀器傳遞給相關的上位機,在上位機中通過合理的運算,提供給相關的技術人員。
5 ?結束語
現如今伴隨我國經濟發展的越來越好,我國工業的水平得到了前所未有的提高,特別是機床領域中,各種新型、高精尖機床層出不窮,但是快速發展的同時,也要注意機床的裝配質量這一項重要環節,只有高超的、高質量的裝配工藝輔助,才有可能制造出符合當下時代的高質量機床。
參考文獻:
[1]陳循介.產品質量和服務質量是制造業的生命[J].精密制造與自動化,2010(1):1-4.
[2]陳龍法.關于軋輥輥形誤差評定方法的探討[J].精密制造與自動化,2007(1):56-58.
[3]陳循介.目前世界先進機床水平概述[J].精密制造與自動化,2007(2):7-8.
[4]陳龍法.鋼絲和顯微鏡測量的應用[J].精密制造與自動化, 2007(4):51-53.
[5]許郁生.中國機床工業的發展和市場需求[J].精密制造與自動化,2007(2):1-6.
[6]廣州機床研究所.液體靜壓技術原理及應用[M].北京機械工業出版社.