簡述薄壁類零件數控加工工藝改進
2020-09-10 03:04:59汪麗娟魏領波
內燃機與配件 2020年1期
關鍵詞:數控加工
汪麗娟 魏領波
摘要:隨著工業的發展,薄壁零件的應用范圍越來越廣泛。但是薄壁零件的數控加工工藝還存在很多問題,影響到了加工的效率以及零件的質量,因此需要不斷改進薄壁類零件數控加工工藝,提高加工質量,本文將對薄壁類零件數控加工工藝的改進進行簡要分析。
關鍵詞:薄壁類;零件;數控加工
0 ?引言
薄壁類零件具有重量輕等多種優勢,應用范圍十分廣泛,但是薄壁類零件的剛性以及強度都比較差,在加工過程中容易出現變形等情況,因此應該優化薄壁類零件數控加工工藝,提高零件的質量。
1 ?薄壁類零件概述
薄壁類零件指的是壁厚小于1mm的金屬零件,在工業生產中發揮著重要作用。薄壁類零件具有重量輕、節約材料等特點,而且整體結構較為緊湊,所以薄壁類零件的用途比較多。但是,薄壁類零件也具有一定的缺陷,比如說剛性比較差,強度比較弱,在加工時很容易出現變形等情況,對零件加工質量造成了嚴重影響,因此只有不斷改進薄壁類零件數控加工工藝才能夠提高零件的質量[1]。
2 ?薄壁類零件的數控加工階段
薄壁類零件的數控加工可分為三個階段,主要包括粗加工階段、半精加工階段以及精加工階段。①粗加工階段:主要是對薄壁類零件進行簡易加工,需要根據零件的具體類型以及特點選擇合適的加工工藝,比如說可以利用粗車外圓等工藝進行薄壁套的加工[2]。②半精加工階段:半精加工階段主要是對薄壁零件的次要表面進行處理,從而保障薄壁零件次要表面的精度能夠達到要求。在加工完次要表面之后需要將薄壁零件的多余部分清除掉,以提高薄壁零件的質量和精度。③精加工階段:精加工主要是利用精車零件外圓這種方式對薄壁零件進行細加工,使薄壁零件的精度能夠完全符合要求。
3 ?薄壁類零件數控加工工藝的影響因素
3.1 零件裝夾
零件裝夾在薄壁類零件中發揮著重要作用,如果零件裝夾的質量不合格的話就會造成脫夾等情況,會直接影響到薄壁類零件的加工質量,甚至會引發安全事故。零件加工對裝夾剛度有較高的要求,如果剛度不符合要求或者是應力作用的部位以及方向出現偏差的話就可能會導致零件變形。
3.2 切割角度
在切割零件時會受到多種因素的影響,比如說切割速度、進刀速度以及切割角度,其中切割角度是比較重要的影響因素。切割速度、切割角度等因素會影響到刀具的切削量,繼而影響到零件的質量。如果切割刀具的前后角出現變化的話,刀具切削的變形情況以及摩擦情況也會發生變化。比如說,如果前、后角變小的話,切削過程的摩擦、變形情況就會增加,薄壁類零件的變形程度也會隨之增加,這就會影響到零件的加工質量[3]。此外,偏角也會影響到零件的精密度,所以應該嚴格把控偏角。
3.3 走刀方式與路徑
走刀是薄壁類零件數控加工的重要環節,在走刀之前需要結合薄壁類零件的加工需求合理設置走刀和路徑,以保障刀具能夠按照計劃走刀。如果刀具沒有按照方案進行走刀的話就會破壞零件的精密度,所以應該提高對走刀的重視程度。
3.4 工藝路線
加工工藝路線對薄壁類零件的加工效率以及產品質量有很大影響,如果在設計工藝路線時沒有充分考慮到變形處理、振動現象等細節問題的話就會影響到加工效率和產品質量,因此在設計工藝路線時需要充分考慮細節,提高加工效率。
4 ?薄壁類零件數控加工工藝改進策略
4.1 優化數控仿真加工工藝
根據實際情況可知,薄壁類零件加工時所承受的負載陣列和變形情況是有關系的,而且基本呈現負相關,所以我們可以根據F=KU這個公式分析薄壁零件的數控仿真加工工藝(其中F指的是薄壁類零件加工時所承受的負載陣列、K指的是薄壁類零件的輕度矩陣、U指的是薄壁類零件加工過程中的變形情況)[4]。也就是說可以通過調整F和K降低薄壁類零件出現變形的幾率,這樣就能夠改進薄壁類零件數控加工工藝,提高零件的質量。一般情況下,在提高K值或者是降低F值時,可以通過合理選擇原材料增強零件的強度。如果不改變原材料的話可以利用填充物質的方式增強原材料的強度。總而言之,在實際工作中可以按照F=KU這個公式對薄壁類零件的數控加工進行模擬仿真,并根據實際情況調整K和F,從而提高數控加工工藝的質量。
4.2 改進零件裝夾工藝
零件裝夾對薄壁類零件數控加工工藝的質量有重要影響,所以需要對零件裝夾工藝進行深入研究,保證零件裝夾能夠滿足要求。第一,需要保證零件裝夾的結構緊湊、懸深較短。在進行薄壁類零件的數控加工時,零件裝夾會隨著主軸進行回轉,所以應該合理控制零件裝夾的重心,使裝夾的重心能夠緊貼主軸的頂端,這樣才能夠有效控制慣性力和回轉力的大小,提高零件加工的質量[5]。其次,需要合理設置零件裝夾的剛度以及強度,增強裝夾的剛度和強度。同時,也需要根據薄壁類零件的實際情況選擇懸伸長度,保證懸伸長度能夠滿足要求。第二,需要提高對平衡和配重問題的重視程度。平衡和配重問題會直接影響到零件裝夾的振動,所以應該合理選擇減重孔或者配重塊,以維持零件裝夾的平衡,減少零件裝夾在回轉時受到的離心作用。第三,需要增強裝夾機構的耐久性和安全性。增強裝夾機構的耐久性可以有效降低裝夾損壞的幾率、降低加工成本;加大零件裝夾的夾緊力、增強零件裝夾的安全性可以避免出現脫夾情況,減少安全隱患。第四,在安裝零件裝夾時需要保證零件裝夾和數控機床是完全契合的,從而減少加工誤差。
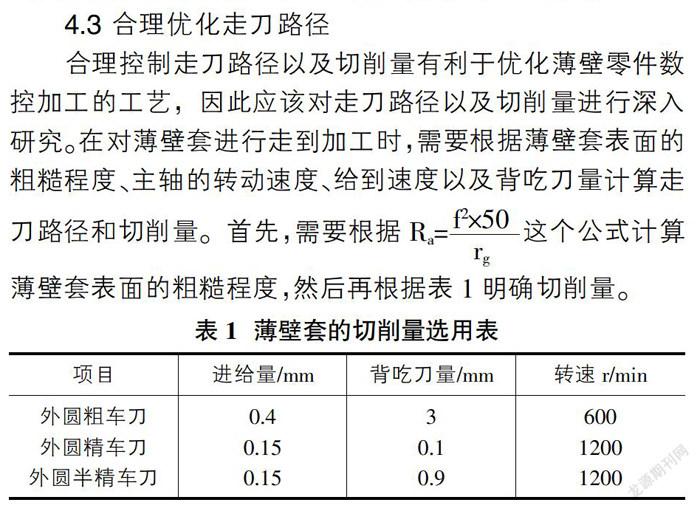
4.3 合理優化走刀路徑
合理控制走刀路徑以及切削量有利于優化薄壁零件數控加工的工藝,因此應該對走刀路徑以及切削量進行深入研究。在對薄壁套進行走到加工時,需要根據薄壁套表面的粗糙程度、主軸的轉動速度、給到速度以及背吃刀量計算走刀路徑和切削量。首先,需要根據Ra=這個公式計算薄壁套表面的粗糙程度,然后再根據表1明確切削量。
在明確切削量之后就需要規劃切削路徑。在粗加工當中可以利用一次性粗加工以及階梯式粗加工方法進行加工,這樣可以優化之前的十二走刀路徑,讓刀具沿著X、Y方向進行平移運動,有利于清除薄壁類零件的多余材料,提高零件的精度。同時需要合理增大刀具的前后角,從而減輕摩擦和變形力度,降低薄壁類零件變形的幾率。
4.4 優化施工工藝
技術人員需要對薄壁類零件數控加工的工序和階段進行綜合分析,找出并解決加工工藝中存在的問題,提高加工質量。在設計工藝路線時需要充分考慮振動現象、變形情況等細節問題,要對每一個可能會出現問題的加工步驟進行優化。同時,還需要分析受力情況,明確加工方位,避免零件出現振動的情況。
5 ?結語
在對薄壁類零件進行數控加工時很容易受到切割角度、零件裝夾等各種因素的影響,因此需要積極改進數控加工工藝,消除影響因素,保證薄壁類零件的質量。
參考文獻:
[1]廖劍斌,蘇茜.分析薄壁零件數控加工工藝質量改進方法[J].科技創新與應用,2017(6):133-134.
[2]杜金欣.略論薄壁零件數控車工加工工藝[J].科學大眾(科學教育),2015(5):130.
[3]趙金鳳.薄壁套零件的加工工藝分析與程序設計[J].機械工程師,2015(6):70-71.
[4]劉志剛,趙曉燕.一種薄壁殼體零件的數控加工工藝研究[J].機床與液壓,2016,44(14):35-37.
[5]馮煜棋.小型薄壁軸承套類零件數控車加工工藝分析[J].機電信息,2019(20):75.
作者簡介:汪麗娟(1980-),女,河北唐山人,本科,石家莊盛華企業集團,助理工程師,研究方向為高端精密鑄造加工工藝;魏領波(1982-),男,河北石家莊人,本科,河北太行機械工業有限公司,高級工程師,研究方向為數控加工工藝。
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18