GMAW工藝參數(shù)對(duì)傾斜位置的穿孔塞焊焊縫成形的影響研究
2020-09-10 04:26:07修延飛都婧婧朱躍德包明杰李美琳
電焊機(jī)
2020年1期
修延飛 都婧婧 朱躍德 包明杰 李美琳
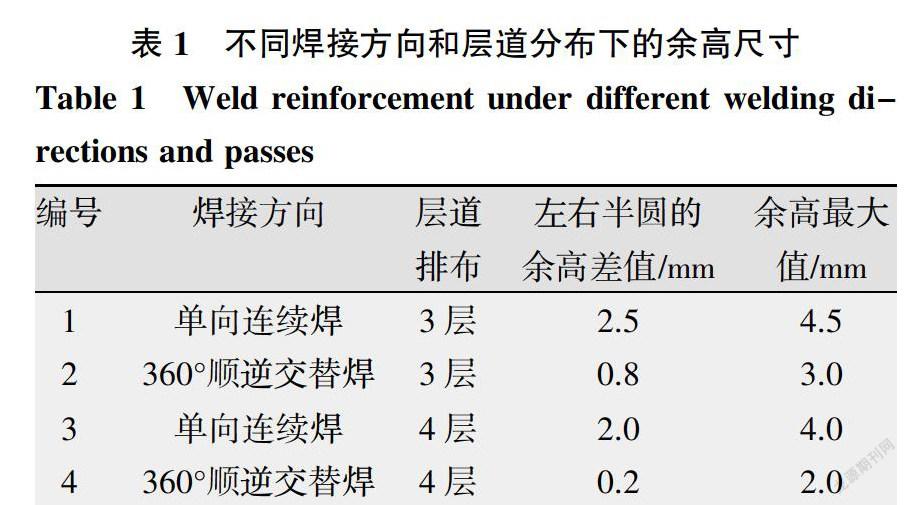
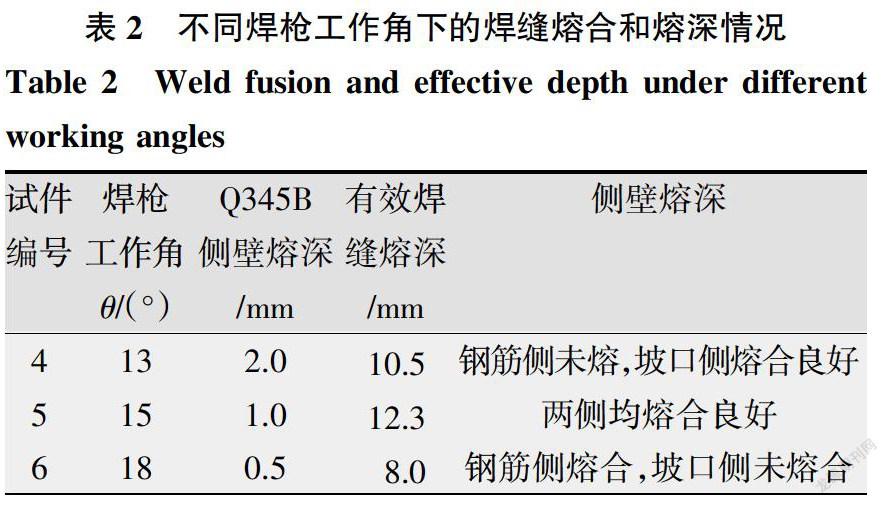

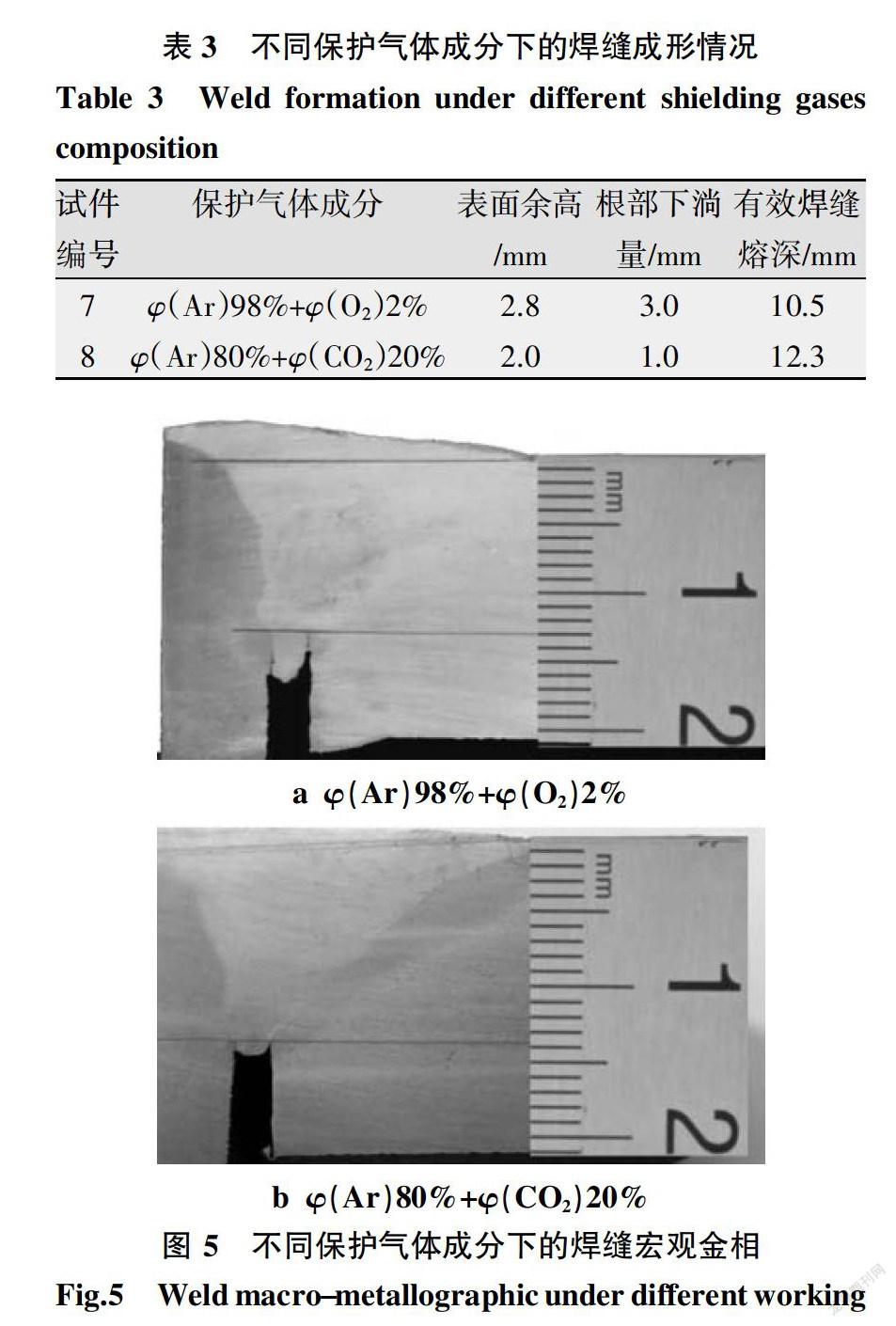
摘要:為實(shí)現(xiàn)某三代核電站屏蔽廠房鋼筋穿孔塞焊在一定傾斜角度下的GMAW自動(dòng)化焊接,提出了一種針對(duì)傾斜位置的穿孔塞焊焊縫成形的焊接路徑和工藝控制策略。通過(guò)試驗(yàn)研究了焊接路徑、焊接姿態(tài)、焊接氣體成分等GMAW工藝因素對(duì)穿孔塞焊接頭在傾斜位置下的焊縫成形的影響。結(jié)果表明,采用360°順逆交替和細(xì)化層道可以有效控制熔池下淌,保證表面余高在2 mm以?xún)?nèi);當(dāng)焊槍工作角θ調(diào)整為15°且焊接方向角φ為6°~10°時(shí),電弧力可有效抵消重力的切向分量的影響,有效避免側(cè)壁和層間未熔合缺陷;相較于φ(Ar)98%Ar+φ(O2)2%混合氣體,φ(Ar)80%+φ(CO2)20%配比能明顯提高熔池金屬的表面張力,有助于穿孔塞焊表面及根部焊道成形。
關(guān)鍵詞:穿孔塞焊;路徑規(guī)劃;GMAW自動(dòng)焊;焊縫成形
中圖分類(lèi)號(hào):TG444 文獻(xiàn)標(biāo)志碼:A 文章編號(hào):1001-2303(2020)01-0117-04
DOI:10.7512/j.issn.1001-2303.2020.01.23
0 前言
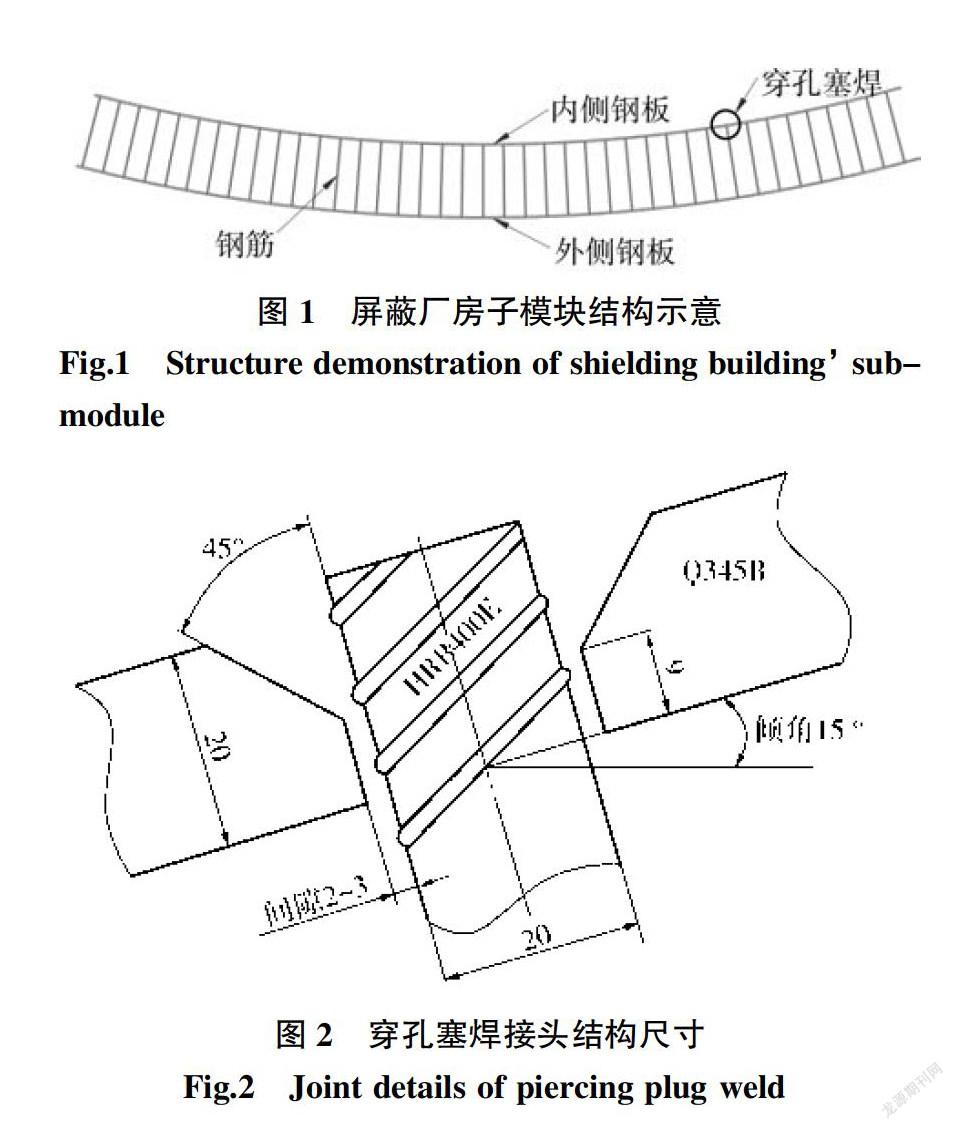
隨著模塊化施工技術(shù)和理念的發(fā)展,采用穿孔塞焊設(shè)計(jì)的埋件和預(yù)制墻體結(jié)構(gòu)得到了廣泛應(yīng)用[1]。以某三代核電站屏蔽廠房為例,其設(shè)計(jì)上采用內(nèi)外層雙層鋼板,鋼板間采用鋼筋連接的混凝土鋼結(jié)構(gòu),連接鋼筋與鋼板的穿孔塞焊接頭數(shù)量多達(dá)17萬(wàn)個(gè)。目前普遍采用GMAW手工氣保焊進(jìn)行穿孔塞焊,勞動(dòng)強(qiáng)度大、效率低,對(duì)自動(dòng)化焊接應(yīng)用具有明顯的需求。
自動(dòng)焊技術(shù)應(yīng)用的前提是裝配精度要求高,且焊縫位置一致或者采用變位機(jī)的方式調(diào)整成統(tǒng)一位置。中建鋼構(gòu)的于增廣[2]等人將機(jī)器人GMAW自動(dòng)焊應(yīng)用于預(yù)埋件穿孔塞焊中,但對(duì)塞焊孔的加工和裝配的一致性要求極高且需要工裝輔助,同時(shí)焊接過(guò)程需要示教,多適用于小型預(yù)埋件且難以適應(yīng)復(fù)雜空間焊縫。……
登錄APP查看全文
