夾點技術在建筑陶瓷換熱系統中的應用研究
2020-09-15 11:46:40宮小龍王云龍汪和平湯文菊
陶瓷學報 2020年4期
宮小龍,王云龍,汪和平,馮 青,湯文菊
(景德鎮陶瓷大學,江西 景德鎮 333403)
0 引 言
陶瓷行業作為國民經濟的重要組成部分,其生產過程長期存在耗能高、能源綜合利用率低等問題。我國建筑衛生陶瓷工業的能源利用率與國外相比差距較大,西方國家的能源利用率一般高達50%以上,其中,美國達57%,而我國僅為28-30%[1]。當前窯爐多采用加強窯體保溫、降低窯體散熱損失、利用窯爐抽出的熱風和排出的熱煙氣來干燥坯件等方法來提高熱效率。但以上方法也只是停留在設計理論的表面,若想徹底解決窯爐余熱利用的問題,則必須深入窯爐過程系統體系,而不是單純的考慮余熱回收或是單個設備、裝置的節能。
夾點技術是英國曼徹斯特大學提出的換熱網絡優化設計方法,并逐步發展成為化工過程能量綜合技術的方法論[2]。經過幾十年的發展與完善,夾點技術已經在工業上得到廣泛的應用[3]。國外Ponce-Ortega[4]等對有相變過程的換熱網絡的設計,提出了夾點優化方法, Alejandro[5]等將夾點技術與?分析相結合對電廠進行設計。國內王瑞[6]、何金春[7]、尚建龍[8]、申玲[9]等將夾點技術應用到化工領域并取得了顯著成果,冉寧[10]、楊雪嬌[11]通過對電廠換熱優化,最終減少了換熱總面積及公用工程的費用。另外,在化肥生產[12]、制漿造紙[13]、建材[14]等行業中的應用都取得了不同程度的節能降耗的效果。
陶瓷生產過程伴隨著大量的冷熱物流的流動,借助夾點技術建立原有能量換熱網絡的能量匹配方案,分析其能量利用情況,探索可靠的節能改造方案,以期增加整個生產過程的能源利用率。
1 基本概念
1.1 溫-焓圖
工藝流股的熱特性可以用溫-焓圖(T-H 圖)表示,即流股的溫度和焓值的關系圖,在換熱過程中流股從溫度Ti→To其焓變為:

式中,M為質量流率,kg/hr;Cp為熱容,kJ/(kg °C)。
將多股冷、熱流股合并成兩條復合曲線,一起表示在T-H 圖上并進行分析如圖1 所示。溫-焓圖的效果是分別將冷流股和熱流股復合成兩條曲線,通過平移熱流股曲線從而精確地表示出每一個溫度區間的熱容流率的變化,也能夠使其計算更為精確。
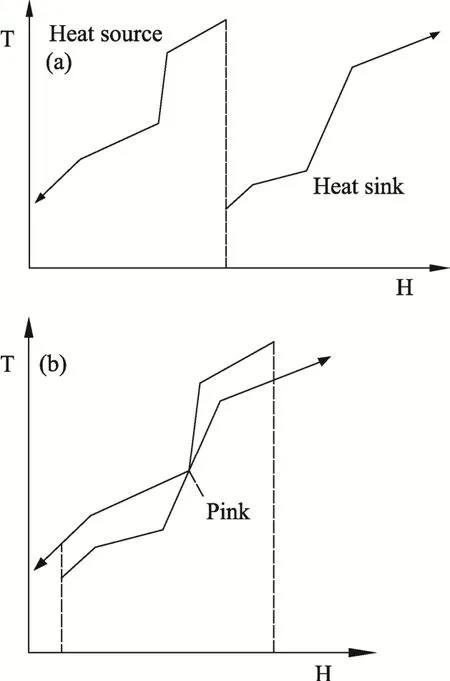
圖1 換熱溫-焓示意圖:(a) 物流復合溫-焓圖,(b) 夾點形成Fig. 1 Schematic diagram of heat transfer temperature-enthalpy: (a) composite temperature-enthalpy diagram of logistics and (b) pinch formation
1.2 問題表格法
溫-焓圖法的優點是相對直觀,但當物流較多時就會不夠準確,此時,問題表格法對于較多物流的處理,能夠做到精確計算。依據ΔTmin調整初始溫度和目標溫度,建立溫度區間,要求每個區間內必須保證冷、熱物流溫差大于或等于ΔTmin。每個冷、熱物流的起始溫度和目標溫度組成的溫度區間稱作子網絡,自上而下,按溫位將系統中各物流分為k 個子網絡對所有子網絡進行熱量計算,熱流量為零處就是系統夾點。
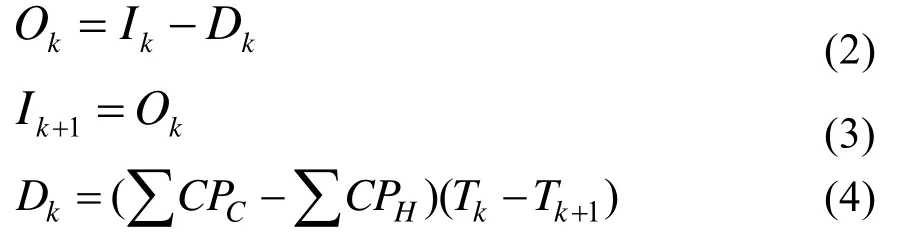
式中,kD為第k 個子網絡為滿足熱平衡需要增加的外在熱量;Ik為由外界或其它子網絡供給該子網絡的熱量;Ok為由第k 個子網絡向外界或其它子網絡排出的熱量。
2 換熱網絡的優化設計
2.1 數據整理
通過對某建筑陶瓷生產廠整個生產流程進行實驗測試,獲取生產過程相關冷、熱流股數據如表1。
由圖2 可知,當取最小換熱溫差為10 ℃時,均位于整條曲線的拐點位置是較為合理的換熱溫差取值。
基于實驗測量所得數據進行分析,將數據手動輸入到Aspen Tech 旗下能量分析器模塊Aspen Energy Analyzer,此時,熱夾點溫度為1195 °C;冷夾點溫度為1185 °C,系統中所有熱流、冷流形成復合曲線如圖3 所示,通過系統自動選取設置的最小溫差(DTmin)為10 °C(如圖4)。
圖3 由冷熱物流曲線構成,其中H complex curve 為熱物流復合曲線,L complex curve 為冷物流復合曲線。由于夾點位置位于整個系統溫度最高的位置,此時,由換熱網絡公用工程復合曲線可知,公用加熱工程僅存在高溫位置。
圖5 顯示現有換熱網絡中各能量流動情況,這是對已有換熱網絡情況的說明。首先,從換熱網絡圖可以得出燒成帶與預熱帶煙氣對坯體傳熱以及換熱后窯頭煙氣中所含能量。其次,噴霧干燥塔系統,燃料燃燒產生的熱煙氣與配比的空氣經過管道進入噴霧干燥塔內,經過與噴淋進入的泥漿等換熱后剩余能量。以及冷卻帶產品一部分能量由窯尾的直冷風直接與坯體換熱帶走,另一部分換熱給急冷風,換熱后的熱煙氣經過管道將熱量傳遞給干燥帶坯體進一步排除坯體中的水分,除這兩部分以外冷卻帶坯體所提供的能量剩余。
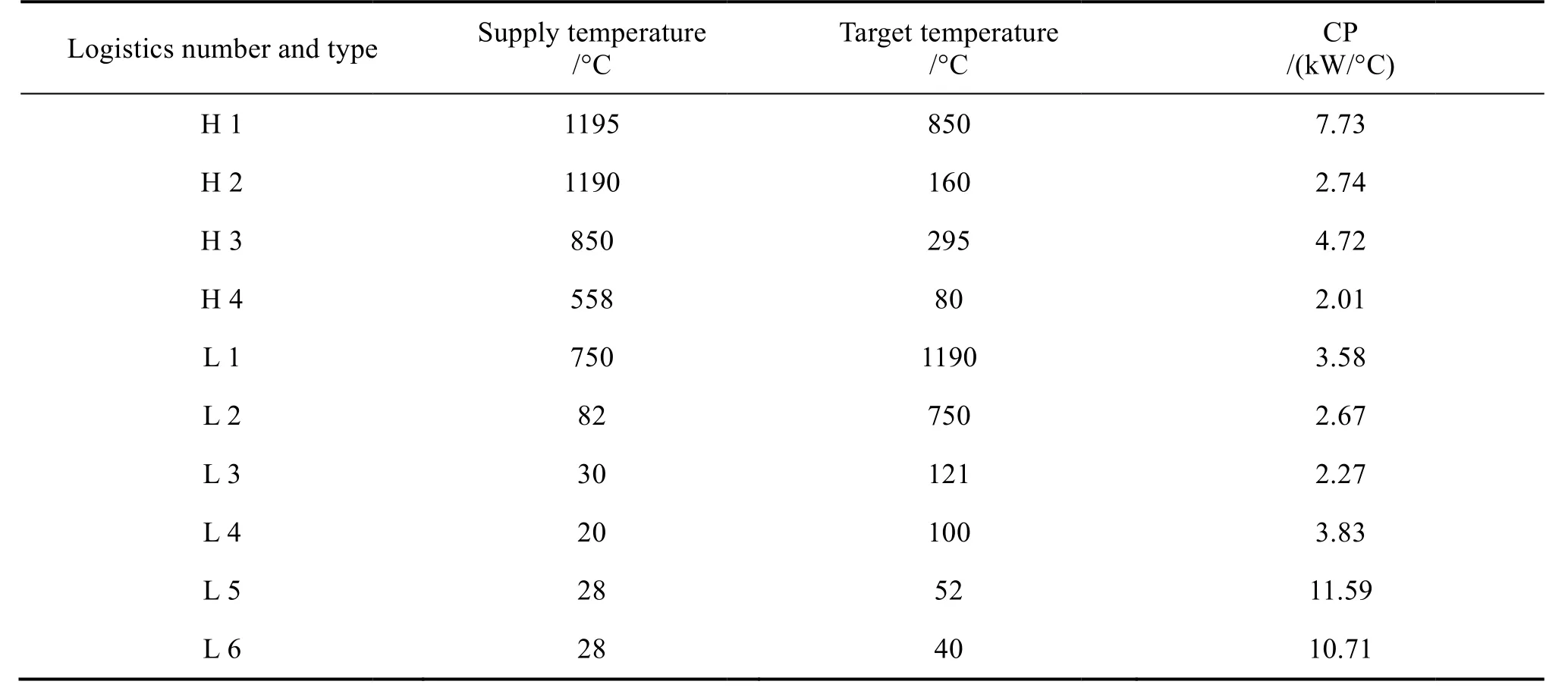
表1 流股參數Tab.1 Paramett ers of the currennt stocks
圖2 換熱網絡絡溫差和總費用用Fig.2 Tempperature differennce and total cost of the heat exchangeer network
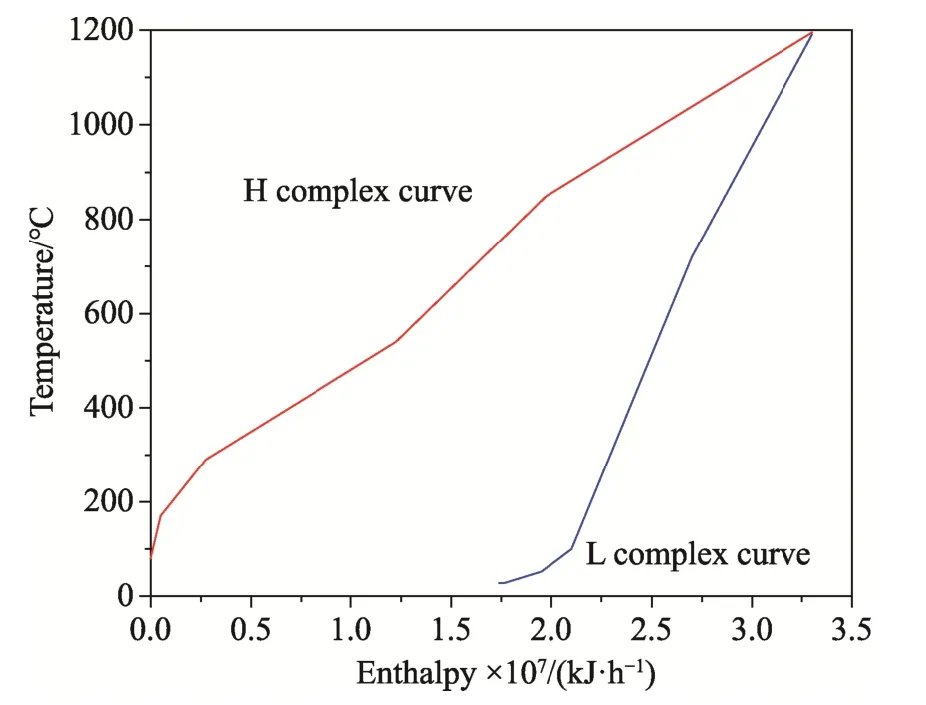
圖3 換熱網絡復合合曲線Figg.3 Composite curve of the heatt exchanger netwwork

圖4 換熱網絡絡夾點溫度及夾夾點溫差Fig.4 Pinn ch temperaturee and pinch temmperature differeence of the heatt transfer netwoork
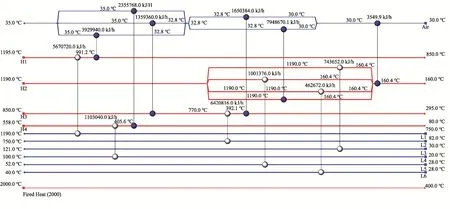
圖5 已有換熱網絡網格Fig.5 Previous heat transfer network grid
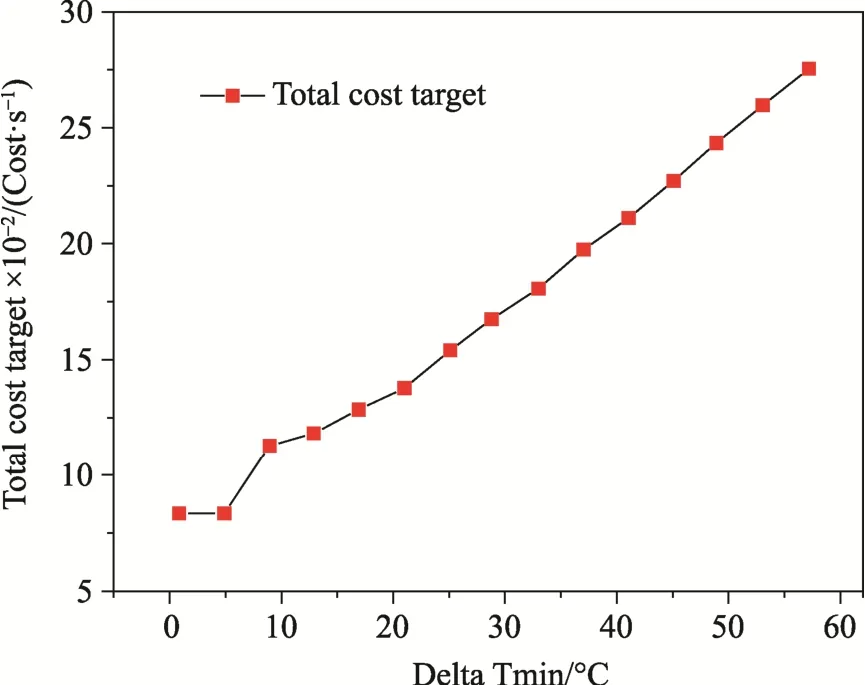
圖6 換熱網絡溫差和總費用Fig.6 Temperature difference and total cost of heat exchanger network
2.2 節能優化方案分析
通過對陶瓷生產過程已有的能量匹配方案進一步分析,選取更為精準的夾點溫度為5 °C,并在此基礎上進一步通過利用能量分析模塊Aspen Energy Analyzer 對物流匹配重新優化設計。由圖8可知當設置的最小溫差(DTmin)為5 °C,此時,熱夾點溫度為1195 °C,而冷夾點溫度為1190 °C;而換熱網絡溫差和總費用曲線如圖6 所示,最小換熱溫差位于曲線較低拐點處。
冷夾點溫度為1190 °C 與冷流股最高溫度相等,此時輸入進的熱流最高溫度正好等于熱夾點溫度。這表明,現在所分析換熱網絡沒有夾點溫度,閾值問題是夾點問題的一種特殊情況。此時,換熱網絡復合曲線如圖7 所示,冷熱物流復合曲線更加接近,冷物流所需熱量完全由熱流提供,系統無須額外的熱流提供能量。

圖7 換熱網絡復合曲線Fig.7 Composite curves of the heat transfer network
經過重新設置最小溫差,并在此基礎上進行換熱網絡的優化設計,得到的結果如圖9。
由圖9 可以得出,優化后的換熱網絡,實際工程是干燥窯出口熱煙氣與進入噴霧干燥前的泥漿之間進行換熱,利用熱煙氣的能量對泥漿進行加熱,使泥漿在進入噴霧干燥塔之前預熱。通過換熱網絡分析可得,窯尾煙氣所含能量遠大于干燥窯中坯體所需,因此,將窯尾煙氣與泥漿進行換熱,減少了噴霧干燥塔中的熱煙氣需求量,從而達到節能目的。
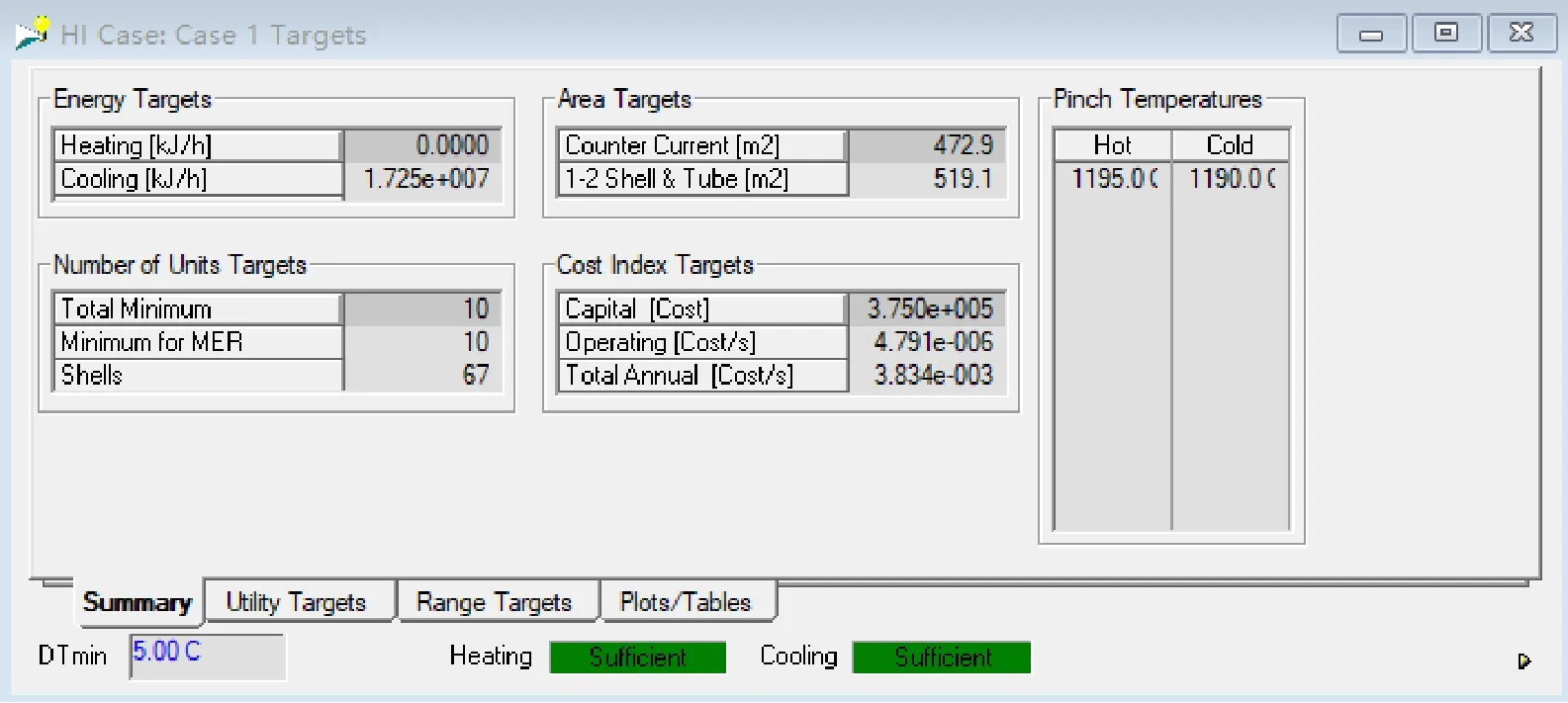
圖8 換熱網絡夾點溫度及夾點溫差Fig.8 Pinch temperature and pinch temperature difference of the heat transfer network
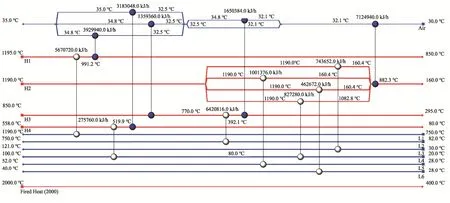
圖9 優化后的換熱網絡網格圖Fig.9 Composite curve of the heat transfer network after optimization
3 結 論
(1) 針對某建筑陶瓷廠生產實際,對已有陶瓷生產過程主要物流換熱網絡分析,得到了燒成輥道窯燃料燃燒所釋放的能量經過與坯體等進行熱交換,實際需要公用工程為6.94×106kJ/h。噴霧干燥塔系統,燃料燃燒產生的熱煙氣與配比的空氣經過管道進入塔內完成混合傳熱,經過與噴淋進入的泥漿換熱后,實際需要公用工程為 2.36×106kJ/h 。
(2) 對生產過程進行優化分析,利用干燥窯尾氣出口熱煙氣對泥漿進行加熱,熱煙氣與中轉池出口泥漿進行換熱,加熱泥漿。根據能量守恒原理,泥漿預加熱的能量可合算成能量輸入。利用熱煙氣的能量對泥漿進行加熱,使泥漿在進入噴霧干燥塔之間預熱到80 °C,優化后可節約公用工程為 8.27×105kJ/h,每小時可節約天然氣量為25.08 m3,節能效率為3.0%。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
物流技術與應用(2020年11期)2020-03-11 03:11:36
山東冶金(2019年2期)2019-05-11 09:12:16
汽車觀察(2018年12期)2018-12-26 01:05:44
測控技術(2018年2期)2018-12-09 09:00:52
消費導刊(2018年8期)2018-05-25 13:20:16
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
現代企業(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
