SiCp/AZ91 復(fù)合材料大口徑管材的熱擠壓成形研究
2020-09-29 02:16:50董成材周海濤李雪健王曉軍吳昆
精密成形工程 2020年5期
董成材,周海濤,李雪健,王曉軍,吳昆
(1.哈爾濱工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,哈爾濱 150001;2.上海航天精密機(jī)械研究所,上海 201600)
鎂基復(fù)合材料繼承了基體鎂合金密度小等天然優(yōu)勢,并克服了鎂合金剛度低的先天不足,具有高比強(qiáng)度和比剛度,彈性模量可達(dá)100 GPa,約為基體鎂合金彈性模量的2.5 倍,在航空航天等輕量化領(lǐng)域具有重要的應(yīng)用前景[1—3]。由于其工藝簡單、成本低和易于制備大尺寸鑄錠,攪拌鑄造技術(shù)成為目前最具商業(yè)化應(yīng)用前景的鎂基復(fù)合材料制備工藝[4—5]。鎂基復(fù)合材料中高含量增強(qiáng)體的加入導(dǎo)致其塑性較差,導(dǎo)致鎂基復(fù)合材料的成形加工很困難,這種問題成為一個國際性難題,嚴(yán)重限制了鎂基復(fù)合材料的發(fā)展與應(yīng)用[6—7]。在航天等輕量化領(lǐng)域需要鎂基復(fù)合材料大口徑的鎂基復(fù)合材料管材。熱擠壓是目前金屬管材中比較通用的方法,但是國內(nèi)外尚未見鎂基復(fù)合材料大口徑擠壓管材擠壓加工方面的相關(guān)報道,因此,文中利用攪拌鑄造法制備了SiCp/AZ91 復(fù)合材料大尺寸鑄錠,然后開展大口徑鎂基復(fù)合材料管材的熱擠壓成形研究,并對復(fù)合材料管材的顯微組織和力學(xué)性能進(jìn)行研究。
1 研究方案與試驗方法
1.1 SiCp/AZ91 復(fù)合材料百公斤級大尺寸鑄錠
SiCp/AZ91 復(fù)合材料百公斤級大尺寸鑄錠在哈爾濱工業(yè)大學(xué)自制的攪拌鑄造設(shè)備上進(jìn)行,具體工藝為:在700 ℃下將AZ91 鎂合金放入坩堝中熔化后,調(diào)節(jié)爐溫至590 ℃并保溫30 min,使鎂熔體進(jìn)入半固態(tài)區(qū)間。扒渣后安裝攪拌槳,然后開動攪拌機(jī),在熔體表面產(chǎn)生合適的渦流后,有序加入預(yù)熱到600 ℃的SiCp。半固態(tài)溫度下攪拌一定時間,再升溫到720 ℃低速攪拌和除氣,然后吊出坩鍋,在坩鍋中直接進(jìn)行壓力下凝固,以便減少縮孔。鎂基復(fù)合材料大尺寸鑄錠的尺寸為直徑350 mm,高度500 mm,如圖1 所示。
圖1 SiCp/AZ91 復(fù)合材料百公斤級大尺寸鑄錠宏觀照片F(xiàn)ig.1 Large size ingot of SiCp/AZ91 composite (>100 kg)
1.2 SiCp/AZ91 復(fù)合材料熱擠壓成形
大尺寸SiCp/AZ91 復(fù)合材料鑄錠經(jīng)過固溶處理后加工成環(huán)狀坯料(固溶處理工藝為380 ℃進(jìn)行保溫處理2 h,然后再415 ℃下保溫24 h),隨后在3500 t雙動臥式擠壓機(jī)上進(jìn)行正擠壓。擠壓的溫度設(shè)定為350~450 ℃,擠壓速度設(shè)置為1~10 mm/s、擠壓比分別為10∶1 和2.8∶1。擠壓時需要將固溶處理后鑄錠在預(yù)定溫度下保溫3 h。擠壓過程中,在擠壓模具和套筒內(nèi)部均勻涂覆高溫石墨油性潤滑劑,從而減小摩擦阻力。
1.3 顯微組織和力學(xué)性能分析
復(fù)合材料試樣經(jīng)研磨拋光后進(jìn)行腐蝕,然后觀察光學(xué)顯微組織(OM),腐蝕劑配比為:苦味酸11 g +蒸餾水20 mL+酒精180 mL+乙酸10 mL,腐蝕時間為50~120 s。采用Olympus D11 型光學(xué)顯微鏡進(jìn)行光學(xué)顯微組織分析。采用 Hitachi S-3000N 掃描電鏡(SEM)對SiCp/AZ91 復(fù)合材料擠壓過程的微觀組織、SiC 顆粒分布情況及斷口形貌進(jìn)行觀察。
沿著擠壓方向取樣,在Instron1186 萬能試驗機(jī)以0.5 mm/min 速度對復(fù)合材料管材的室溫拉伸力學(xué)性能進(jìn)行測試。
2 結(jié)果與分析
2.1 SiCp/AZ91 復(fù)合材料管材擠壓工藝優(yōu)化研究
圖2 展示了在10∶1 擠壓比下,以不同的加工工藝制備的SiCp/AZ91 復(fù)合材料管材的表面形貌照片。由圖2a 可見,擠壓溫度為400 ℃時復(fù)合材料管材表面光滑,可是隨著擠壓速度調(diào)整到10 mm/s 時,其表面出現(xiàn)了十分明顯的周期性裂紋,如圖2b—d 所示。謝等[8]研究發(fā)現(xiàn),擠壓過程的周期性裂紋與材料的受力和流動情況有很大關(guān)系。在管材擠壓成形過程中,管材內(nèi)壁的材料流動速度大于外層的流動速度,從而使管壁外層的材料承受拉應(yīng)力。當(dāng)這種拉應(yīng)力超過了擠壓材料的實際斷裂強(qiáng)度時,擠壓管材表面將產(chǎn)生向內(nèi)擴(kuò)展的周期性裂紋。隨著擠壓速度的增大,管材出口處復(fù)合材料的溫升效應(yīng)和拉應(yīng)力均增大,使這種拉應(yīng)力更加大于材料的強(qiáng)度。同時,相比與基體合金,復(fù)合材料擠壓過程中,SiC 陶瓷顆粒會加大擠壓模具和坯料之間的摩擦力,導(dǎo)致溫升效應(yīng)更加顯著,因此,擠壓速度越大,SiCp/AZ91 復(fù)合材料管材外表面越容易產(chǎn)生周期性裂紋。要改善這種裂紋除了降低擠壓速度外,還需要進(jìn)一步探索適當(dāng)?shù)臄D壓溫度,在低的擠壓溫度下,材料的斷裂強(qiáng)度相對較大,可能大于所承受的拉應(yīng)力,裂紋可能有效避免;而在高擠壓溫度下,材料的變形抗力較小,能夠有效降低管材出口處的拉應(yīng)力,也可能避免周期性裂紋,因此在復(fù)合材料擠壓過程中存在著最佳的擠壓溫度。為了確定最佳擠壓溫度,在10 mm/s 的擠壓速度下,350 ℃和450 ℃時進(jìn)行了管材的擠壓實驗。如圖2c—d 所示,所得管材的表面質(zhì)量進(jìn)一步惡化,與400 ℃下擠壓的管材相比,350 ℃擠壓的管材表面裂紋已經(jīng)擴(kuò)展到管材內(nèi)部,除此之外,450 ℃擠壓的管材表面出現(xiàn)了明顯的氧化。
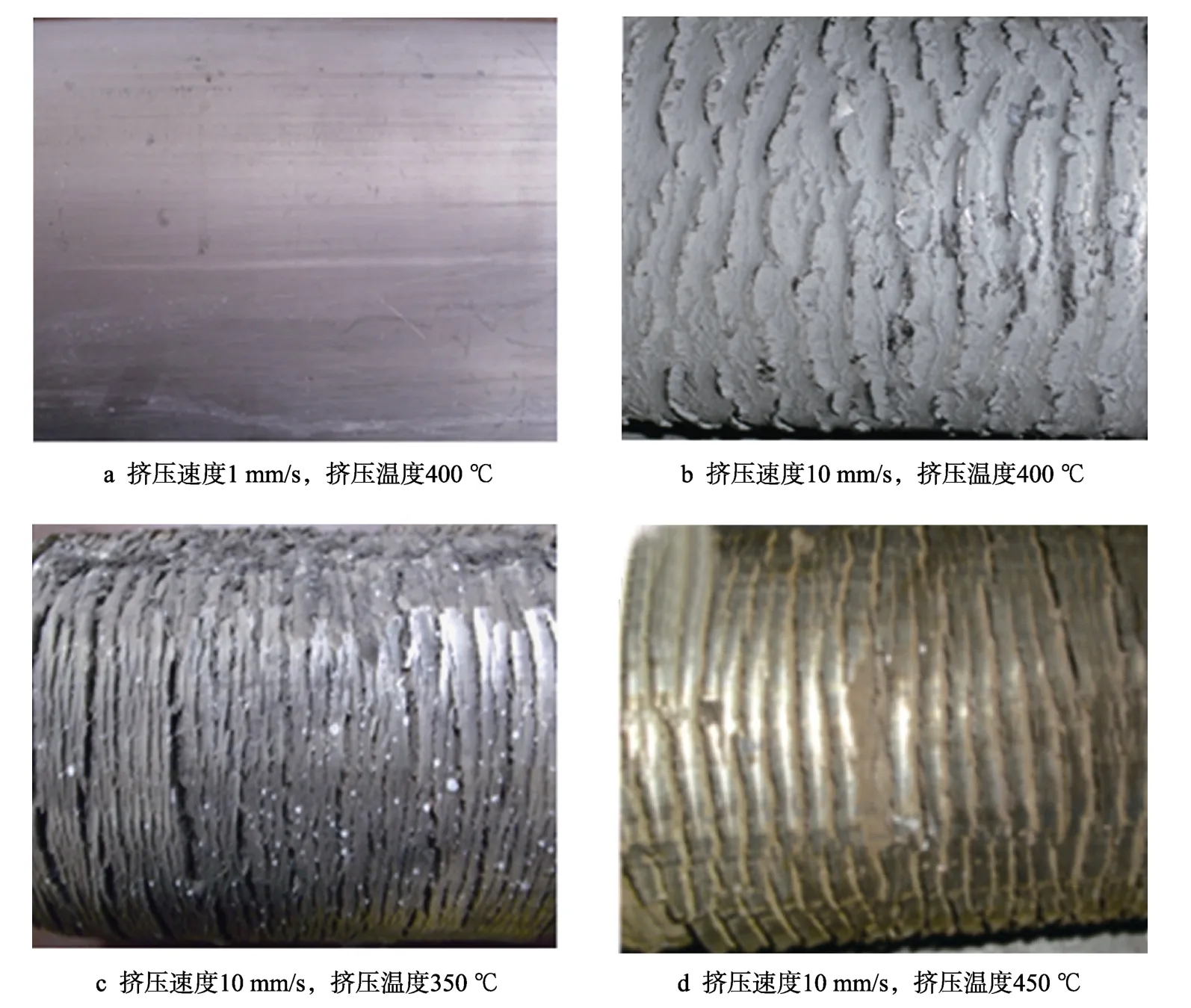
圖2 不同擠壓速度、擠壓溫度下SiCp/AZ91 擠壓管材的表面形貌Fig.2 Surface morphology of SiCp/AZ91 extruded pipes at different extrusion speeds and temperatures
通過上述分析,為了獲得表面質(zhì)量良好的管材,選擇最佳的擠壓工藝為:擠壓溫度400 ℃,擠壓速度1 mm/s,在此種加工工藝下成功制備出兩種尺寸的復(fù)合材料管材,如圖3 所示。
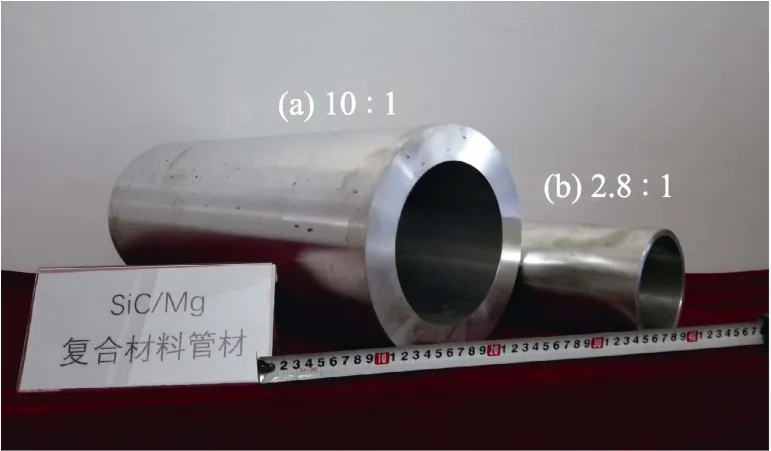
圖3 兩種規(guī)格SiCp/AZ91 擠壓管材的宏觀形貌Fig.3 Macromorphologies of two kinds of SiCp/AZ91 extruded pipes
2.2 SiCp/AZ91 復(fù)合材料擠壓管材的顯微組織
圖4 為SiCp/AZ91 復(fù)合材料鑄態(tài)和不同擠壓比的管材顯微照片。與鑄態(tài)復(fù)合材料相比,擠壓態(tài)復(fù)合材料顆粒得到明顯改善,顆粒分布更加均勻,未見明顯的顆粒偏聚區(qū)域。在擠壓過程中,復(fù)合材料中的基體合金將發(fā)生塑性變形,而顆粒聚集區(qū)的塑性較差,從而發(fā)生變形和破碎,使變形的基體合金會填充到顆粒偏聚區(qū)域內(nèi),從而有效改善了顆粒分布[9]。
對比圖4a—c 可見,復(fù)合材料擠壓后基體鎂合金的晶粒尺寸比鑄態(tài)復(fù)合材料明顯細(xì)化,且擠壓比越大獲得的晶粒尺寸更加細(xì)小。在大擠壓比下,材料的變形量大,從而使基體鎂合金的再結(jié)晶驅(qū)動力變大,再結(jié)晶晶粒的形核率變多,同時顆粒對基體再結(jié)晶晶粒的生長具有明顯的阻礙作用,綜合這些作用導(dǎo)致晶粒更加細(xì)小[10]。另外,在大擠壓比下顆粒分布的均勻性明顯提高,有利于再結(jié)晶的均勻形核,同時SiC 顆粒有促進(jìn)再結(jié)晶形核的作用[11],顆粒分布均勻性的提高,使貧顆粒區(qū)域減小,阻止再結(jié)晶晶粒長大的趨勢更加明顯。
圖5 展示了擠壓比為10∶1 工藝下復(fù)合材料管材在成形過程中顆粒的斷裂情況。由圖5 中圓圈處標(biāo)記可見,復(fù)合材料在擠壓過程中有一部分顆粒發(fā)生了明顯的斷裂,但是在擠壓比為2.8∶1 管材中并沒有明顯觀察到這種現(xiàn)象,可見,微米級碳化硅顆粒在大擠壓比下容易發(fā)生斷裂。這是因為在大的擠壓比下,基體鎂合金承受更大的應(yīng)力,同時鎂合金的流動速度也會變大,陶瓷顆粒隨鎂合金流動變得更加困難,這些共同作用導(dǎo)致在擠壓過程中顆粒容易受到損傷。顆粒在擠壓過程中的斷裂行為對復(fù)合材料的力學(xué)性能有重要影響。
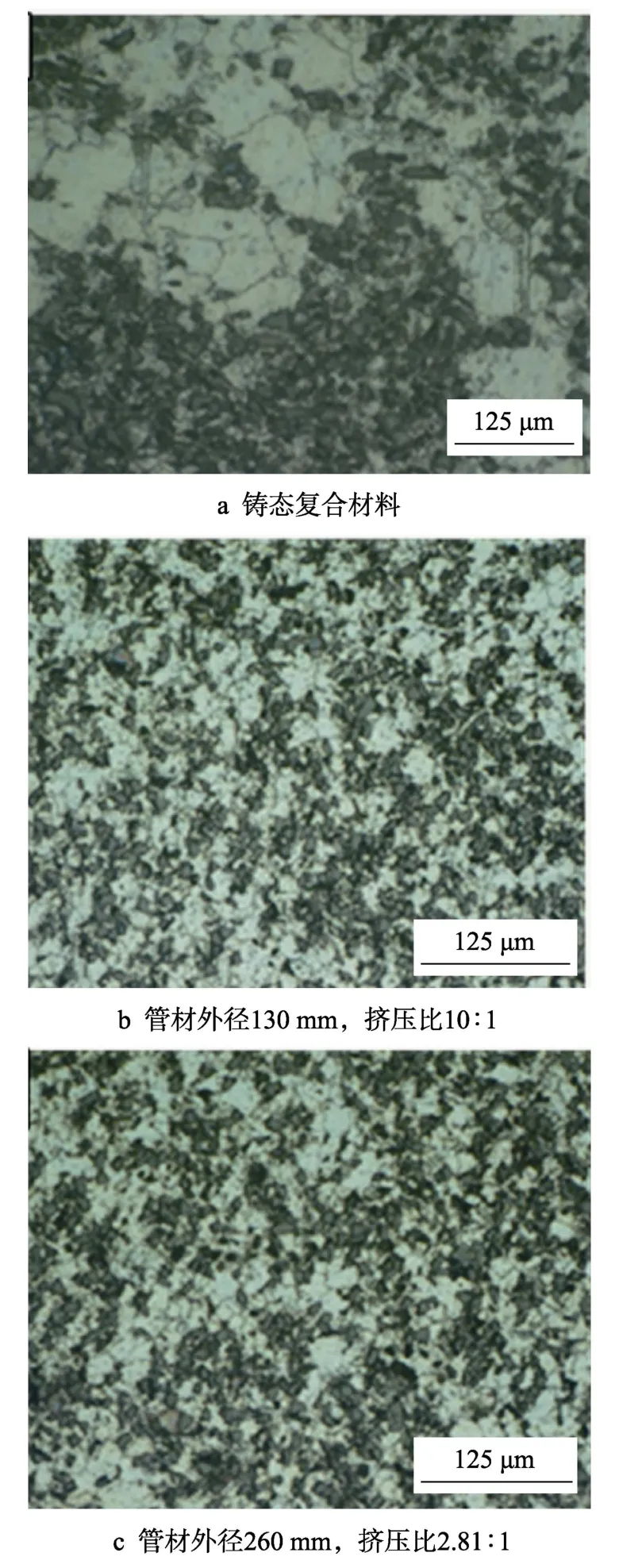
圖4 SiCp/AZ91 光學(xué)顯微組織照片F(xiàn)ig.4 Optical microstructure of SiCp/AZ91 composites
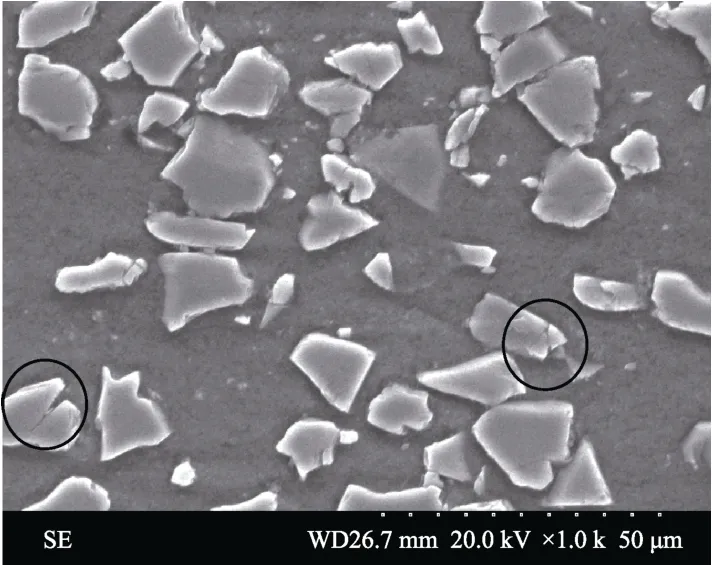
圖5 擠壓比10∶1 的SiCp/AZ91 擠壓管材的SEM 照片(平行于擠壓方向)Fig.5 SEM image of SiCp/AZ91 extruded pipes with extrusion ratio of 10∶1 (parallel to extrusion direction)
2.3 SiCp/AZ91 復(fù)合材料擠壓管材的力學(xué)性能
圖6 是SiCp/AZ91 鑄態(tài)復(fù)合材料和不同擠壓比的擠壓管材的拉伸過程的工程應(yīng)力-應(yīng)變曲線。可見隨著復(fù)合材料擠壓比的增大,復(fù)合材料的屈服強(qiáng)度、抗拉強(qiáng)度和伸長率同時得到提升。擠壓比為10∶1 的SiCp/AZ91 擠壓管材的彈性模量達(dá)到72 GPa,屈服強(qiáng)度為302 MPa,抗拉強(qiáng)度為356 MPa,伸長率為1.2%。由2.2 節(jié)可知,擠壓管材中晶粒更加細(xì)小,因此屈服強(qiáng)度顯著提高。
熱擠壓管材的抗拉強(qiáng)度和伸長率的提高主要是因為顆粒分布均勻和界面結(jié)合的改善。陶瓷顆粒與鎂基體之間的界面結(jié)合強(qiáng)度對復(fù)合材料力學(xué)性能有至關(guān)重要的影響。研究表明,SiC 顆粒與基體的界面結(jié)合較弱,嚴(yán)重抑制了攪拌鑄造SiC/AZ91 復(fù)合材料的力學(xué)性能,在拉伸過程中的界面脫粘是最主要的裂紋萌生方式,另外顆粒分布的不均勻進(jìn)一步加劇了這種脫粘現(xiàn)象[12]。如圖7 所示,鑄態(tài)SiCp/AZ91 復(fù)合材料斷口上能夠明顯觀察到由于界面脫粘而暴露出來的顆粒或者脫粘坑,這些脫粘坑表面干凈、平滑且基體中沒有發(fā)現(xiàn)韌窩,表明鑄態(tài)復(fù)合材料中顆粒與界面結(jié)合情況較差,復(fù)合材料在拉伸過程中載荷未能在基體與顆粒之間有效傳遞。相比之下,擠壓管材的拉伸斷口表面的基體中出現(xiàn)了較多的韌窩,并且擠壓比越大,復(fù)合材料的韌窩越多越深。這些均說明在擠壓管材中斷裂前鎂合金基體發(fā)生了相對較大的塑性變形,表明界面結(jié)合強(qiáng)度較好。隨著擠壓比的增大,基體在拉伸過程中的塑性變形量越大,材料的拉伸強(qiáng)度和伸長率越大。另外,材料在熱擠壓過程中將處于三向壓應(yīng)力狀態(tài),并且在較高變形溫度下,能夠有效消除顆粒與基體之間在凝固時產(chǎn)生的微孔,進(jìn)而有效增加顆粒與基體之間的界面結(jié)合強(qiáng)度[13—14]。同時擠壓改善了顆粒分布,不僅緩解了界面處的應(yīng)力集中,消除了顆粒偏聚對界面脫粘的加劇作用[15—16]。上述各種因素的綜合作用,使復(fù)合材料擠壓管材抗拉強(qiáng)度和伸長率有明顯提升,且擠壓比越大,提升幅度越大。
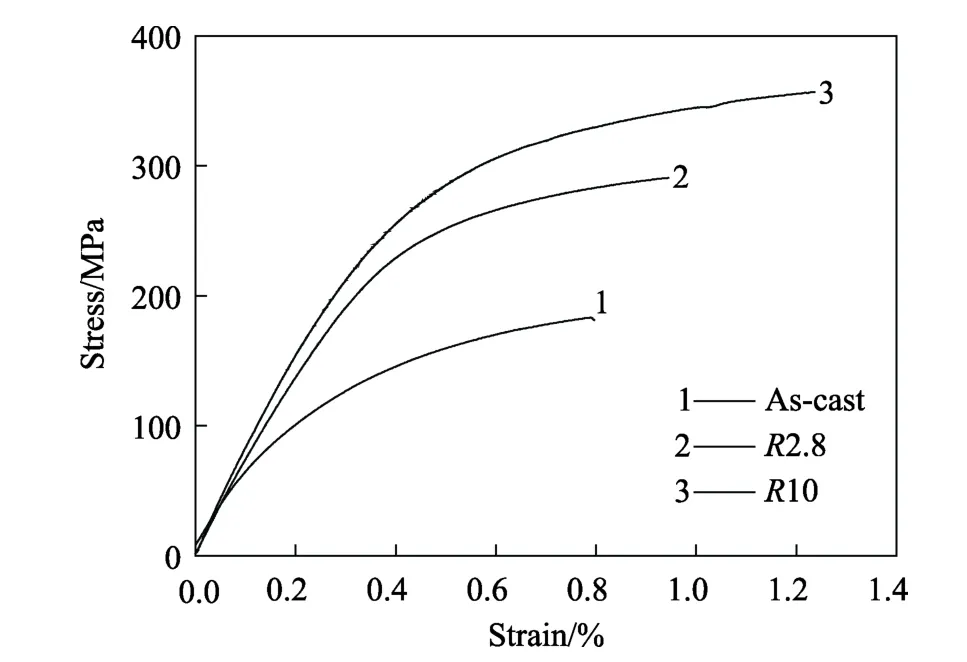
圖6 SiCp/AZ91 復(fù)合材料鑄態(tài)和擠壓管材的拉伸過程的工程應(yīng)力-應(yīng)變曲線Fig.6 Engineering tensile stress-strain curve of as cast and extruded pipes of SiCp/AZ91 composites
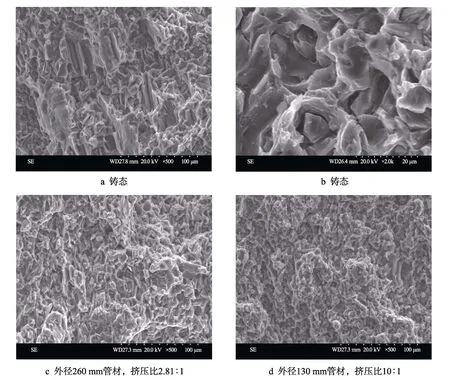
圖7 SiCp/AZ91 復(fù)合材料拉伸斷口形貌Fig.7 Tensile fracture appearance of SiCp/AZ91 composites
3 結(jié)語
通過攪拌鑄造技術(shù)制備出了SiCp/AZ91 復(fù)合材料的百公斤級大尺寸鑄錠,并采用3500 t 雙動擠壓機(jī)成功擠壓出兩種規(guī)格的大口徑SiCp/AZ91 復(fù)合材料管材,獲得最佳熱擠壓工藝區(qū)間為:擠壓溫度為400 ℃,擠壓速度為1 mm/s。上述研究填補(bǔ)了國內(nèi)鎂基復(fù)合材料大尺寸管材的制備加工技術(shù)研究空白,將為航空航天等領(lǐng)域?qū)p質(zhì)高模量鎂基復(fù)合材料的構(gòu)建制備提供技術(shù)支撐。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
