鎂鋁合金材料在汽車方向盤中的應(yīng)用研究
2020-10-21 04:21:06孫劍平
汽車世界·車輛工程技術(shù)(下) 2020年2期
摘 要:隨著人們節(jié)能環(huán)保意識(shí)的提高,汽車設(shè)計(jì)逐步傾向輕量化,其中鎂鋁合金材料在汽車零件輕量化的設(shè)計(jì)中得到廣泛應(yīng)用。本文介紹了鎂鋁合金的性能和特點(diǎn),鎂鋁合金的物理性能特點(diǎn)符合方向盤的性能需求,要將鎂鋁合金材料應(yīng)用到方向盤結(jié)構(gòu)中去,就必須從方向盤骨架結(jié)構(gòu)設(shè)計(jì)和骨架成型工藝兩個(gè)方面來(lái)考慮,骨架結(jié)構(gòu)的設(shè)計(jì)應(yīng)該同時(shí)滿足方向盤的強(qiáng)度要求和鎂鋁合金壓鑄成型的要求,所以鎂鋁合金要在方向盤中應(yīng)用就必須合理設(shè)計(jì)骨架結(jié)構(gòu)和提供相應(yīng)的壓鑄成型條件參數(shù),鎂鋁合金材料特性的研究工作有利于對(duì)方向盤輕量化設(shè)計(jì)工作的進(jìn)一步深入研究。
關(guān)鍵詞:鎂鋁合金材料;結(jié)構(gòu);性能;工藝;應(yīng)用
0 引言
汽車的輕量化對(duì)于環(huán)保和節(jié)能尤為重要,有試驗(yàn)證明,汽車重量降低1%,油耗可降低0.7%,使用輕質(zhì)材料是降低汽車重量的重要途徑,因此方向盤骨架采用鎂鋁合金材料以代替原來(lái)的鋼結(jié)構(gòu)骨架,可以在保證方向盤安全性能的前提下大大降低方向盤的重量,為汽車的輕量化設(shè)計(jì)做出應(yīng)有的貢獻(xiàn),因此大力推廣鎂鋁合金在方向盤的應(yīng)用非常必要。
鎂合金材料是在純鎂的基礎(chǔ)上添加其他元素組成的合金,添加的元素有鋁、鋅、錳和稀土等,鎂和鎂合金具有很多良好的物性和機(jī)械特性:
(1)密度小。純鎂的密度很小,大概是鋁的2/3,鐵的1/4,它幾乎是實(shí)用金屬中最輕的金屬。相對(duì)以往的鋁合金骨架和鋼板焊接的骨架,同樣一個(gè)骨架重量分別可以減少400g和2000g左右,這個(gè)對(duì)于那些要求方向盤轉(zhuǎn)動(dòng)慣量小于30gm2的車型有很大幫助;
(2)比強(qiáng)度和比剛度大。鎂合金的比強(qiáng)度高于鋁合金;比重上的剛性鎂合金也是比較優(yōu)異,可以滿足整車碰撞中對(duì)方向盤剛度的要求,這點(diǎn)也有利于保證固有頻率大于60Hz,降低方向盤由于共振而產(chǎn)生抖動(dòng)的可能性;
(3)機(jī)械加工性能和熱成型性能都比較優(yōu)異;
(4)鑄造性能優(yōu)良,由于鎂合金具有良好的壓鑄成型性能,因此骨架的結(jié)構(gòu)可以設(shè)計(jì)的空間更大,以往鋁合金和鐵骨架的輪緣是環(huán)形的鋼圓框骨,在PU發(fā)泡前要針對(duì)輪緣部位進(jìn)行浸膠處理,目的是防止使用方向盤過(guò)程中握把產(chǎn)生轉(zhuǎn)動(dòng),可將鎂骨架輪緣設(shè)計(jì)為U型截面的結(jié)構(gòu),肉厚基本在4mm左右,利用U型的凹槽卡住PU防止轉(zhuǎn)動(dòng),這樣發(fā)泡前可以不用浸膠處理,既減少了浸膠工藝,同時(shí)也有環(huán)保和降低成本的作用;
(5)阻尼性能優(yōu)良,鎂合金之比阻尼容量大于鋁合金和鋅合金,鎂合金的延伸率優(yōu)于鋁合金,吸收沖擊能量的性能更佳,能夠承受較大的沖擊,另外鎂合金對(duì)于震動(dòng)能量的吸收也比較優(yōu)異,可以減小方向盤抖動(dòng)得風(fēng)險(xiǎn),良好的吸能和減震特性,有利于滿足法規(guī)要求的人體沖擊試驗(yàn)中沖擊力小于11123N的要求,減少了駕駛員在發(fā)生碰撞中承受的沖擊力,從而能夠更好地保護(hù)人身安全;
(6)良好的回收利用特性,方向盤骨架一般使用的材料是AM50A、AM60B(USASTM),一般可以將廢棄的壓鑄邊角料和廢棄的骨架,通過(guò)原材料供應(yīng)商回收后,再進(jìn)行再融化變成鎂錠,在成本和環(huán)保方面比一般的塑料材料都有優(yōu)勢(shì)。
1 鎂鋁合金材料骨架結(jié)構(gòu)設(shè)計(jì)
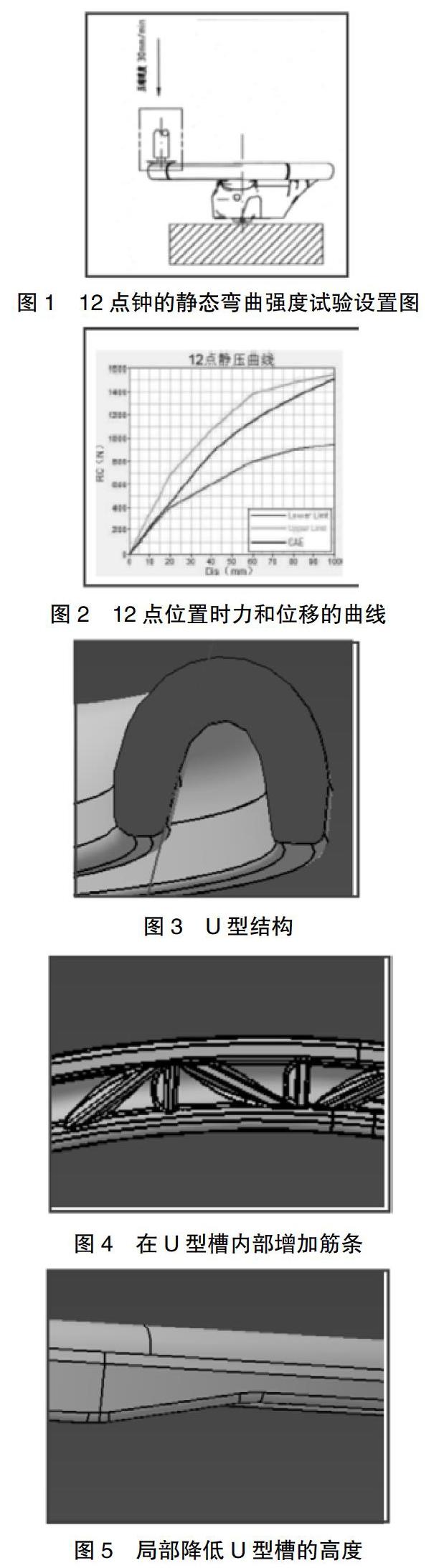
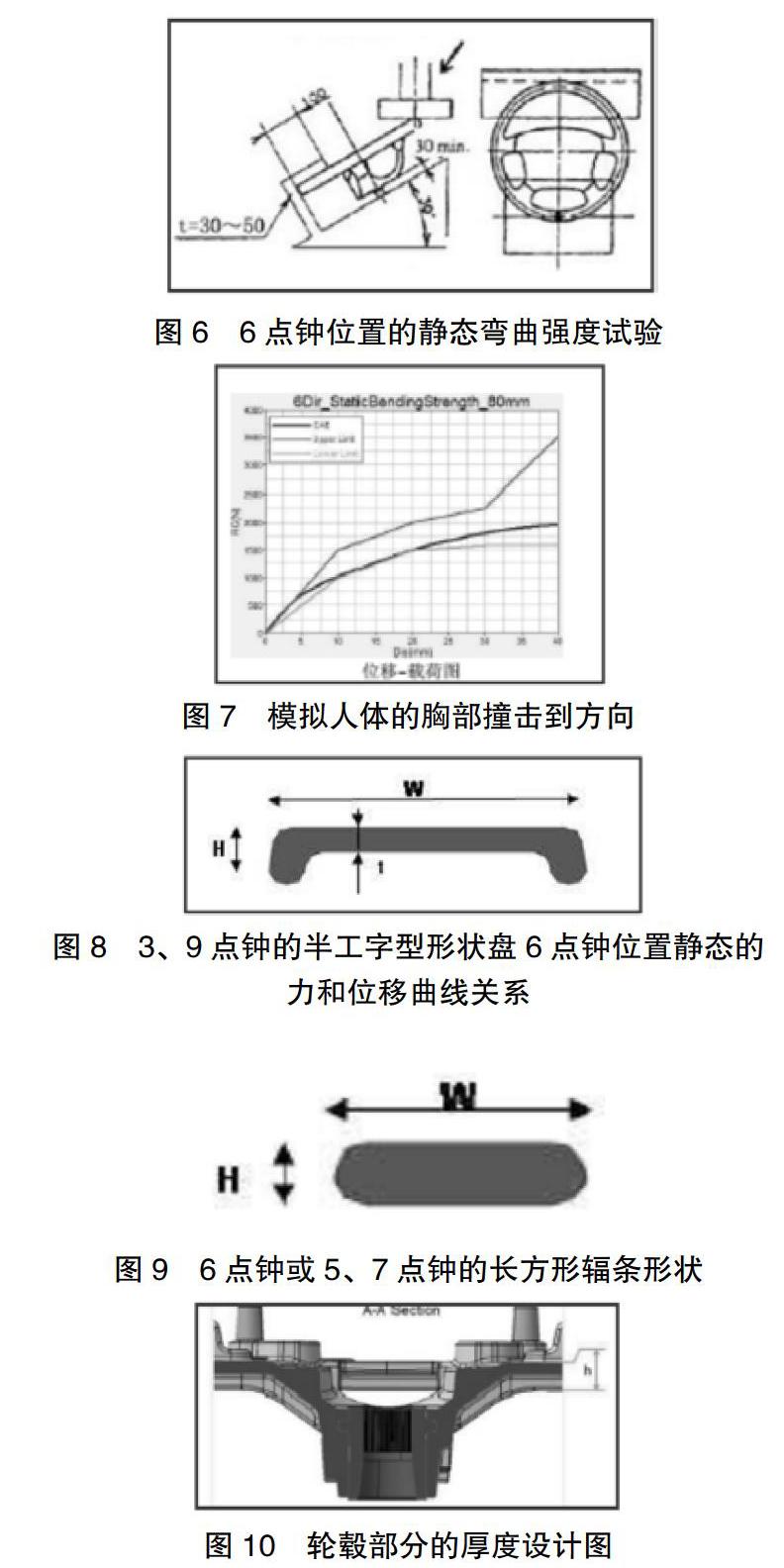
骨架結(jié)構(gòu)設(shè)計(jì)是否合理與汽車發(fā)生碰撞后方向盤對(duì)人體的傷害程度具有很大的相關(guān)性,合理的骨架結(jié)構(gòu)必須滿足汽車對(duì)方向盤強(qiáng)度的要求和骨架壓鑄可行性的要求,方向盤強(qiáng)度要求一般是從靜態(tài)強(qiáng)度和動(dòng)態(tài)強(qiáng)度兩方面去驗(yàn)證,靜態(tài)的試驗(yàn)一般有方向盤12點(diǎn)鐘位置的靜態(tài)彎曲強(qiáng)度試驗(yàn)、6點(diǎn)鐘位置的靜態(tài)彎曲強(qiáng)度試驗(yàn)、靜態(tài)扭轉(zhuǎn)強(qiáng)度試驗(yàn)等;動(dòng)態(tài)試驗(yàn)一般有人體沖擊試驗(yàn)和頭部沖擊試驗(yàn);因此在做方向盤骨架結(jié)構(gòu)設(shè)計(jì)的時(shí)候要考慮是否可以滿足試驗(yàn)的要求:比如12點(diǎn)鐘的靜態(tài)彎曲強(qiáng)度試驗(yàn)(見試驗(yàn)設(shè)置圖1),試驗(yàn)主要模擬乘員頭部撞擊在輪緣12點(diǎn)最弱的位置時(shí)靜態(tài)的力和位移的關(guān)系、目的是保證12點(diǎn)位置的強(qiáng)度設(shè)計(jì)必須滿足人體頭部撞擊12點(diǎn)位置時(shí)受傷指數(shù)最低、這就要求力和位移的曲線在一個(gè)合理的范圍內(nèi)(見曲線圖2)另外還要滿足:250N時(shí)的永久變形≤0.5mm;350N時(shí)的永久變形量≤1mm;490N時(shí)永久變形量≤5mm;980N時(shí)無(wú)裂紋或破壞,因此一般輪緣的結(jié)構(gòu)設(shè)計(jì)成U型的結(jié)構(gòu)(見圖3),厚度4mm,為了節(jié)省開發(fā)周期和降低成本、要先做仿真分析、根據(jù)仿真模擬試驗(yàn)的結(jié)果,再對(duì)輪緣結(jié)構(gòu)進(jìn)行調(diào)整,調(diào)整的方式基本有兩種:第一,如果強(qiáng)度太弱可以在U型槽內(nèi)部增加筋條(見圖4)來(lái)增加剛性;第二,如果強(qiáng)度太強(qiáng)可以局部降低U型槽的高度(見圖5),但是如果輪緣太弱也可以局部增加U型槽的高度,不過(guò)這時(shí)要考慮保證PU至少有5mm的厚度,正是因?yàn)殒V合金良好的壓鑄性能的特點(diǎn),才給骨架結(jié)構(gòu)的設(shè)計(jì)更大的空間,滿足各主機(jī)廠對(duì)方向盤標(biāo)準(zhǔn)差異的要求,鋼結(jié)構(gòu)的骨架輪緣是由φ14的圓管彎成圓環(huán)而成的,對(duì)于強(qiáng)度的調(diào)整就比較局限;6點(diǎn)鐘位置的靜態(tài)彎曲強(qiáng)度試驗(yàn)(見試驗(yàn)設(shè)置圖6)、此位置主要是模擬人體的胸部撞擊到方向盤6點(diǎn)鐘位置靜態(tài)的力和位移曲線關(guān)系、為了保證人體胸部撞擊方向盤后受傷指數(shù)最低、這里力和位移的曲線也要在一個(gè)合理的范圍內(nèi)(見曲線圖7)、6點(diǎn)鐘位置的強(qiáng)度主要是受3、9點(diǎn)鐘的輻條和6點(diǎn)鐘輻條強(qiáng)度的影響、根據(jù)客戶提供的方向盤A面的造型、一般骨架設(shè)計(jì)有2輻條、3輻條、4輻條的結(jié)構(gòu)。3、9點(diǎn)鐘的輻條形狀一般設(shè)計(jì)為半工字型的形狀(見圖8),對(duì)于W的設(shè)計(jì)值:2輻條一般設(shè)計(jì)為36mm左右,3輻條和4輻條一般設(shè)計(jì)25mm左右,H值一般設(shè)計(jì)為8mm~10mm之間,T一般設(shè)計(jì)為3.5~6mm;6點(diǎn)鐘或5、7點(diǎn)鐘輻條的形狀一般設(shè)計(jì)為長(zhǎng)方形(見圖9),W一般要求大于10mm、T一般設(shè)計(jì)為3.5~6mm;為了滿足力和位移曲線的要求,可以根據(jù)仿真分析的結(jié)果對(duì)輻條的結(jié)構(gòu)進(jìn)行調(diào)整,調(diào)整目的除了要滿足力和位移曲線要求外,還要充分考慮壓鑄模具的可行性和骨架與周邊零件裝配關(guān)系;靜態(tài)扭轉(zhuǎn)試驗(yàn)的效果也是主要受3、9點(diǎn)鐘輻條和6點(diǎn)鐘輻條的結(jié)構(gòu)影響,所以在調(diào)整6點(diǎn)鐘靜態(tài)彎曲試驗(yàn)的同時(shí)要考慮一下對(duì)靜態(tài)扭轉(zhuǎn)強(qiáng)度的影響,但是骨架輪轂部分結(jié)構(gòu)的形狀也會(huì)影響靜態(tài)彎曲試驗(yàn)的結(jié)果,為了保證輪轂部分的強(qiáng)度,一般將輪轂部分的厚度設(shè)計(jì)為10mm(見圖10),另外扭轉(zhuǎn)強(qiáng)度主要還受花鍵部位強(qiáng)度的影響,如果輻條的強(qiáng)度足夠但是花鍵部位的強(qiáng)度不夠也會(huì)影響靜態(tài)扭轉(zhuǎn)強(qiáng)度的結(jié)構(gòu),所以花鍵部位的結(jié)構(gòu)設(shè)計(jì)尤為重要,花鍵部位設(shè)計(jì)一般有兩種形式:第一,單獨(dú)設(shè)計(jì)一個(gè)鋼結(jié)構(gòu)的花鍵套,在骨架壓鑄前將花鍵套鑲嵌在模具輪轂部分,壓鑄完花鍵被包覆在骨架輪轂中間,然后再對(duì)骨架的花鍵部位進(jìn)行拉削,產(chǎn)生與轉(zhuǎn)向管柱配合的漸開線齒(也有花鍵壓鑄前已經(jīng)鍛造成齒的);第二,取消鋼結(jié)構(gòu)花鍵,直接在輪轂部位壓鑄成型花鍵,壓鑄后花鍵和管柱配合部分的尺寸和原來(lái)鋼結(jié)構(gòu)的花鍵一樣,同樣齒形采用拉削刀具拉削成型,取消鋼結(jié)構(gòu)花鍵好處是,降低了骨架的整體重量,成本上也有所降低,最主要是利用了鎂合金良好的機(jī)械加工性能和良好的比剛度性能,保證骨架花鍵部位齒形的精度同時(shí)滿足靜態(tài)扭轉(zhuǎn)強(qiáng)度的需求;目前第一種方式在市場(chǎng)上用的比較多,第二種主要用在寶馬、奧迪、通用的項(xiàng)目上,隨著國(guó)內(nèi)自主研發(fā)能力的增強(qiáng),現(xiàn)在自主品牌的項(xiàng)目也開始在用第二種方式,比如吉利博瑞,長(zhǎng)城H6等。骨架的輪緣、輪輻、輪轂不是獨(dú)立存在的,輪緣和輪輻連接,輪輻和輪轂連接,在連接的部位應(yīng)該特意增大R角尺寸并使其平滑過(guò)渡,必要時(shí)增加筋條進(jìn)行加強(qiáng),因?yàn)橥囼?yàn)都在連接的部位發(fā)生斷裂,所以設(shè)計(jì)時(shí)要避免連接部位應(yīng)力集中。可見鎂合金的良好的物理特性在方向盤骨架的結(jié)構(gòu)設(shè)計(jì)上得到充分的利用。
2 鎂鋁合金的壓鑄成型工藝設(shè)計(jì)
鎂鋁合金骨架成型采用了冷式壓鑄機(jī)壓鑄成型工藝,壓力鑄造是在高壓作用下,使液態(tài)或半液態(tài)金屬以較高的速度充填鑄型的型腔,并在壓力作用下凝固而獲得鑄件的方法。壓力鑄造要求在短時(shí)間內(nèi)和高壓和高速條件下,將模具的型腔填充滿,從而使鑄件具有自己特征;尺寸精度高;鑄件的強(qiáng)度和表面硬度高。
骨架強(qiáng)度的要求比較高,所以壓鑄的工藝參數(shù)對(duì)于骨架的成型尤為重要,一般骨架采用的鎂合金材料型號(hào)為AM50A和AM60B,骨架壓鑄成型后一般會(huì)對(duì)骨架做落槌試驗(yàn),模擬靜態(tài)6點(diǎn)鐘的彎曲試驗(yàn),快速檢測(cè)骨架強(qiáng)度是否滿足設(shè)計(jì)要求,如果落槌試驗(yàn)有問(wèn)題,會(huì)做骨架的X-RAY試驗(yàn),檢查骨架內(nèi)部是否有缺陷,通過(guò)X-RAY的檢查可以指導(dǎo)工藝人員調(diào)整工藝參數(shù)。
工藝工程師通過(guò)反復(fù)地X-RAY檢測(cè)和調(diào)整壓鑄參數(shù),從而確定了合格骨架的工藝參數(shù),并將其設(shè)定保存在壓鑄機(jī)上,這樣保證產(chǎn)品生產(chǎn)的一致性,同時(shí)保證了骨架性能的一致性。
3 結(jié)論與展望
本文主要闡述了鎂鋁合金材料的物理特性以及如何將其特性應(yīng)用方向盤骨架結(jié)構(gòu)設(shè)計(jì)研究中,以下結(jié)論體現(xiàn)了鎂合金在方向盤中得到充分的應(yīng)用:
(1)利用鎂合金的低密度特性,實(shí)現(xiàn)了方向盤的輕量化和低轉(zhuǎn)動(dòng)慣量設(shè)計(jì);
(2)利用鎂合金的高比剛度特性,提高了方向盤的固有頻率,減少方向盤共振產(chǎn)生抖動(dòng)的可能性;
(3)利用鎂合金良好的機(jī)械加工特性,實(shí)現(xiàn)骨架花鍵一體壓鑄后拉齒成型;
(4)利用鎂合金良好的壓鑄特性,在保證壓鑄工藝可行的前提下,可以充分調(diào)整骨架結(jié)構(gòu)使其滿足方向盤強(qiáng)度的標(biāo)準(zhǔn);
(5)利用鎂合金的良好的比阻尼容量,保證了方向盤在受到人體沖擊的時(shí) 候可以吸收更多的能量,減少人體受傷的風(fēng)險(xiǎn)。
由于鎂合金具備良好的特性及我國(guó)鎂資源儲(chǔ)量世界首位,在汽車零部件的應(yīng)用上具備很大的潛力,它應(yīng)該是汽車工業(yè)最有發(fā)展前途的輕金屬結(jié)構(gòu)材料。
參考文獻(xiàn):
[1]李隆盛.鑄造合金及熔煉[M].機(jī)械工業(yè)出版社,1989.
[2]齊薇.鎂合金的性能與鑄造方法應(yīng)用[J].中國(guó)科技信息,2007(10).
[3]袁序弟.鎂合金在汽車工業(yè)的應(yīng)用前景[J].汽車科技,2002:1-3.
作者簡(jiǎn)介:孫劍平(1981-),男,福建漳州人,本科,初級(jí),研究方向:機(jī)械電子。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20
大眾理財(cái)顧問(wèn)(2016年8期)2016-09-28 13:45:18
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
