超聲波點焊技術及其在鋰電池制造中的研究現狀
2020-10-28 12:09:28倪增磊楊嘉佳李帥王星星葉福興
焊接 2020年5期
關鍵詞:界面
倪增磊,楊嘉佳,李帥,王星星,葉福興
(1. 華北水利水電大學,鄭州 450045; 2. 天津大學,天津 300072)
0 前言
近年來隨著世界環境污染、氣候變暖及全球能源危機的不斷加劇,節能減排、綠色發展等環保問題越來越受到人們的重視[1]。純電動汽車具有無尾氣排放、節能環保、使用成本低等優點,已成為現代汽車工業發展的一個重要方向。動力鋰離子電池組作為純電動汽車的核心部件,其質量和容量決定著純電動汽車的穩定性、供電性能及安全性[2-3]。根據純電動汽車對動力鋰離子電池組功率和容量的要求,動力鋰離子電池組一般由幾百甚至上千個鋰離子電池單體組成[4]。同時,一定數量的電池單體通過串聯和并聯構成一個電池單元,然后電池單元通過匯流條連接進而組成電池組[5-6]。在動力鋰離子電池組裝配制造過程中有大量的焊接接頭,當焊接接頭強度不足時,將造成電池組內部電阻增大,不能有效供電;當焊接過度,導致焊接熱量過大,電池芯和電極蓋將被焊穿,容易造成電解液泄漏和電池組電路短路,同時可能發生燃燒或爆炸,將嚴重影響到使用者的安全。因此,接頭焊接質量對電池組的性能可靠性起著決定性的作用[7-8]。
鋰電池的制造組裝過程包括電池單體內部的連接、電池單體之間的連接、電池單元之間的連接及電池模塊之間的連接[9]。鋰電池內部單體連接主要包括陰/陽極箔與正/負極片之間的連接。鋰電池單體之間的連接主要包括正/負極片與匯流條之間的焊接[10]。鋰電池主要元件主要采用的材料為銅、鎳和鋁及其合金。電池在集成或模塊化過程中,一般采用螺栓/螺母或電線進行機械連接。
1 鋰電池制造中采用的焊接方法
銅、鋁、鎳及其合金具有高導電、導熱的特性,是鋰電池組模塊制造過程中極箔、極片和匯流條常用的幾種材料。鋁與銅焊接的難點在于兩者之間的導熱系數(Al,235 W/(m·K);Cu,400 W/(m·K))、熔點(Al,660 ℃;Cu,1 085 ℃)相差較大及容易生產金屬間化合物[11-12]。采用傳統的熔焊方法焊接鋁和銅,將會產生金屬間化合物(例如:Al2Cu,AlCu和Al4Cu9),其將嚴重降低焊接接頭的強度,增大焊接接頭的電阻,這是因為金屬間化合物(Al2Cu,8.0 μΩ· cm;AlCu,11.4 μΩ· cm, Al4Cu9,14.2 μΩ· cm)的電阻遠大于母材(Al,2.9 μΩ· cm;Cu,1.75 μΩ· cm)的電阻[13-15]。此外鎳的熔點為1 453 ℃,鋁與鎳熔點之間的巨大差異給傳統熔焊技術造成了嚴重的困難,同時熔焊容易造成金屬間化合物的大量生成,降低焊接接頭的力學性能和導電性能[16-17]。
1.1 電阻點焊
電阻點焊是將焊件裝配成搭接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬形成焊點的一種金屬連接方法[18-19]。電阻點焊具有良好的經濟性及魯棒性,其可以應用在焊接傳統的車身用鋼材[20-22]。由于銅、鋁、鎳及其合金具有高導電、導熱的特性,采用電阻點焊所耗費的能量較大(50~100 kJ/焊接接頭),同時,電阻點焊鋁合金時電極極易燒損[23]。因此,電阻點焊在鋰電池極片與極片、極片與匯流條連接過程中存在很大的弊端。
1.2 激光焊接
激光焊接是利用高能激光將所焊金屬熔化而產生連接,適用于多層金屬薄材之間的連接[24-25]。其優點是所焊工件不需要外加壓力、整體變形小、吸熱層表面破壞小、焊接時間短、通常為幾十毫秒。缺點是容易造成焊接接頭內部產生氣孔、金屬間化合物等缺陷;同時金屬片之間導熱面積小,影響傳導效率,電阻將會增大,導電性能降低,導致焊接接頭處溫度升高;對材料平直度要求高,不易對準焊接位置;焊接強度較差,冷熱交替頻繁或受外力時,焊點容易斷裂。鋰電池的工況溫度對性能的影響很大,在低溫時,電池內部的電化學反應受到抑制,將會降低輸出功率;在高溫時,將會加速電池的腐蝕,大大縮短電池的使用壽命[26]。
1.3 超聲波點焊
超聲波點焊屬于固態焊接技術,其對材料的導電性及異質性不敏感,同時焊接時間間短(一般都小于0.5 s)、耗能低(0.6~1.5 kJ/焊接接頭),焊接界面溫度低,其一般為過母材熔點的40%~80%,適用于焊接硬度低的金屬片或箔材[27-29]。通過增大超聲波點焊機的焊頭尺寸能夠增大焊接接頭的焊接面積,減小電阻,從而提高電流的有效傳遞[30]。因此,超聲波焊接相對于激光焊接和電阻點焊技術具有一定的優越性。
2 超聲波焊接技術簡介
超聲波焊接廣泛應用在電子、電器、汽車、航空及醫療等領域,其對熱敏材料的連接十分有效。盡管幾乎所有金屬的連接可以采用超聲波焊接方法完成,但是目前采用超聲波焊接技術連接的合金主要為銅、鋁、鎂、鈦、金及銀[31]。異質材料焊接接頭(例如鋁-銅接頭)主要為金屬板、片、箔、線、棒之間的連接。將幾個不同尺寸的銅電纜焊接為一個單獨的焊接接頭,主要應用在汽車線束、電線頭成型形、電線互焊、多條電線互焊成線結、銅鋁線轉換。將多層金屬箔材連接起來,其主要應用在電動汽車或其它電池組,如動力電池多層正負極焊接,鎳氫電池鎳網與鎳片焊接,鋰電池、聚合物電池銅箔與鎳片焊接,鋁箔與鋁片焊接,鋁片與鎳片焊接。
現在超聲波焊接在汽車和航空航天領域結構件焊接方面的應用逐漸增多。例如:電線、電纜與各種電子元件、接點和端子:太陽能電池、平板太陽能吸熱板及鋁塑復合管滾焊,銅鋁板拼接;電磁開關、無熔絲開關等大電流接點、觸點及異種金屬片的焊接;冰箱、空調等行業銅管封尾,真空器件銅、鋁管密封。超聲波焊接應用最廣泛的是超聲波點焊,其動力傳遞主要分為橫向傳遞和縱向傳遞;超聲波縫焊主要用于厚度較薄材料的連續焊接;超聲波扭轉焊接主要用于環焊縫焊接;超聲波對接焊主要應用于金屬材料的拼接。
超聲波點焊與傳統的熔焊方法相比較,可避免在焊接過程中產生氣孔、嚴重的焊接變形等缺陷;與鉚焊和壓力焊相比,可省去表面處理的費用;與電阻點焊、攪拌摩擦點焊相比較,既節省時間又節約能源。超聲波焊接具有以下優勢:①可靠性;②磨具壽命長;③低溫、低能耗;④高效與自然化;⑤節約成本;⑥異種金屬焊接;⑦焊接處理快捷。但是超聲波焊接所能焊接的母材厚度一般不超過3 mm。
超聲波在焊接方面的應用已經有很多年。在20世紀30年代首先應用在熔焊焊接過程中的晶粒細化;在20世紀40年代應用在釬焊方面;在20世紀50年代,超聲波被發現在金屬片不熔化的情況下能夠焊接金屬零部件,此時超聲波被用來焊接金屬箔材[32-33]。超聲波點焊是一種固態焊接方法,焊接過程共分4個階段[34-35]:①一定的壓力施加在焊接工件上,焊接界面微凸起部分相互接觸;②相互接觸微凸起在超聲振動作用下產生一定的剪切變形,這些接觸面積前期是無規則變化的,然后焊接面積及尺寸逐漸增大,同時摩擦系數增大。③焊件表面的污染物層被破壞,新鮮的金屬可以相互接觸、連接。塑性剪切變形產生熱量,持續不斷的降低材料的屈服強度,同時有效焊接面積增大。材料軟化是在溫度和超聲效應協同作用下產生的。超聲波在完整的晶格能有效傳波,一旦遇到晶體缺陷,其將被吸收,有利于焊接界面產熱量和溫度的提升。④焊接過程中,最高溫度在焊接界面而不是在焊頭與工件的接觸界面,焊接界面及鄰近區域產生塑性變形及再結晶。同時焊合區域在不發生熔化的情況下產生金屬鍵或擴散,形成原子間的連接,實現焊接界面的冶金結合。因此超聲波點焊能效地克服熔焊時產生的氣孔和夾渣等缺陷[36]。
3 超聲波焊接設備
在超聲波焊接時,根據焊縫的類型、形狀及母材的尺寸,可以選擇不同種類的焊接設備,包括超聲波金屬縫焊機、超聲波金屬扭轉型焊機和超聲波點焊機等。超聲波縫焊機為連續旋轉的橫向驅動型超聲波換能器使圓形的焊頭在工件上產生橫向的振動,從而產生連續的焊縫。固定驅動換能器旋轉的裝置實際包含軸承和驅動器,底座是固定的。實際中,有些設備的底座可以與焊頭協同運動。和超聲波點焊機一樣,在焊接過程中需要對工件施加一定的靜壓力。超聲波縫焊機主要應用在鋁、銅箔材的連接。
超聲波扭轉型焊接為焊頭和放大器在兩個連接在一起的超聲波換能器縱向振幅的推-拉或扭轉作用下產生扭轉運動,因此可以形成扭轉焊縫。焊頭和放大器在扭轉模式下產生扭轉共振,其作用于工件將產生環形的焊縫。盡管振動是環形的,但是焊頭表面的運動仍平行于工件表面。超聲波扭轉型焊機一般具有兩個換能器,根據所需能量的要求,具有4個換能器的扭轉型超聲波扭轉型焊機的功率可以提高到10 kW。
鋰電池制造中主要采用超聲波點焊機,其主要分為兩類:楔-桿型和側向驅動型。楔-桿型超聲波點焊機主要包括發生器、換能器和楔-桿組件,主要用于產生超聲波,并將超聲波傳遞到工件。壓力一般采用氣缸、液壓缸或電動設備控制,使得焊頭能夠自由的向上或向下運動。焊接壓力可以在幾十到幾千牛頓之間調節。楔相當于側向驅動型超聲波焊機中的放大器,可以調控振幅,然后通過桿將振幅傳遞給焊頭。焊接振幅一般在10~100 μm之間,沿縱向傳播。為了減少能量的損失,楔一般都垂直于桿,同時桿以彎曲的模式振動,產生了振幅。在設計過程中,最優的情況是底座與焊頭在焊接過程中產生共振,從而可以提高焊件之間的相互運動,進而提高所焊接接頭的力學性能。
側向驅動型超聲波點焊機主要包括發生器、換能器、放大器和焊頭。換能器通過壓電陶瓷片將電能轉換為同頻率的線性機械振動能;放大器根據焊接的實際需要將機械振幅提高。在焊接過程中焊件被焊頭和底座牢牢壓緊,上面的工件被焊頭表面的尖齒咬緊,下面的工件被底座表面的尖齒咬緊。焊頭與振幅方向相互平行,振幅是以橫向方向傳遞給工件。因此,兩個工件的接觸表面產生相對摩擦運動,導致接觸界面產生切向塑性變形及工件表面微凸起的平整化,然后形成焊合區。側向驅動型和楔-桿型焊接在振動現象方面是相似的,兩種焊機都通過固態焊接機理實現工件之間的焊接。與楔-桿型超聲波點焊機相比,側向驅動型超聲波點焊機的功率一般較小,因此其所能焊接的母材厚度較小。
4 超聲波點焊機理
超聲波焊接的原理為在焊件接觸面施加振蕩振幅和靜壓力,隨著焊接過程的進行,焊頭將部分穿透上部工件的表面,焊頭與上面工件產生相互咬合的作用,焊頭與上部工件之間的咬合力大于上部工件與下部工件之間的摩擦力,因此焊接過程中上面的工件隨著焊頭一起運動,上部工件的振動幅度逐漸增大,直至與焊頭的振動幅度相同,此時最利于工件之間的焊合。在焊接過程中,由于焊接壓力的作用,下面工件與底座產生的咬合作用大于工件之間的摩擦力,因此其與底座保持固定不動的狀態。在超聲波點焊機焊頭的作用下,工件之間產生相對的橫向運動,由于工件表面有無數的微凸起組成,將在工件接觸表面的微凸起處首先產生剪切塑性變形,氧化物、空洞、污染物等將被去除,同時在金屬接觸表面產生許多裸露的新鮮接觸點,其有利于工件之間的焊合。對于異種金屬連接,在振動的持續作用下,在焊接界面處將產生一定的金屬間化合物過渡層,然后形成焊縫,這與擴散焊技術具有一定的相似之處。由于靜壓力和超聲振動的協同作用,在焊合面積處將產生剪切應力,其有利于材料的塑性變形及塑性流動[37]。界面滑動和塑性變形的共同作用提高了焊接界面的溫度,一般為母材熔點的40%~80%。此外,母材的類型(包括成分、硬度、屈服強度、熱導率等)影響著焊接界面的溫度。比如,在相同焊接工藝參數下,具有低熱導率的母材(如鋼鐵),其界面溫度高于高熱導率的母材(如鋁和銅)。如將工件在接觸位置處分開,可以看到有2種類型的力作用于焊接界面,為靜壓力和橫向的剪切力。
5 超聲波點焊在鋰電池制造中的研究現狀
5.1 接頭宏觀特征及微觀組織
Wu等人[38]采用超聲波點焊將3層銅極片或3層鋁極片(每層0.2 mm)與銅匯流條(0.9 mm)連接起來,分別形成“cccC”接頭或“aaaC”接頭。銅極片和銅匯流條的表面鍍鎳層分別為0.75 μm和2 μm,鋁極片表面進行了陽極氧化處理,形成了0.2 μm的氧化膜。對于“cccC”接頭,最上面2層銅極片之間的結合界面為較明顯的波浪形,然后波浪形界面逐漸減小,直至第3層銅極片與匯流條結合界面為平直形。材料的流動和塑性變形主要在最上層的極片上產生,其厚度減小到原來的一半,同時材料的流動沒有完全填充滿焊頭的齒谷。對于“aaaC”接頭,3層鋁極片均產生了嚴重的塑性變形,其結合界面為波浪形或卷曲形。塑性變形程度由最上層至最下層逐漸減小。在aaa/C的結合界面,銅側仍保持原來的平直態,這與ccc/C結合界面的銅側狀態相似。因為鋁的硬度比銅的小,因此鋁極片較容易產生較大的塑性變形。較大的塑性變形和材料流動破壞了母材的晶粒結構。未發現再結晶現象,即使在嚴重的塑性變形區也沒有觀察到晶界清晰的等軸晶。
Shin等人[39]研究發現焊頭或底座齒尖在銅表面的壓痕呈向外擴展趨勢,這是由超聲振動引起的,而在鋁表面發現有比較明顯的壓痕,這是因為鋁的硬度較銅的低。Ni等人[40]報道過相似的研究結果。
Lee等人[41-42]為了采用厚度為0.4 mm的鍍鎳銅片來替代3層厚度較薄的銅極片,以厚度為1.0 mm的鍍鎳銅為匯流條,研究焊接界面的微觀組織。結果表明,隨著焊接時間的增大,焊接界面的有效結合面積逐漸延長,同時形成了明顯的機械互鎖現象,這與Wu等人[38]報道的第3層銅極片與匯流條焊合界面特征不一致。原因可能為3種:①3層銅極片不利于振幅的有效傳遞;②Lee等人[41-42]采用鍍鎳銅片的厚度為0.4 mm,其比Wu等人[38]采用的3層銅極片之和小;③試驗采用的焊機及焊接工藝參數不同。
為了更好的觀察超聲波點焊箔材Cu/Cu接頭界面晶粒尺寸演變規律,Ward等人[43]在厚度為300 μm的銅箔表面制備1層厚度為5 μm的納米銀合金(Ag-0.7W-1.5O,質量分數,%)。結果表明,由于摩擦產熱的作用,焊接界面納米銀合金的晶粒長大,其尺寸增大了一個數量級;同時在接頭斷口表面發現了析出相(氧化鎢);隨著焊接壓力和焊接時間的增大,界面處的晶粒尺寸增大;焊接壓力與焊接時間的合理耦合能夠調控界面的晶粒尺寸。
Zhang等人[44]采用透射電鏡研究了超聲波點焊鋁極片(共3層,每層厚度為0.2 mm)與銅匯流條(厚度為0.5 mm)接頭的顯微結構和相組成。結果表明,在焊接界面處生成了由非晶相和納米晶組成的厚度為10 nm的過渡層發生了機械互鎖現象。在非晶相中發現了明顯的元素擴散現象,這主要是由固態狀態下超聲振動誘導界面材料塑性變形所致。在靠近過渡層的母材中觀察到了大量的位錯和堆垛層錯,這說明了焊接界面產生了嚴重的塑性變形。
5.2 力學性能及斷裂模式
Wu等人[38]報道了ccc/C焊接界面的抗剪強度隨著焊接能量的增大而增大,在焊接能量為3 200 J時抗剪強度值趨于穩定,然后隨著焊接能量的增大(4 000 J),抗剪強度降低。Lee等人[45]報道過相似的研究結果。這主要是因為過大的焊接能量使接頭銅極片的有效厚度減小和工件表面壓痕區周圍產生大的應力集中或裂紋。“ccc/C”接頭斷裂模式均為界面斷裂。由斷口形貌可以看到焊頭齒尖壓痕區的長條形焊合區方向與超聲波剪切振動方向相一致,這說明此區域為強焊合區。在齒尖壓痕區之外為類平面區,沒有斷裂時撕裂的痕跡,說明此區域為弱焊合區或未焊合區。通過EDX分析可知條形區域有銅母材暴露出來,說明接頭斷裂發生在母材銅內部或鎳銅結合界面。接頭ccc/C焊接界面的抗剪強度與焊接界面焊合區(Ni/Ni焊合)面積成正比例關系,通過計算焊接界面的焊合區面積,發現接頭抗剪強度最大時焊合比(焊合區面積與焊頭面積之比)只有2.93%。說明通過其它的工藝措施可以進一步提高ccc/C焊接界面的抗剪強度。Ni/Ni之間的焊合機理為摩擦產熱誘導物理結合,由于焊接時間短,無明顯的原子擴散現象產生。
Wu等人[38]報道了aaa/C焊接界面的抗剪強度隨著焊接能量的增大而增大,在焊接能量為800 J時抗剪強度值趨于穩定,然后隨著焊接能量的增大(1 300 J),抗剪強度逐漸降低。Shin等人[39]報道過相似的研究結論。這主要是因為過大的焊接能量使接頭鋁極片的有效厚度減小和工件表面壓痕區周圍產生大的應力集中或裂紋。當焊接能量低時,“aaa/C”接頭斷裂模式為界面斷裂;當焊接能量適當或過焊時,“aaa/C”接頭斷裂模式為紐扣斷裂,此時說明鋁極片與銅匯流條焊合良好。由于過焊時接頭鋁極片的有效厚度減小和工件表面壓痕區周圍的應力集中,因此“aaa/C”接頭的抗剪強度降低。
Shin等人[39]研究了搭接方式對超聲波點焊鋰電池銅極箔與極片接頭力學性能的影響。研究結果發現“cccC”接頭(3層厚度均為0.1 mm的銅極箔在上面,厚度為0.2 mm的銅極片在下面)的撕裂強度大于“Cccc”接頭(3層厚度均為0.1 mm的銅極箔在下面,厚度為0.2 mm的銅極片在上面)的撕裂強度。接頭的斷裂模式均為紐扣斷裂。對于“cccC”接頭,銅極箔之間產生更多的切向運動,因此摩擦產熱量將增大,有利于界面之間的焊合。同時,焊合面積的增大,有利于接頭電阻的減小,因此“cccC”接頭的室溫電阻(58.1 μΩ)較“Cccc”接頭的電阻(60.1 μΩ)減小了2 μΩ。考慮到電動汽車的使用工況環境,需在寬溫域范圍內(-50~150 ℃)對接頭的電阻進行檢測,并進行可靠性評估。
Lee等人[45]為了采用厚度為0.4 mm的鍍鎳銅片來替代3層厚度較薄的銅極片,以厚度為1.0 mm的鍍鎳銅為匯流條,研究超聲波點焊接頭特征與力學性能之間的關系。研究表明,焊接界面焊合密度隨著焊接時間的增加而增大,而焊接接頭有效度隨著焊接時間的增加而減小。可以看出焊接接頭具有最優的力學性能時,接頭要有足夠大的界面焊合密度和有效厚度。同時Lee等人[41]通過分析焊接過程中的輸出功率和焊頭的位移數據,能夠判斷焊接接頭質量的優劣,這為今后在線監控超聲波點焊接頭質量提供了有價值的參考依據。
Lee等人[41]采用裝備望遠鏡鏡頭的高速攝像機觀察鍍鎳銅極片(共3層,每層厚度為0.2 mm)與鍍鎳銅匯流條(厚度為1.0 mm)在超聲波點焊過程中振幅的變化規律,焊接接頭示意圖如圖1所示。對于表面尖齒細小的鐵砧,在焊接界面1處相對運動的幅度最大,相對運動的振幅在焊接界面2和3處逐漸遞減。因此,焊接界面1出的結合面積最大,結合強度最高,焊接界面3處結合強度最弱。對于表面尖齒粗大的鐵砧,在焊接界面1處相對運動的幅度最大;相對運動的幅度次最大的是焊接界面3處,這是因為粗糙的尖齒有利于與底部的匯流條相互咬緊,阻止了匯流條在焊接過程中的滑動;焊接界面相對運動幅度最小的是焊接界面2處。力學性能結果表明,表面尖齒粗大的鐵砧有利于焊接界面結合面積的增大和力學性能的提高;同時由于匯流條與表面尖齒粗大的鐵砧之間的相對運動較小,因此鐵砧的壽命可以得到大大的提高。
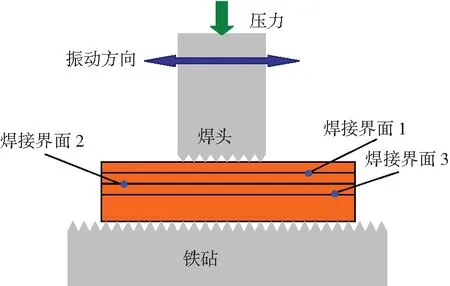
圖1 焊接接頭示意圖
Nong等人[46]為了提高超聲波點焊接頭質量的魯棒性,提出了2種改進方案。①實時監控器,根據檢測到的焊接功率輸出數據來實時調整焊接壓力。而這種監控器只能監測1個干擾因素即工件表面的油污狀況,具有一定的局限性。采用安裝了實時監控器的焊機所制備的焊接接頭撕裂強度平均提高了14.5%~440%。②采用球面形的焊頭來替代平面形的焊頭。球面形的焊頭能夠提高接頭焊合區中心位置的壓力,降低了焊合區邊緣位置的壓力,減小了工件表面壓痕區周圍應力集中程度,避免了工件表面壓痕區周圍裂紋的出現。但是球面形的焊頭對接頭力學性能的強化機理還不明確,需要在數值模擬及試驗方面開展系統的研究,來獲得最優的焊頭尺寸及形狀。
6 結束語
超聲波點焊屬于固態焊接技術,其對材料的導電性及異質性不敏感,同時焊接時間間短、耗能低、焊接界面溫度低,其一般為過母材熔點的40%~80%,適用于焊接硬度低的金屬片或箔材。通過改變超聲波點焊機的焊頭尺寸能夠增大焊接接頭的焊接面積、減小電阻,從而提高電流的有效傳遞。焊接界面的焊合密度和接頭有效厚度是決定超聲波點焊接頭力學性能的2個主要因素,兩因素之間存在著矛盾的關系,如何化解這對矛盾關系是提高接頭力學性能的關鍵所在。通過采用實時監控器和球面形的焊頭可以提高超聲波點焊接頭質量的魯棒性。但是對于多種干擾因素共存的時候,實時監控器不能使用,因此需要開發出能夠識別多干擾因素的實時監控器。球面形的焊頭對接頭力學性能的強化機理還不明確,需要在數值模擬及試驗方面開展系統的研究,來獲得最優的焊頭尺寸及形狀。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
