竹簍溶氧器在醬香酒堆積發酵中的應用
2020-11-02 09:42:28楊剛仁陳葉琴吳婷婷黃小軍
釀酒科技 2020年9期
楊剛仁,路 虎,陳葉琴,吳婷婷,黃小軍
(貴州茅臺酒廠(集團)習酒有限責任公司,貴州習水 564622)
醬香型白酒,以釀造過程復雜,香氣成分豐富而聞名于中外。醬香酒在釀造過程中的高溫環境,明顯區別與其他香型白酒,高溫堆積是醬香酒獨特的生產工藝之一,該工序能夠網羅周圍環境中的微生物[1-2],行業內稱為“二次制曲”。醬香酒所用高溫大曲中酵母菌數量很少,酵母菌的大量繁殖富集是在堆積過程中實現的[3-4],如果不進行堆積,直接入窖發酵,則不產酒或產酒質量差;同時,堆積發酵過程中,在微生物及酶類的共同作用下產生大量香味及前體物質,對提升醬香酒質量具有重要作用[5-7]。
醬香酒生產周期是一年,其中一輪次、二輪次生產一般是在冬季,氣溫較低,堆積發酵時,堆心氧含量少,微生物繁殖代謝緩慢,容易造成糖化堆升溫較慢,甚至出現冷心現象[8];同時,糖化堆長時間不升溫,糟醅大量生酸,發酵不徹底,堆子香氣差,進而會影響酒的產量和質量。
習酒公司近年來發展勢頭良好,將陸續投產1.9 萬噸醬香產能,醬香新車間的微生物種類和數量較少,釀酒環境與老車間相比差距較大。冬季生產時,堆積發酵更容易出現冷心等異常現象。為解決此類問題,本試驗試制竹簍溶氧器,應用于醬香新車間一輪次、二輪次堆積發酵過程,通過延長堆心與空氣接觸時間,提高堆心發酵品溫,增加微生物種類和數量,進而提高糖化堆發酵質量。
1 材料與方法
1.1 材料、試劑及儀器
1.1.1 竹簍溶氧器制作
形狀選擇:根據糖化堆半球形的形狀,為方便置于糖化堆中心位置,設計成底部寬、上部窄類似錐形的形狀。
材料選擇:原則上選擇天然材料,避免給糟醅發酵帶來異味,同時避免與糟醅接觸產生冷凝水,否則會使得糟醅變餿、變質,綜合考慮,選擇竹器作為溶氧器材料。
尺寸選擇:糖化堆高度遵循冬高夏矮的原則,冬季時,糖化堆高度一般在1.8 m,設計兩種規格溶氧器,高度分別為1.5 m和1.8 m,實物見圖1。

圖1 竹簍溶氧器實物圖
1.1.2 試劑與儀器
試劑:營養瓊脂、孟加拉紅培養基均為生化試劑,北京奧博星生物有限公司;乙醛、丙醇、糠醛、乙酸乙酯、乙酸、丁酸等色譜分析用標準品均為色譜純,天津市津科精細化工研究所;其他試劑均為國產分析純。
儀器設備:6890N 型氣相色譜儀,美國Agilent公司;YXQ-LS-100SⅡ型立式壓力滅菌鍋,上海博訊實業有限公司;SW-CJ-2F 型超凈工作臺,蘇州凈化設備有限公司;LRH-250 型生化培養箱,上海一恒科技有限公司。
1.2 試驗方法
1.2.1 竹簍使用與糟醅取樣
將兩種規格溶氧器,分發給同廠房兩個班組,做兩組對照,在一輪次、二輪次酒堆積發酵時使用:糖化堆堆心放置1.8 m 溶氧器(A 堆)和不放置的對照,糖化堆堆心放置1.5 m 溶氧器(B 堆)和不放置的對照,同一組對照要求同時起堆,同時完堆,每天糟醅覆蓋量相同,對糖化堆的處理措施相同。
糖化堆完堆后高度在1.8 m 左右,逐步完堆過程中,A 堆溶氧器要始終保持露頭,B 堆溶氧器逐漸被糟醅覆蓋,在離地100 cm,距離堆心20 cm 處測量溫度,測溫點與取樣點對應,樣品做微生物、理化、色譜等檢測分析。
1.2.2 可培養微生物檢測
采用稀釋涂布法檢測可培養微生物。細菌檢測培養基:營養瓊脂;酵母菌和霉菌檢測培養基:孟加拉紅培養基。
1.2.3 理化指標檢測
糟醅水分、酸度、還原糖含量檢測參照文獻進行[9]。
1.2.4 氣相色譜分析
Agilent 6890N 氣相色譜儀,帶7683B 自動進樣器,配FID檢測器。色譜條件:色譜柱:CP97723 CPWAX 57CB毛細管柱(50 m×0.25 mm×0.20 μm);進樣口溫度230 ℃,載氣為氮氣、空氣和氫氣,分流比40∶1;升溫程序:起始40 ℃,保持3 min,以2 ℃/min升溫至80 ℃,不保持;再以7.5 ℃/min 升溫至215 ℃,保持24 min。
1.2.5 基酒質量品評
對實驗糖化堆所產基酒分別單獨存放,請公司7名白酒國家評委對輪次酒感官質量進行鑒評。
2 結果與分析
2.1 糖化堆中溫變化趨勢
一次酒生產時間在1 月份,從圖2 可以看出,室內溫度在10 ℃左右,A 堆升溫啟動時間較早,且最后糖化堆中溫最高,比對照組高5 ℃;B 堆與對照組接近,輔助堆心升溫效果不顯著。
二次酒生產在2~3 月,從圖3 可以看出,空氣溫度已升至15 ℃左右,A、B 堆升溫規律與一次酒基本類似,A堆在提高糖化堆中溫方面效果顯著,B堆與對照組相差無幾,分析原因是完堆過程中,糟醅將溶氧器完全覆蓋,與空氣接觸時間較短,酵母菌等好氧菌尚未得到大量繁殖,氧氣即消耗殆盡,因此升溫不明顯,對糖化堆中溫提升效果不顯著。
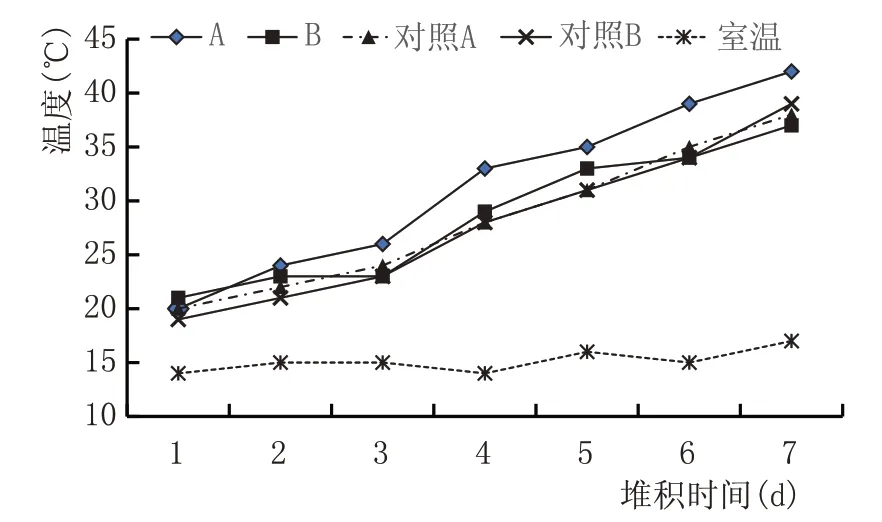
圖3 二次酒糖化堆A、B及對照組中溫變化趨勢
2.2 堆積時間分析(圖4)
從圖4可以看出,A堆在一輪次、二輪次堆積發酵時堆積時間最短,糖化堆升溫最快,一次酒生產時比對照組堆積發酵時間平均縮短20 h 左右,二次酒時比對照組平均縮短16 h 左右;B 堆堆積時間介于A 堆和對照之間,雖能縮短堆積時間,但幅度不大。
2.3 微生物種類和數量分析(表1)

表1 一輪次、二輪次糖化堆A、B及對照組微生物種類和數量分析
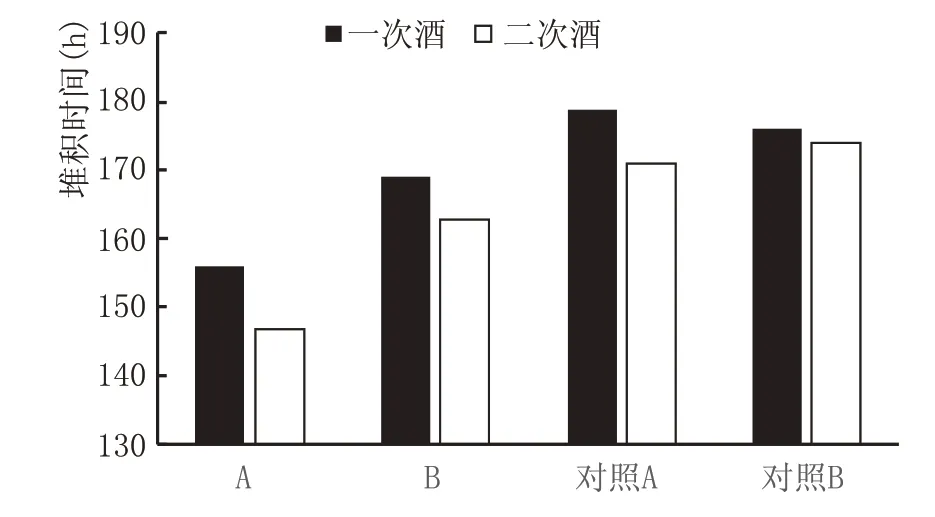
圖4 一次、二次酒糖化堆A、B及對照組堆積時間對比
在糖化堆入窖時,對糟醅中微生物種類和數量進行分析,發現A、B 堆酵母菌數量最多,在可分離微生物總數中占比最高,尤其以A 堆更為明顯,并且A 堆酵母菌數量在兩個輪次生產中均比對照組高3 個數量級。分析原因是A 堆堆心處接觸空氣時間更長,酵母等好氧菌得到大量繁殖。
對照組酵母菌數量明顯較少,分析原因是堆心處溫度較低,與外界空氣沒有接觸,堆心處氧氣迅速消耗,不適宜酵母菌的生長。
2.4 糟醅理化指標數據分析(表2)
從表2 可以看出,A、B 堆水分含量略低于對照組,可能與堆心水分散失較多有關;A、B 堆酸度和還原糖明顯低于對照組,尤其是A 堆更加明顯,分析原因可能是堆心處通過竹簍溶氧器與空氣接觸時間較長,微生物生長繁殖較快,對還原糖的消耗較多。同時,產酸的厭氧乳酸菌等受到抑制,產酸較少,因此堆心處酸度低于對照組。
2.5 糟醅理化色譜數據分析(表3)
從糖化堆感官差異方面看,二輪次生產時,A、B 堆和對照組在感官質量上差距相對較大,選擇二輪次糟醅進行理化色譜數據分析。從表3 可以看出,酯類、乙醛、糠醛、醋酉翁、苯乙醇等香氣成分A堆含量明顯高于其他糖化堆,一般認為糠醛、醋酉翁等對醬香風格形成有重要貢獻,從糖化堆感官質量看,A 堆糟醅香氣更加濃郁,與理化色譜數據分析一致。從酸類、醇類等香氣成分來看,A、B 堆明顯低于對照組,尤其乙酸含量A 堆最少,說明在有氧條件下,堆心處產酸較少。

表2 一輪次、二輪次糖化堆A、B及對照組糟醅理化數據分析

表3 二輪次糖化堆A、B及對照組糟醅理化色譜數據分析 (μg/g)
2.6 糟醅窖產出酒率分析(圖5)
從圖5來看,A堆出酒率均最高,一次酒比對照組高1.3 個百分點,二次酒比對照組高1.8 個百分點,B堆與對照組差距較小。
分析原因可能是A 堆延長堆心與空氣接觸時間,好氧菌尤其是酵母菌得到大量繁殖,有利于后期入窖產酒。另一方面原因是對照組酸度較大,一般認為糟醅酸大,會抑制微生物的生長繁殖,進而影響糟醅產酒。

表4 一輪次、二輪次糖化堆A、B及對照組所產基酒質量評分表

圖5 一輪次、二輪次酒糖化堆A、B及對照組窖產出酒率分析
2.7 糟醅所產基酒質量分析
將使用竹簍溶氧器糖化堆和對照組糖化堆所產基酒,進行分類貯存取樣,邀請公司7 位國家評委進行打分,分值在70~80之間,結果見表4。
從表4 可以看出,A 堆所產基酒得分最高,B 堆所產基酒與對照組差距較小。評委一致認為A 堆所產基酒風格典型,香氣純正,酸澀味較小。分析原因是糟醅與空氣接觸時間長,堆子中溫較高,糟醅酸度小,能富集更多的微生物種類和數量,產酯類、醛類、酮類等較多,進而所產基酒風格更加典型,放香較好。若糟醅酸度大,溫度低,則會抑制微生物生長繁殖,對產酒、產香都有影響。
3 結論
3.1 通過試制竹簍溶氧器,并且應用到一輪次、二輪次堆積發酵,能較好的解決冬季氣溫低導致的糖化堆冷心現象,能顯著提高糖化堆中溫,縮短堆積時間,降低糟醅酸度,更好的富集有利于釀酒的酵母菌等微生物,從而產生更多的香味和前體物質,使得輪次酒產量、質量得到進一步提升。
3.2 竹簍溶氧器高度應超過堆子高度,完堆過程中不完全覆蓋,留一小部分一直保持與空氣接觸,能較好提高堆心發酵中溫,如果完堆過程中完全覆蓋溶氧器,堆心處氧氣迅速消耗殆盡,不能很好解決冷心現象。
3.3 一輪次、二輪次酒生產時,空氣溫度較低,使用竹簍溶氧器能產生較好效果,但其余輪次酒生產時,空氣溫度較高,堆積發酵時不宜使用竹簍溶氧器,否則糟醅霉變現象嚴重,導致竹簍溶氧器使用效率低,若長時間不用,容易變質,影響下一年使用。
3.4 溶氧器材料選擇為竹子,屬于天然材料,與糖化堆和諧共生,但大規模定制難度較大,同時在下窖時,容易被抱斗等設備損壞,是否有其他可行性材料需要進一步探討。
猜你喜歡
發明與創新·初中生(2024年6期)2024-06-16 00:00:00
昆明醫科大學學報(2022年1期)2022-02-28 07:43:38
軍事文摘·科學少年(2021年1期)2021-02-04 08:03:45
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
閱讀與作文(小學低年級版)(2015年8期)2015-05-30 10:48:04
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
食品工業科技(2014年9期)2014-03-11 18:15:31
終身教育研究(2014年5期)2014-02-28 01:23:06
