汽車外觀焊點(diǎn)品質(zhì)要求和控制方法
2020-11-04 14:42:48東風(fēng)汽車技術(shù)中心李維康
汽車維護(hù)與修理 2020年9期
東風(fēng)汽車技術(shù)中心 李維康
上汽通用汽車有限武漢分公司 成 劍
1 外觀焊點(diǎn)的定義及等級分類
所謂汽車的外觀焊點(diǎn),是指外露在汽車整車產(chǎn)品外觀面上,沒有內(nèi)外飾件遮擋,能夠被客戶目視直觀感受到、對客戶的體驗(yàn)度和滿意度造成影響的焊點(diǎn)。外觀焊點(diǎn)的品質(zhì)是車身焊點(diǎn)控制的重中之重,因?yàn)樗谝欢ǔ潭壬嫌绊懣蛻魧φ嚨囊曈X滿意度,是整車評價分值最高的項(xiàng)目之一。隨著汽車行業(yè)的快速發(fā)展,客戶對汽車產(chǎn)品的感官品質(zhì)要求日益提高,汽車制造過程中對外觀焊點(diǎn)的品質(zhì)把控也越來越嚴(yán)格。在汽車行業(yè)競爭愈演愈烈的今天,如何做到造精致車,造精品車,是提升汽車產(chǎn)品核心競爭力的關(guān)鍵所在。正因如此,探討外觀焊點(diǎn)的品質(zhì)的提升才有了更加重要的意義。
一般情況下,按照對客戶感官影響大小的不同,可以將汽車外觀焊點(diǎn)主要定義為以下3種等級類別。
(1)A類外觀焊點(diǎn)。即開啟件全部封閉時,從整車內(nèi)部或者外部可以輕易看到的焊點(diǎn)。此類焊點(diǎn)對整車外觀質(zhì)量影響較大,因此在產(chǎn)品設(shè)計(jì)過程中應(yīng)盡量規(guī)避。
(2)B類外觀焊點(diǎn)。即開啟件全部開啟時,分布于整車腰線附近或者高于腰線以上,在通常身高高度下易視的焊點(diǎn)。一般包括門窗框區(qū)域、門鉸鏈區(qū)域、側(cè)圍和門的鎖扣加強(qiáng)件區(qū)域、側(cè)圍后流水槽區(qū)域等。此類外觀焊點(diǎn)在開啟件打開時很容易被客戶目視,因此對焊點(diǎn)的品質(zhì)要求較高。通常情況下,此類焊點(diǎn)要求外表完好,焊點(diǎn)幾乎不可見。如果焊點(diǎn)可見,也要求無鋼板扭曲變形,或者無過深的擠壓印痕。對于多個布局的外觀焊點(diǎn),要求排列整齊,間距均勻。
(3)C類外觀焊點(diǎn)。即開啟件全部開啟時,在非通常身高高度下可以目視的焊點(diǎn)。一般包括門內(nèi)板下端靠A柱和B柱附近區(qū)域、前后蓋或尾門打開后內(nèi)板區(qū)域等。此類外觀焊點(diǎn)相對于B類外觀焊點(diǎn)的可視性相對較低,根據(jù)車型的檔次不同可以劃分為不同的品質(zhì)等級。但一般情況下,該等級的焊點(diǎn)要求僅有輕微的凹陷、焊點(diǎn)圓整,沒有鋼板的過度變形。
由于A類外觀焊點(diǎn)分布于開啟件封閉時的外觀表面上,對客戶的感官影響較大,在設(shè)計(jì)開發(fā)階段就要進(jìn)行規(guī)避和遮蓋,因此目前整車產(chǎn)品上的外觀焊點(diǎn)主要包括B類和C類兩種,
圖1所示顯示了B類和C類外觀焊點(diǎn)的主要分布區(qū)域。由以上可知,外觀焊點(diǎn)的區(qū)域等級劃分主要根據(jù)客戶在通常身高的目視范圍內(nèi)可以察覺的難易程度所進(jìn)行區(qū)分。分布在通常身高的目視范圍之內(nèi)的,客戶較易察覺,屬于B類外觀焊點(diǎn);而高于或者低于通常身高的目視范圍,客戶察覺度相對較低的,則屬于C類外觀焊點(diǎn)。通常情況下,B類外觀焊點(diǎn)的標(biāo)準(zhǔn)要更加嚴(yán)于C類。
2 外觀焊點(diǎn)的主要缺陷類型
對于客戶體驗(yàn)來說,由于外觀焊點(diǎn)主要在目視感官方面產(chǎn)生美觀上的影響,所以區(qū)別于普通焊點(diǎn)的強(qiáng)度要求,外觀焊點(diǎn)的缺陷控制更加注重外觀品質(zhì)要求。歸結(jié)其缺陷種類,主要包括以下幾個方面。
(1)壓痕過深。指過度的焊點(diǎn)凹陷超出了標(biāo)準(zhǔn)要求。
(2)扭曲變形。指焊點(diǎn)局部鋼板變形和扭曲超出了標(biāo)準(zhǔn)要求。
(3)過燒。指焊點(diǎn)局部受熱過多。
(4)燒穿。指焊點(diǎn)中心有燒穿孔。
(5)毛刺焊渣。指焊點(diǎn)邊緣沒有滲入熔化金屬的贅物。
(6)焊接飛濺。指板件上散布于焊點(diǎn)邊緣平鋪的金屬贅物。
(7)粘銅。指焊點(diǎn)表面粘黏的電極帽銅質(zhì)贅物。
(8)多個焊點(diǎn)間距。當(dāng)多個外觀焊點(diǎn)線性排列時,其焊點(diǎn)間距應(yīng)均勻分布。
(9)多個焊點(diǎn)對齊度。對于多個焊點(diǎn)布局排列的外觀焊點(diǎn),要求焊點(diǎn)排列整齊一致。
表1所列是對于不同等級的外觀焊點(diǎn),不同缺陷的標(biāo)準(zhǔn)歸納。對于不同的車企和車型,其監(jiān)控標(biāo)準(zhǔn)不同,但整體具備一定參考意義。
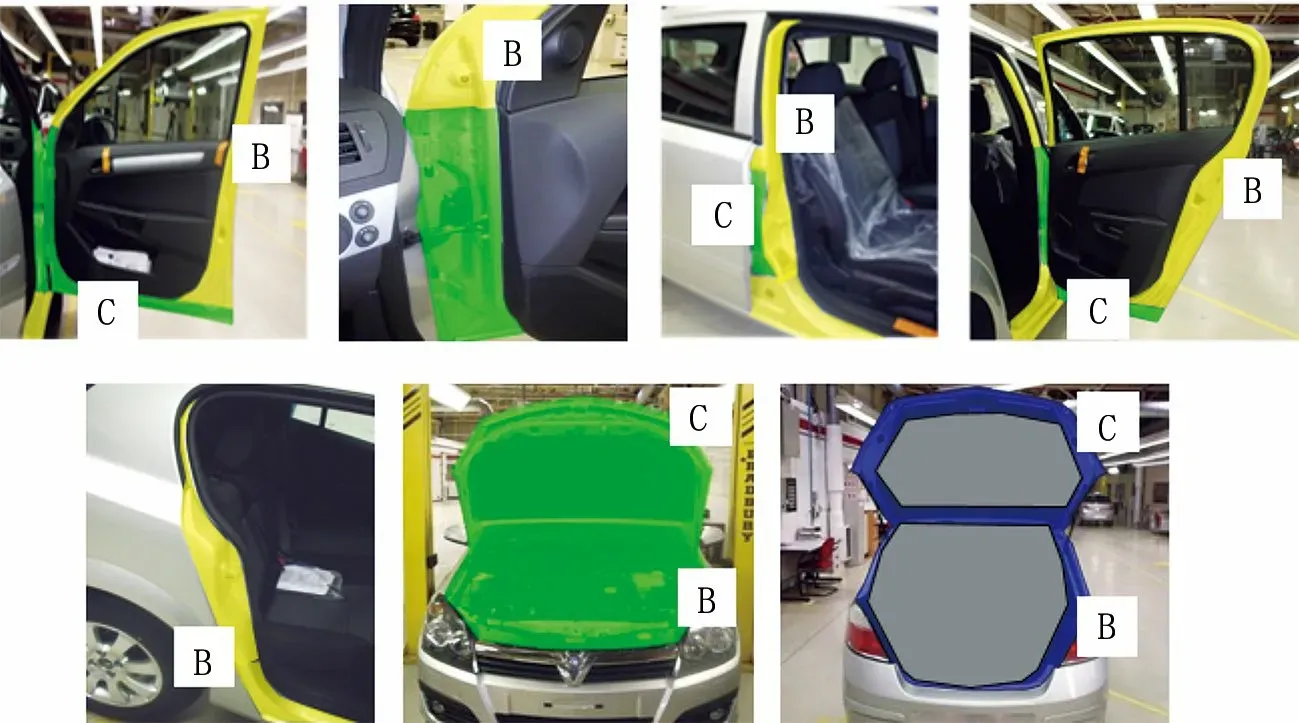
圖1 B類和C類外觀焊點(diǎn)的主要分布區(qū)域

表1 不同等級外觀焊點(diǎn)缺陷的合格標(biāo)準(zhǔn)
3 目前外觀焊點(diǎn)品質(zhì)的行業(yè)現(xiàn)狀
圖2所示為實(shí)拍目前市場上多種車型的外觀焊點(diǎn)布局情況,由圖2可以看出,市場車型的外觀焊點(diǎn)主要分布在前蓋和4個門內(nèi)板區(qū)域、側(cè)圍門鎖扣區(qū)域、后蓋或后背門打開后的流水槽和密封條附件區(qū)域。
較多合資車企的車型由于較多采用了新型工藝技術(shù),其外觀焊點(diǎn)品質(zhì)優(yōu)良,排列整齊,無扭曲、壓痕過深等外觀缺陷,甚至有部分車型可以實(shí)現(xiàn)外觀焊點(diǎn)不可見,呈現(xiàn)光滑無瑕疵的鈑金表面,其整體感官和目視體驗(yàn)明顯高于大多數(shù)國產(chǎn)車型。同時,仍有部分車型的外觀焊點(diǎn)存在嚴(yán)重的扭曲和壓痕過深等缺陷,客戶體驗(yàn)相對較差。
由市場統(tǒng)計(jì)結(jié)果可知,目前市場上汽車產(chǎn)品的外觀焊點(diǎn)的客戶感受度具備較大的提升空間。不斷完善汽車外觀焊點(diǎn)的品質(zhì),可以通過產(chǎn)品設(shè)計(jì)的優(yōu)化及設(shè)備工藝的調(diào)整兩種途徑來實(shí)現(xiàn)。
4 同步工程中對于外觀焊點(diǎn)缺陷的防范
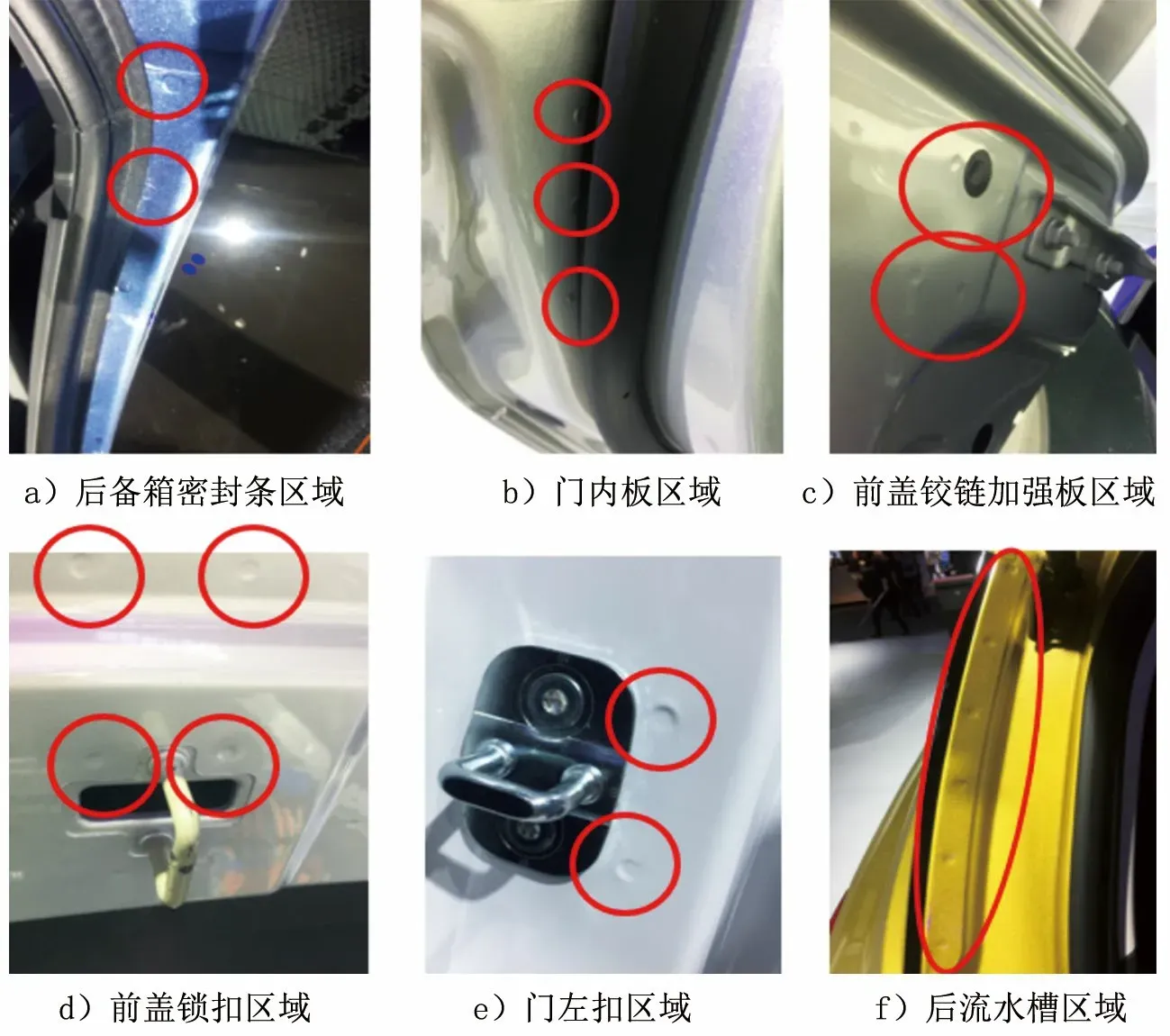
圖2 實(shí)拍目前市場上多種車型的外觀焊點(diǎn)布局情況
所謂同步工程(SE),是指在汽車整車前期開發(fā)的過程中,制造工程師通過仿真分析、虛擬模擬、節(jié)拍分析等技術(shù)手段,針對產(chǎn)品的可制造性和可實(shí)施性,與產(chǎn)品設(shè)計(jì)進(jìn)行交流和交互的過程。通過同步工程,可以在早期防范諸多弊端和缺陷,為后期的整車工業(yè)化過程打下良好的基礎(chǔ)。針對外觀焊點(diǎn)問題,以往較多采用工藝手段或設(shè)備技術(shù)手段進(jìn)行改進(jìn)和提升,卻忽略了在早期同步工程階段的防范。通過同步工程中的改善,可以規(guī)避較多的外觀焊點(diǎn)問題,為后期的質(zhì)量調(diào)試提升帶來諸多便利。在同步工程過程中,對外觀焊點(diǎn)的關(guān)注點(diǎn)可以涵蓋以下幾個方面。
4.1 外飾件遮蔽
通過優(yōu)化產(chǎn)品結(jié)構(gòu),將外觀焊點(diǎn)的位置改到外飾件可以遮蔽的區(qū)域,使其成為非外觀焊點(diǎn),直接降低該焊點(diǎn)的品質(zhì)等級,大大降低工藝調(diào)試難度。例如,較多兩廂車型的后流水槽與側(cè)圍外板搭接處都布局有一排外觀焊點(diǎn),不僅要求外觀平整美觀,而且其直線度和焊點(diǎn)間距也有嚴(yán)格的要求,調(diào)試難度極大。圖3a所示為某車型后流水槽與側(cè)圍搭接處的一排外觀焊點(diǎn),存在較嚴(yán)重的扭曲現(xiàn)象,對外觀感官影響較大。但是,如果更改流水槽零件的產(chǎn)品結(jié)構(gòu),使其與側(cè)圍外板的焊接面布局在側(cè)圍后三角窗處(圖3b和圖3c),這一排外觀焊點(diǎn)就會被三角窗玻璃遮蓋,成為非外觀焊點(diǎn),其品質(zhì)要求就會大幅降低。
4.2 結(jié)構(gòu)膠替代
在一些情況下,局部位置的外觀焊點(diǎn)可以采用結(jié)構(gòu)膠代替,在保證整車強(qiáng)度的同時,減少外觀焊點(diǎn)的數(shù)量。圖4a所示為某車型后門框鎖扣處的2個外觀焊點(diǎn),存在較嚴(yán)重的扭曲不平現(xiàn)象。但如果通過使用結(jié)構(gòu)膠替代此處的外觀焊點(diǎn),不僅降低了工藝調(diào)試難度,而且使此位置外觀面無任何焊點(diǎn)痕跡,反而大幅提升了品質(zhì)等級(圖4b和圖4c)。
4.3 焊接搭接邊長度及焊接角度
對于外觀焊點(diǎn),在同步工程過程中需關(guān)注其焊接搭接邊的長度和焊接的角度。過短的焊接搭接邊和過小的焊接角度,會導(dǎo)致焊鉗可達(dá)性較差,造成無法避免的焊鉗扭曲或半點(diǎn)焊缺陷。相較于非外觀焊點(diǎn),外觀焊點(diǎn)的焊接搭接邊長度應(yīng)設(shè)置得更大一些,可確保更大的焊接空間以保證更優(yōu)的焊接質(zhì)量。以通常使用的8 mm斷面電極帽為例,對于非外觀焊點(diǎn),其要求的焊接翻搭接長度至少應(yīng)為11 mm,而對于外觀焊點(diǎn),則建議將搭接邊長度加大至至少14 mm以上。同樣,對于焊接角度也應(yīng)該進(jìn)行足夠的關(guān)注,在焊鉗模擬中應(yīng)重點(diǎn)進(jìn)行外觀焊點(diǎn)的焊鉗通過性仿真,以免后期因焊鉗和夾具的干涉原因造成外觀焊點(diǎn)的扭曲。
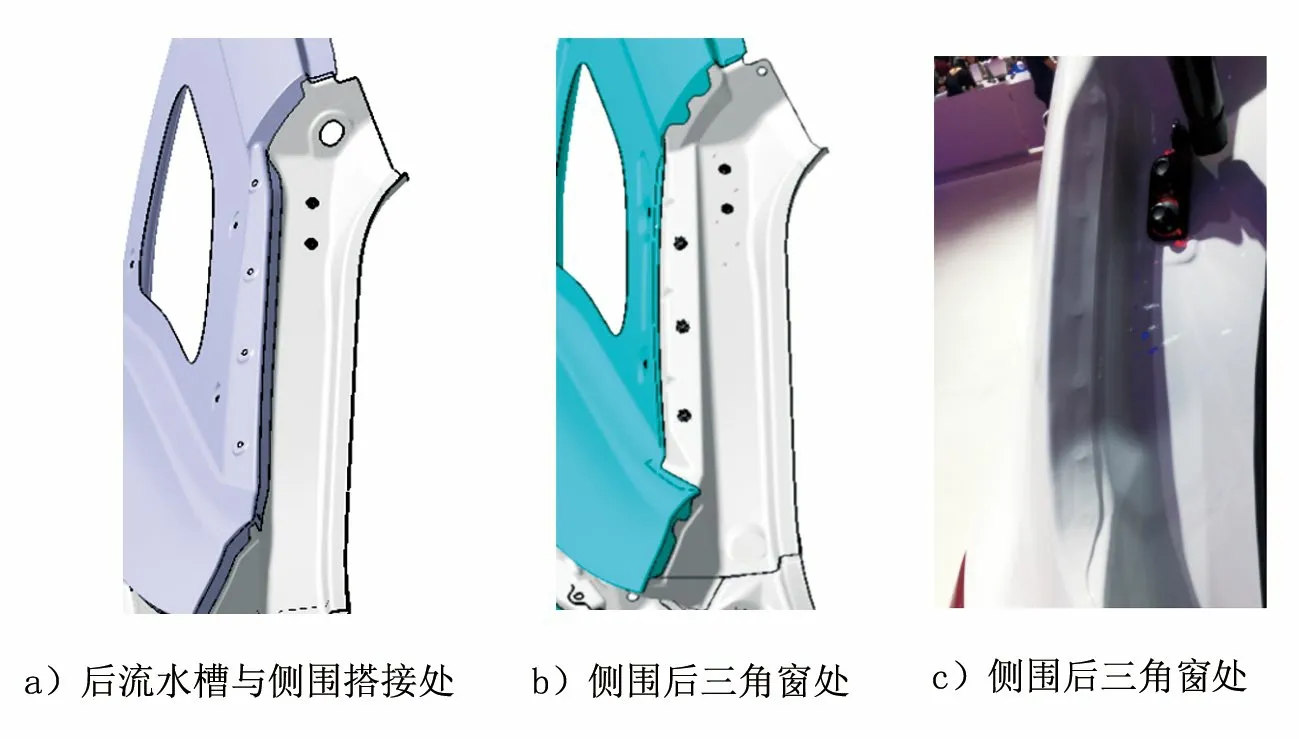
圖3 用外飾件遮蔽外觀焊點(diǎn)
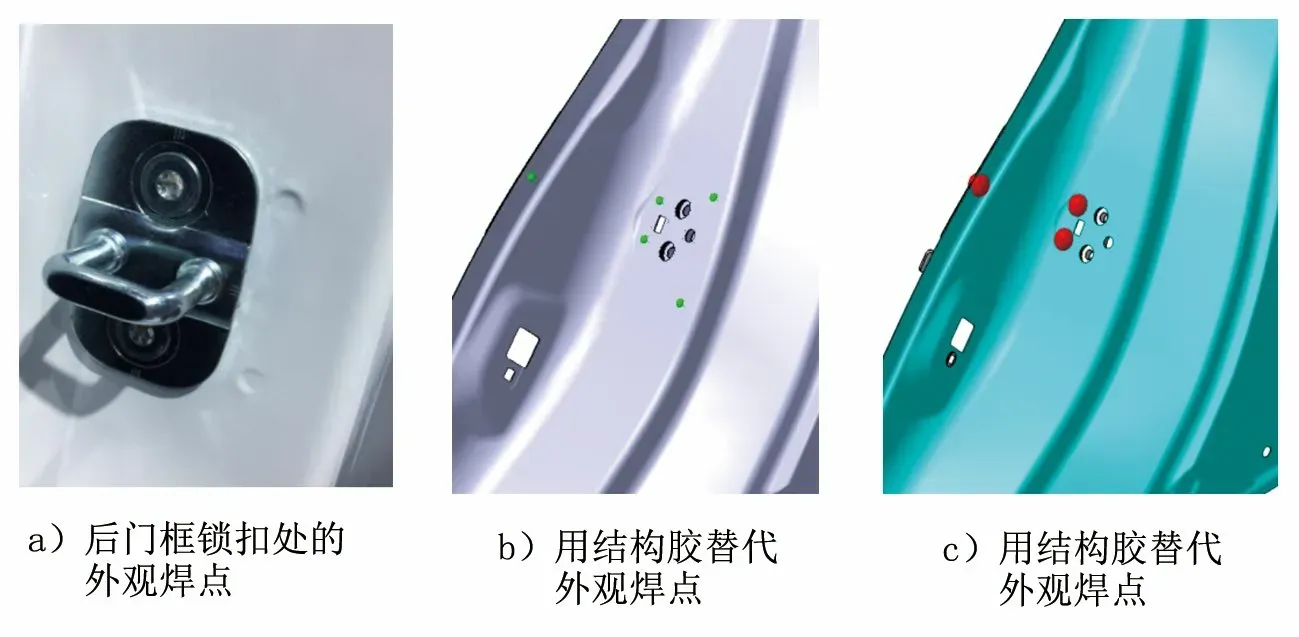
圖4 后門框鎖扣處的外觀焊點(diǎn)
4.4 焊接面平整度
對于外觀焊點(diǎn)位置,還應(yīng)關(guān)注其焊接面是否設(shè)計(jì)為平整面。如果外觀焊點(diǎn)分布在弧面或者造型面上,因焊鉗無法確保垂直,容易造成焊點(diǎn)的扭曲變形。同時,弧面造型也不易布置銅板焊等輔助工藝進(jìn)行糾正,因?yàn)闄C(jī)加工的銅板無法保證與弧面的絕對貼合,從而引發(fā)分流和壓印等其他缺陷,這不僅會提升工業(yè)化進(jìn)程中的工藝調(diào)試難度,而且對量產(chǎn)后的質(zhì)量穩(wěn)定性造成極大隱患。如圖5所示,某車型的流水槽區(qū)域焊點(diǎn)因整條焊接邊為弧面(圖5a),所以整排焊點(diǎn)都呈現(xiàn)扭曲狀態(tài),而另外一車型的同一位置的鈑金件平整,焊點(diǎn)的品質(zhì)狀態(tài)更加美觀(圖5b)。
總而言之,在同步工程階段就開始關(guān)注外觀焊點(diǎn),可以起到防患于未然的作用,從根本上遏制外觀焊點(diǎn)缺陷的產(chǎn)生。在產(chǎn)品數(shù)模工程發(fā)放階段,應(yīng)該同時發(fā)放外觀焊點(diǎn)的數(shù)量和布局文件,以便在工藝規(guī)劃階段提早應(yīng)對,降低后期的工藝調(diào)試難度。
5 提升外觀焊點(diǎn)品質(zhì)的方法
因?yàn)槠囌w造型等原因,有時候在同步工程中反饋的問題并不能全部在產(chǎn)品上進(jìn)行更改,這時則必須通過一些必要的手段提升外觀焊點(diǎn)的品質(zhì)。目前汽車焊裝領(lǐng)域?qū)μ嵘庥^焊點(diǎn)有助的方法主要有以下幾種。
5.1 傀儡焊工藝
通常情況下,外觀焊點(diǎn)的品質(zhì)受電極桿對中性、電極臂與板件的傾斜角度、零件尺寸精度等多項(xiàng)因素影響,因而使用普通的焊接工藝較難提升焊點(diǎn)品質(zhì),尤其是在較狹小的空間內(nèi)分布2個或更多個外觀焊點(diǎn)的情況下,由于焊鉗可達(dá)性等因素,使得傳統(tǒng)工藝更難確保外觀焊點(diǎn)品質(zhì)。傀儡焊是一種特殊的電阻點(diǎn)焊工藝,用于解決焊接空間不足、焊接操作性差的焊接工藝方法,如圖6所示,它利用外部焊機(jī)焊鉗提供焊接電流并控制焊接參數(shù),并通過銅排、附纜傳輸電流至傀儡焊鉗,傀儡焊鉗壓緊板件形成回路,利用電流流過傀儡焊鉗接頭的接觸面及鄰近區(qū)域產(chǎn)生的電阻熱進(jìn)行焊接的方法。由于傀儡焊不受人為因素的影響,可以有效避免因電極臂傾斜和人為操作誤差導(dǎo)致的焊點(diǎn)扭曲、焊點(diǎn)偏斜等缺陷,大幅提升外觀焊點(diǎn)的品質(zhì)。
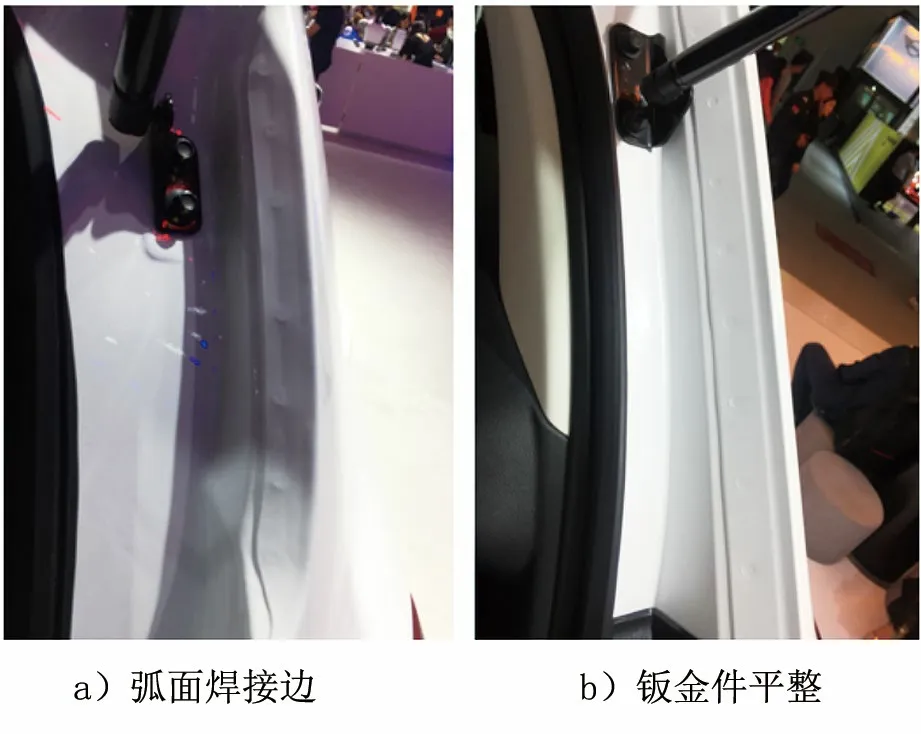
圖5 流水槽區(qū)域焊點(diǎn)
5.2 平電極電阻焊
將單邊的傳統(tǒng)電極帽改為使用大曲率半徑的平電極(圖7),以此方式進(jìn)行焊接,可以在保證焊接強(qiáng)度的同時,使平電極一側(cè)的板件形成平整光滑的焊接外觀。需要注意的是,使用單面平電極電阻焊,在調(diào)試時需匹配平電極與板件之間的貼合度,并要求實(shí)際裝配間隙小于0.25 mm,否則會使板件產(chǎn)生壓印或者焊接分流缺陷。平電極電阻焊雖然可以獲得較好的外觀質(zhì)量,但由于采用特殊的電極頭,只能焊接特殊的位置,因此會大大降低焊接設(shè)備的多車型共線柔性。同時,對產(chǎn)品的要求也相對較高,一般情況下該工藝不能用在板件存在弧度的區(qū)域,并且要求焊接搭接邊足夠?qū)挕?/p>
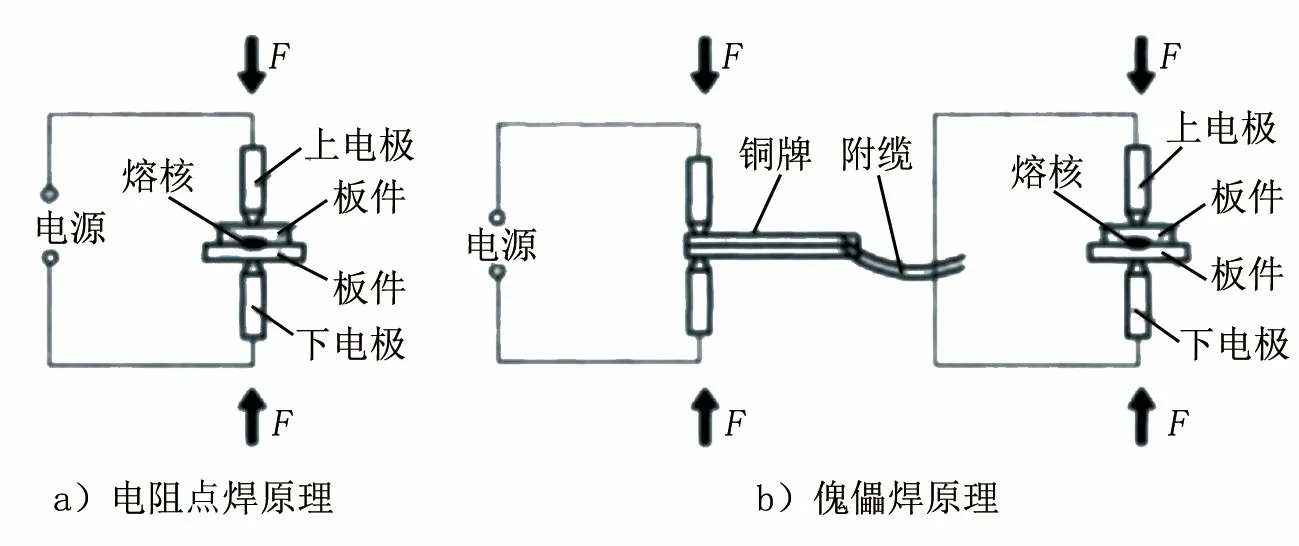
圖6 電阻點(diǎn)焊和傀儡焊原理

圖7 大曲率半徑的平電極
5.3 銅板焊
針對外觀焊點(diǎn),制造中以在集成夾具上增加焊接銅板的方式保證焊接外觀質(zhì)量。焊接銅板可以進(jìn)行5°~10°的角度浮動。當(dāng)焊鉗動臂壓在銅板上時,銅板可以貼合在板件上,起到傳遞焊接壓力和電流的作用。由于動臂電極帽壓在銅板上,并未與板件產(chǎn)生直接的壓力接觸,因而會在動臂一側(cè)形成平整無壓痕的焊核表面。銅板與夾具的連接方式主要有兩種,一種是通過銅質(zhì)彈簧片進(jìn)行連接,另一種是通過過孔螺栓進(jìn)行裝配連接。兩種方式的目的都是確保銅板實(shí)現(xiàn)一定的小角度浮動,從而確保與板件的貼合及焊接壓力的傳遞。與平電極電阻焊類似的是,銅板焊產(chǎn)生的焊接外觀同樣平整光滑,僅在單邊產(chǎn)生電極帽壓印。但是,銅板焊不需要專用的焊鉗電極,僅對局部的夾具進(jìn)行改造,其焊接柔性更佳。圖8所示為采用焊接銅板工藝后的外觀焊點(diǎn)狀態(tài),焊點(diǎn)形成了滿足強(qiáng)度的焊核,但銅板一側(cè)的焊接表面平整光滑,無凹陷和扭曲。
5.4 Arplas焊接工藝
Arplas(阿普拉斯)焊接是一種基于電阻點(diǎn)焊原理,但采用完全不同于傳統(tǒng)電阻點(diǎn)焊技術(shù)的方式和參數(shù)實(shí)現(xiàn)焊接的新型連接技術(shù)(簡稱為AL-S),旨在減少焊接熱變形和焊點(diǎn)壓痕,Arplas焊采用的是平頭式電極帽,能在極短時間(約4 ms)內(nèi)大電流(約20 kA)脈沖熔化零件完成焊接,能夠大幅減少熱影響區(qū),降低焊接過程中的熱應(yīng)力,焊接熱變形和壓痕極小,從而達(dá)到減少外觀缺陷的目的,焊接完成后呈現(xiàn)出良好的表面質(zhì)量。
Arplas焊的工藝原理如圖9所示。為了能夠使能量集中,在焊接之前必須在一個零件上沖出一個凸起,焊接時,該凸起與另一個零件在高電流脈沖下完全熔合。為了減小焊接后壓痕,并且同時保證焊接強(qiáng)度的需求,凸起必須呈現(xiàn)一個特殊的銳利形狀,使之能夠保證在2個工件之間形成符合強(qiáng)度要求的焊點(diǎn),同時在未加工凸起的那個工件上不留任何痕跡,以此達(dá)到外觀焊點(diǎn)的品質(zhì)要求。但Arplas焊的定位要求高(在焊接時,上下電極與凸臺位置的對中性要求很高)、焊槍通用性差、成本較普通點(diǎn)焊高。
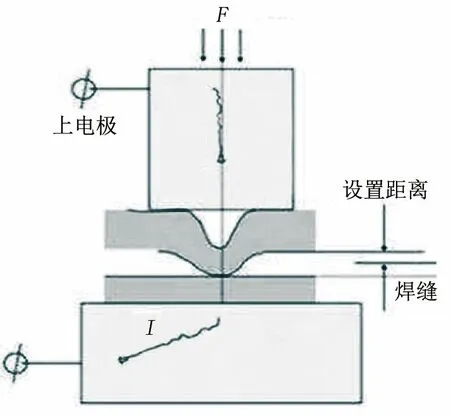
圖9 Arplas焊的工藝原理
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03