聚晶金剛石微細球頭銑刀刃磨工藝參數優(yōu)化*
2020-11-04 06:04:24杜宇超梁志強陳建軍曹宇軒李世迪王西彬
金剛石與磨料磨具工程 2020年5期
關鍵詞:工藝
杜宇超, 梁志強, 陳建軍, 李 玉, 馬 丹, 曹宇軒, 李世迪, 王西彬
(1. 北京理工大學 機械與車輛學院, 北京 100081) (2. 北京理工大學 先進加工技術國防重點學科實驗室, 北京 100081) (3. 山西柴油機工業(yè)有限責任公司, 山西 大同 037036)
微細球頭銑刀具有靈活性好、可加工復雜形面工件等特點,廣泛應用于微小復雜零部件的精密制造[1]。隨著對零件質量、耐用性等要求的不斷提升,高強、高硬等難加工材料的應用愈加廣泛[2]。PCD微細銑刀具有超高硬度、低摩擦性以及良好的耐磨性等特點,是難加工材料微小零部件精密制造的理想選擇。然而,由于PCD銑刀的高硬脆、結構復雜特征,刃磨制備過程容易出現宏微觀磨損缺陷、切削刃不對稱、尺寸誤差等問題,嚴重影響刀具的使用性能和工件加工質量[3]。因此,國內外學者對刀具的制造原理、制造方法以及刀具質量控制進行了大量的理論和試驗研究[4-6]。
SUZUKI等[7]通過金剛石砂輪刃磨PCD微細銑刀的刃口,研究了PCD微細銑刀精密制備方法。CHEN等[8]采用一種四軸聯(lián)動的刃磨方法,使用CBN球面砂輪,實現了等法向前角錐形球頭銑刀在前刀面連接區(qū)域的平滑過渡。徐龍等[9]通過對PCD刀具刃磨后的表面形貌進行檢測,研究了磨床轉速、磨削壓力及磨削液等因素對PCD刀具刃磨質量的影響,優(yōu)化了磨削工藝參數。侯永改等[10]通過對PCD刀具刃磨后的表面形貌進行檢測,優(yōu)化了磨削用砂輪,提升了PCD刀具刃磨表面質量。賈乾忠[11]對PCD材料的磨削去除機理進行了大量的試驗研究,研究了不同磨削工藝參數對刀具后刀面質量、刃口質量、磨除率以及磨耗比的影響。OHMORI等[12]研究了刃口鈍圓半徑隨刃磨工藝參數與砂輪粒度的變化規(guī)律,基于此優(yōu)化了刃磨工藝參數且優(yōu)選了砂輪粒度。
本研究針對PCD微細球頭銑刀刃磨質量控制問題,建立PCD微細球頭銑刀刃磨原理的數學模型,開展PCD微細球頭銑刀精密刃磨正交試驗,研究刃磨工藝參數對主軸負載率、刀具前刀面表面粗糙度、刀具刃口鈍圓半徑的影響規(guī)律,基于此進行刃磨工藝參數的優(yōu)化,并使用優(yōu)化后的工藝參數進行了PCD微細球頭銑刀刃磨驗證試驗。
1 PCD微細球頭銑刀刃磨原理及刃磨試驗
1.1 PCD微細球頭銑刀刃磨裝置
PCD微細球頭銑刀刃磨工藝參數優(yōu)化試驗在牧野六軸數控小直徑工具磨床CNS7d中開展,CNS7d小直徑工具磨床有4個直線運動軸(X,Y,Z和U軸)和2個旋轉運動軸(A和W軸),可實現5軸聯(lián)動。機床的主要組成結構如圖1所示。
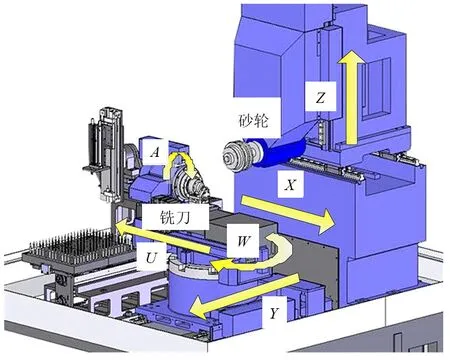
圖1 機床結構
在微細球頭銑刀刃磨過程中,刀具繞A軸和W軸旋轉運動,同時也可以沿U軸和Y軸平移運動,而X軸和Z軸控制著砂輪的平移運動。如圖2所示,圖中機床基準值尺寸L1,L2,L3和LW1可由傳感器對刀和實際測量獲得。

圖2 砂輪與刀具初始相對位置
1.2 PCD微細球頭銑刀刃磨原理
試驗選用雙刃圓錐面形結構PCD微細球頭銑刀進行刃磨研究,設計直徑為0.5 mm,其結構如圖3所示。

圖3 PCD微細球頭銑刀設計結構
在建立微細刀具刃磨運動數學模型之前,必須明確刀具坐標系與機床坐標系的轉換關系。如圖4所示,OMXMYMZM是機床坐標系,OWXWYWZW為靜坐標系,兩坐標系原點重合;ORXRYRZR為過渡坐標系,是坐標系OWXWYWZW沿XW軸平移l距離后,繞YW軸旋轉角度μ后生成的坐標系;OdXdYdZd為刀具坐標系,是坐標系ORXRYRZR繞ZR軸旋轉角度υ后生成的坐標系。靜坐標系與銑刀坐標系的轉換矩陣KWd以及機床坐標系與銑刀坐標系的轉換矩陣KMd可由公式(1)、(2)表示[13]。
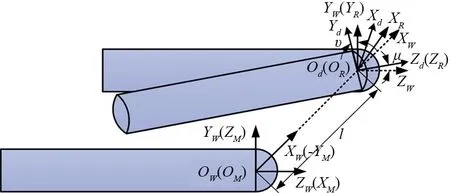
圖4 坐標系轉換

(1)

(2)
OdP=[PX,PY,PZ]T為刀具坐標系中任一向量,在靜坐標系和機床坐標系中的坐標可分別表示為:
(3)
(4)
圖5a表示針對所設計的雙刃圓錐面微細球頭銑刀的前刀面刃磨時金剛石砂輪與刀具的相對位置和運動關系原理圖,采用金剛石砂輪的端面Ⅱ刃磨接觸線PQ來實現前刀面刃磨,砂輪外圓與刀底直線CD相切于點Q,通過砂輪沿X軸和Z軸聯(lián)動插補出直線CD。
圖5b是針對所設計的雙刃圓錐面微細球頭銑刀的圓錐后刀面刃磨時砂輪與刀具的相對位置和運動關系原理圖,采用金剛石砂輪的端面Ⅰ刃磨接觸線PH來實現后刀面刃磨。

(a) 平面前刀面刃磨原理示意圖 Plane rake face grindingprinciple diagram(b) 圓錐后刀面刃磨原理示意圖Conical flank face grindingprinciple diagram圖5 PCD微型球頭銑刀的磨削原理Fig. 5 Grinding principle of PCD micro ball end mill
刃磨線為PH時,砂輪的旋轉軸應與PH和矢量T0正交,單位矢量N可以表示為式(5),向量OdP、Nf、Nq、UPH和T0的表達式也可以由式(6)~式(9)表示[14]。
(5)

(6)
(7)

(8)
(9)
UPH=-cosα0·Nf-sinα0·Nq
(10)
將式(7)~(9)代入式(5):
(11)
如圖5b,點G是PH的中點, 則GOS⊥PH,GOS⊥N,PH⊥N, 因此,單位向量UGOS=UPH×N,OS為砂輪端面I的中心點,其坐標表示如公式(12)所示:
(12)
將式(5)和式(12)代入公式(4)中:
(13)
(14)
在微細刀具刃磨過程中,砂輪的旋轉軸始終平行于YM軸,由此可得:
NMX=0,NMZ=0,Yh=LW1-L2
(15)
則機床A、W、X、Y和Z軸在刃磨后刀面接觸線時的位置為:
A=-υ=-arctan(-NYi/NXi)
(16)
W=-μ=-arctan(NZi/(NXi·cosυ-NYi·sinυ))
(17)
X=-L1+OSX·sinW·cosA+OSY·sinW·sinA+OSZ·cosW
(18)
(19)
Z=-L3-OSX·sinA+OSY·cosA
(20)
1.3 PCD微細球頭銑刀刃磨試驗
刃磨試驗均是在磨削油冷卻潤滑條件下進行。PCD微細球頭銑刀刃磨采用3因素3水平正交試驗,具體試驗參數設置如表1所示。

表1 PCD微細球頭銑刀刃磨正交試驗
刃磨過程中的主軸負載率通過機床自帶的主軸負載監(jiān)測(SLM)傳感系統(tǒng)監(jiān)測,刃磨結束后采用基恩士激光掃描顯微鏡(KEYENCE VK-X100)對前刀面粗糙度和刃口鈍圓半徑進行測量,前刀面粗糙度測量過程如圖6所示。

圖6 前刀面粗糙度測量
2 PCD微細球頭銑刀刃磨工藝參數優(yōu)化分析
正交試驗結果選取刃磨過程的主軸負載率、刀具前刀面表面粗糙度以及刃口鈍圓半徑作為優(yōu)化目標,測量結果如表2所示。

表2 PCD微細球頭銑刀刃磨正交試驗結果
對正交試驗結果用極差分析法進行數據處理,確定出各個工藝參數對粗糙度、主軸負載率、鈍圓半徑影響的主次關系和試驗范圍內各工藝參數的最優(yōu)組合,其結果如表3所示。
刃磨表面粗糙度Ra均值隨每個因素的變化如圖7所示。由圖7可知:粗糙度隨著磨削速度增大而減小;隨著磨削深度增大,先減小后增大;隨著進給速度增大,先減小后增大。

表3 極差分析結果

(a) 磨削速度的影響Effect of grinding speed(b) 磨削深度的影響Effect of grinding depth(c) 進給速度對粗糙度的影響Effect of feed speed圖7 刃磨粗糙度正交試驗直觀分析Fig. 7 Intuitive analysis of roughness in orthogonal test
刃磨主軸負載率(PSLM)均值隨每個因素的變化,如圖8所示。主軸負載率隨著磨削速度增大而增大;隨著磨削深度增大而增大;隨著進給速度增大,變化不明顯。
刃口鈍圓半徑均值隨每個因素的變化如圖9所示。刃口鈍圓半徑隨著磨削速度增大,先減小后增大;鈍圓半徑隨著磨削深度增大而增大,隨著進給速度增大,先增大后減小。

(a)磨削速度的影響Effect of grinding speed on SLM(b)磨削深度的影響Effect of grinding depth(c)進給速度的影響Effect of feed speed圖8 主軸負載率PSLM正交試驗直觀分析Fig. 8 Intuitive analysis of PSLM in orthogonal test

(a) 磨削速度的影響Effect of grinding speed(b) 磨削深度的影響 Effect of grinding depth(c) 進給速度的影響Effect of feed speed圖9 刃口鈍圓半徑正交試驗直觀分析Fig. 9 Intuitive analysis of cutting edge radius in orthogonal test
利用正交試驗結果的極差,分析得出試驗因素對試驗指標影響的顯著程度,如圖10所示。從圖10可以看出,工藝參數對粗糙度的影響顯著程度為:磨削速度vs>進給速度vf>磨削深度ap;工藝參數對主軸負載率PSLM的影響顯著程度為:磨削速度vs>磨削深度ap>進給速度vf;工藝參數對鈍圓半徑的影響顯著程度為:磨削深度ap>進給速度vf>磨削速度vs。

圖10 磨削工藝因素對試驗指標影響極差圖
由表3工藝參數各水平下表面粗糙度、主軸負載以及鈍圓半徑的均值可知,表面粗糙度最小的工藝參數組合為:磨削速度為35 m/s,磨削深度為2 μm,進給速度為30 mm/min;主軸負載最小的工藝參數組合為:磨削速度為15 m/s,磨削深度為1 μm,進給速度為10 mm/min;鈍圓半徑最小的工藝參數組合為:磨削速度為15 m/s,磨削深度為1 μm,進給速度為10 mm/min。由上文極差分析可知,磨削速度對粗糙度以及主軸負載的影響程度較高,且作用規(guī)律相反,因此選取磨削速度的中間水平值25 m/s可以獲得較低的表面粗糙度以及較小的主軸負載;由于磨削深度與進給速度對鈍圓半徑的影響程度較為顯著,因此選取磨削深度為1 μm,進給速度為10 mm/min可以獲得較小的刃口鈍圓半徑。因此,為獲得較小的刃口鈍圓半徑、較低的表面粗糙度以及主軸負載,確定了PCD微細球頭銑刀刃磨工藝參數組合為:磨削速度為25 m/s,磨削深度為1 μm,進給速度為10 mm/min。
3 PCD微細球頭銑刀刃磨試驗結果
選用優(yōu)化后的刃磨工藝參數進行PCD微細球頭銑刀刃磨試驗,將刃磨后的刀具在超聲清洗機中用酒精清洗5 min,然后在基恩士激光掃描顯微鏡(KEYENCE VK-X100)上對刃磨后的PCD微細球頭銑刀(φ0.5 mm)幾何形狀及刃口鈍圓半徑等參數進行測量,刃磨后的PCD微細球頭銑刀球頭部分形貌如圖11所示,刀具幾何參數測量結果如表4所示。

圖11 PCD微細球頭銑刀球頭部分形貌
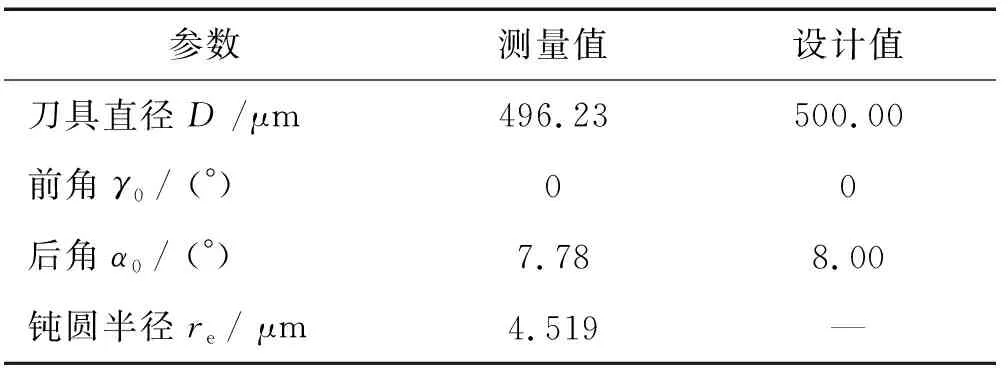
表4 刀具幾何參數測量結果
由表4可知:PCD微細銑刀刃磨后的直徑誤差小于4.00 μm,刀具鈍圓半徑4.519 μm,刀具角度誤差小于1.00°;從圖10可以看出:PCD微細球頭銑刀刃口質量完整,無明顯刃磨損傷缺陷,前后刀面表面質量較好。這說明采用優(yōu)化的刃磨工藝參數能夠實現PCD微細球頭銑刀的高質量刃磨。
4 結論
針對PCD微細球頭銑刀刃磨質量控制問題,建立PCD微細球頭銑刀刃磨原理數學模型,開展刃磨工藝正交試驗,探究刃磨工藝參數對PCD微細球頭銑刀前刀面粗糙度、鈍圓半徑以及主軸負載率的影響規(guī)律,從而優(yōu)化了刃磨工藝參數;根據優(yōu)化的刃磨工藝參數,開展PCD微細球頭銑刀刃磨試驗,并對刃磨的銑刀進行測量評價,得出以下結論:
(1)PCD磨削工藝參數對粗糙度影響的顯著程度為:磨削速度vs>進給速度vf>磨削深度ap;PCD磨削工藝參數對主軸負載率PSLM的影響的顯著程度為:磨削速度vs>磨削深度ap>進給速度vf;PCD磨削工藝參數對鈍圓半徑的影響的顯著程度為:磨削深度ap>進給速度vf>磨削速度vs。
(2)為了獲得較高表面質量和鋒利刃口的球頭銑刀,綜合考慮磨削工藝參數對表面質量、主軸負載率及刃口鈍圓半徑的影響,確定了刃磨最優(yōu)工藝參數組合為:磨削速度為25 m/s,磨削深度為1 μm,進給速度為10 mm/min。
(3)采用優(yōu)化后的刃磨工藝參數,對PCD微細球頭銑刀進行刃磨,結果顯示:PCD微細銑刀刃磨后直徑誤差小于4.00 μm,刀具鈍圓半徑為4.519 μm,刀具角度誤差小于1.00°。PCD微細銑刀刃磨刃口質量完整,無明顯刃磨損傷缺陷,前后刀面表面質量較好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52